刀具材料及角度对7075-T6铝合金切削力的影响仿真
2023-02-21彭宝营许冬王鹏家
彭宝营,许冬,王鹏家
北京信息科技大学机电工程学院
1 引言
铝合金材料凭借比强度高和硬度大以及断裂韧性好等特点,在航空、航天以及军工领域使用广泛,尤其适用于高强度、耐腐蚀性好的高应力结构体以及飞机结构[1]。7075-T6铝合金作为超高变形铝合金的典型代表之一,其物理性能以及成形工艺性都较好。随着铝合金的应用领域增加,在加工方面的要求也越来越严格。由于铝合金材料自身塑性较大,如何在最优条件下进行加工是个问题。
在金属切削过程中,切削参数与刀具几何参数是影响切削力的直接因素。胡波等[2]利用AdvantEdge软件对TC4钛合金进行切削力仿真,主要通过正交试验改变切削参数以及刀具角度,从而确定这些参数对切削力的影响;刘日韦等[3]利用DEFORM软件建立了钛合金切削加工仿真模型,通过改变加工刀具角度,得出刀具角度与切削力之间的关系;张程焱等[4]通过正交试验研究了切削参数对加工表面完整性的影响;郑耀辉等[5]利用仿真软件建立铣削加工仿真模型,采用正交试验以及单因素试验研究铣削参数对切削力和温度的影响,并且对铣削参数进行优化;Dobrotă Dan等[6]设计了一款智能刀具,建立了切削加工模型,通过表面粗糙度分析验证了智能刀具的可行性;Sethupathy A.等[7]建立了刀具几何参数和加工参数预测切削力的统计模型,采用响应面法对7075-T6铝合金进行试验并分析了工艺参数对切削力的直接影响;陈良骥等[8]以降低铣削力和铣削热为目标,结合多目标优化算法对7075-T6铝合金铣削加工参数进行优化。
大多数研究是对切削参数以及刀具角度进行优化,但是在不同刀具材料以及刀具几何参数对切削加工的影响方面研究较少。本文利用ABAQUS软件对不同刀具材料以及不同刀具几何参数的加工切削过程进行分析,以改善难加工材料的切削加工性能,并且更合理地选择刀具材料以及几何参数。随着有限元技术的不断发展,越来越多的学者利用有限元模型解决加工中面临的工艺问题,为实际加工提供参考。
2 建立基于ABAQUS切削有限元模型
2.1 建立有限元模型
基于ABAQUS软件建立7075-T6铝合金切削加工仿真模型,切削加工仿真模型见图1。工件尺寸为6mm×3mm,模型的网格划分使用四面体结构双线性热—力耦合单元。为了确保仿真的准确性,对铝合金工件上的切削区域以及加工刀具的接触区域进行网格细化。加工工件的底面被完全固定,刀具和加工工件的初始温度均设为25°,刀尖为圆弧状,圆弧半径r=0.003mm。切削加工参数为:切削速度v=3000mm/s,切削深度ap=0.5mm。
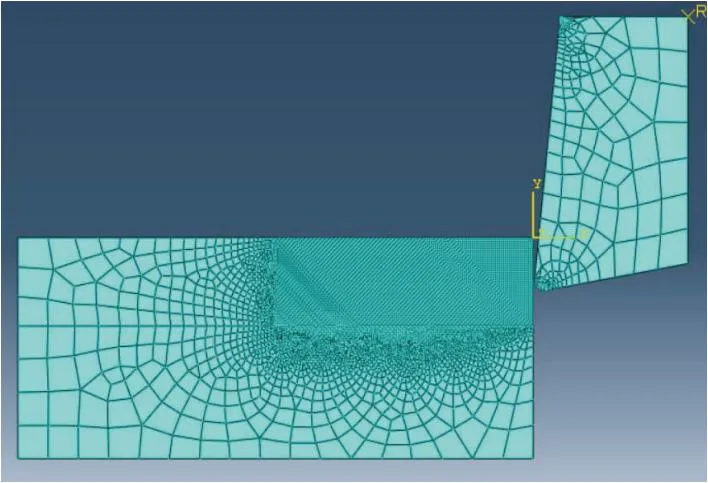
图1 切削仿真模型
2.2 建立本构模型
ABAQUS软件的材料库中包含了各种材料的物理属性以及本构关系等,金属材料切削加工仿真常用的本构模型有Johnson-Cook模型、Bodner-Paton模型、Zerilli-Armstrong模型及幂函数形式模型[9]。
7075-T6铝合金材料在切削过程中会处于温度高、形变量大以及高应变速率的状态,导致该材料的弹塑性发生改变。因此,在构建本构模型时,需要考虑各种因素对工件材料硬化的影响。
J-C模型能准确描述被加工工件的应变率、温度、应变硬化等问题,并且该模型参数较少、预测精度较高,其模型表达式为[10]
(1)

使用J-C失效准则建立切屑和工件的分离断裂失效标准,由J-C失效准则定义的单元损伤为
(2)
式中,D为损伤失效参数。当D=0时,为起始时刻;当D≥1时,材料失效。

(3)
(4)
(5)

式(1)~式(5)中的未知参数可以通过各种力学试验来获取,具体试验见图2。
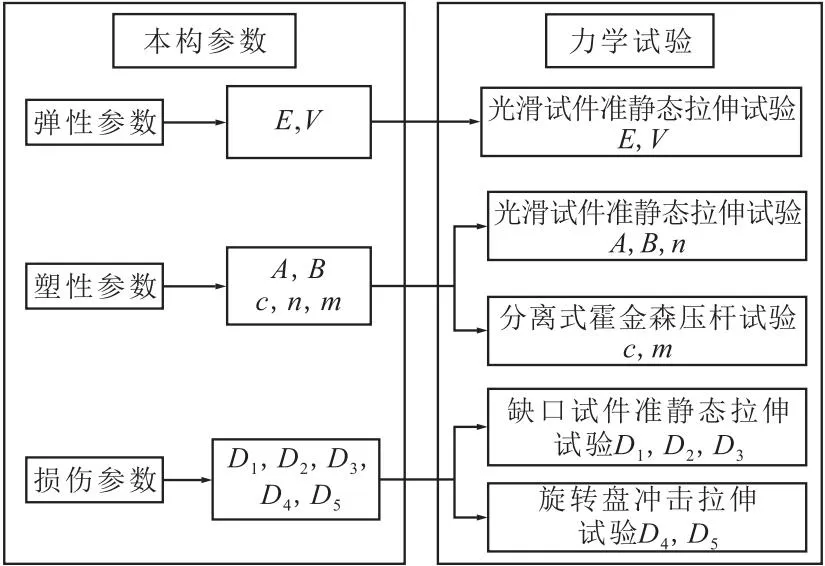
图2 获取J-C本构参数的力学试验
2.3 7075-T6铝合金及刀具特性
仿真试验工件材料为7075-T6铝合金,其力学性能相关参数[11]见表1。切削仿真时7075-T6铝合金材料的J-C本构参数[12]见表2,J-C损伤失效参数[13]见表3。
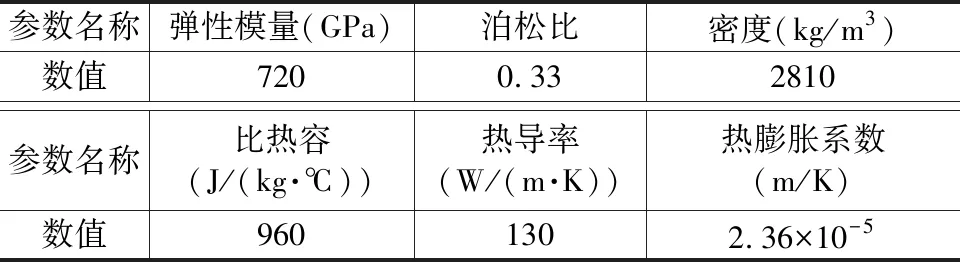
表1 7075-T6铝合金的属性参数

表2 7075-T6铝合金的J-C本构参数

表3 7075-T6铝合金的J-C失效参数
切削加工过程中,刀具的选择非常重要。因此,仿真试验选择常用且具有代表性的刀具,分别为PCBN刀具、YG6X硬质合金刀具、YG8硬质合金刀具,不同刀具的属性见表4。在切削仿真过程中需将刀具定义为刚体。
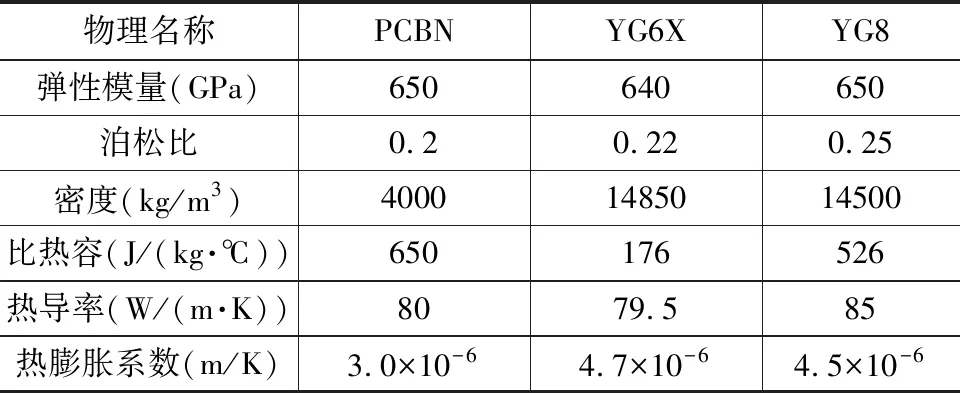
表4 不同刀具的属性参数
3 仿真结果及分析
利用ABAQUS有限元软件建立切削加工仿真模型,确定不同刀具材料对切削力的影响,得出最优切削加工刀具,采用单因素试验法通过改变刀具的前角以及后角大小来分别研究其对7075-T6铝合金切削加工时切削力的影响。
3.1 不同材料加工刀具对切削力的影响
保持基本量不变,切削速度v=3000mm/s,刀尖圆弧半径r=0.003mm,刀具前角γ=6°,刀具后角α=10°。由ABAQUS软件仿真分析得出不同刀具切削加工的切削力(见图3)。
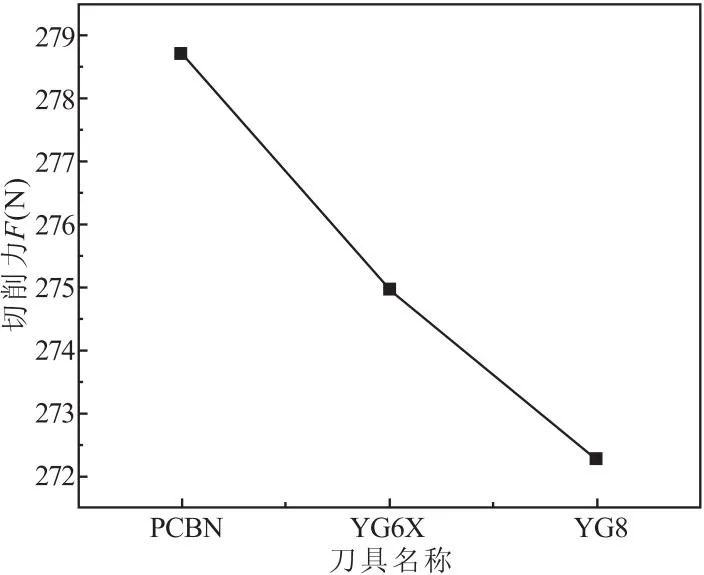
图3 不同材料属性刀具切削加工的切削力曲线
由图3可得,在7075-T6铝合金切削加工过程中,使用YG8硬质合金刀具所受的切削力比PCBN刀具以及YG6X刀具切削加工时所受的切削力小,因此选用YG8硬质合金刀具时加工效果最优。
3.2 刀具前角对切削力的影响
采用YG8硬质合金刀具进行切削加工,切削参数设置为:切削速度v=3000mm/s,刀尖圆弧半径r=0.003mm,刀具后角α=10°。刀具前角γ分别为0°,3°,6°,9°和12°。由ABAQUS软件仿真得出不同刀具前角切削加工的切削力值(见图4)。
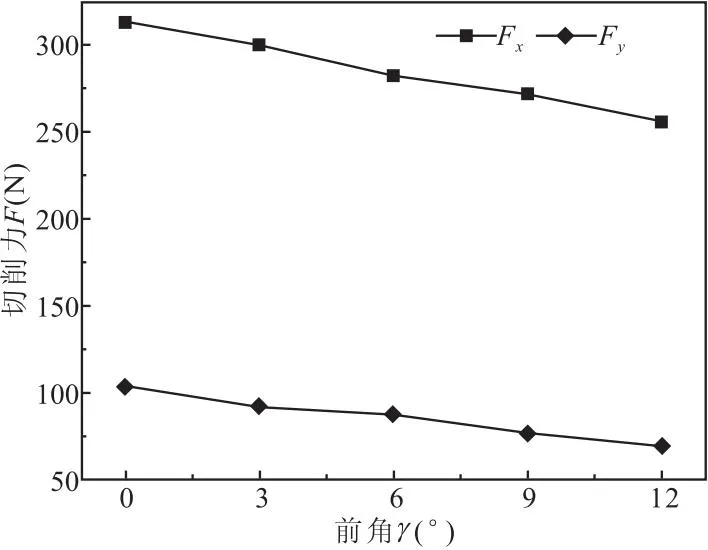
图4 不同前角的切削力曲线
由图4可得,在7075-T6铝合金切削加工过程中,随着刀具前角γ不断增大,切削力逐渐减小,导致加工变形区的剪切角不断变大,使得形变系数以及7075-T6铝合金材料塑性变形程度越来越小;同时,刀具前刀面与切屑的接触区域变窄,导致切屑与前刀面间的摩擦力变得越来越小。因此,当刀具前角γ不断增大时,切削力逐渐减小。
3.3 刀具后角对切削力的影响
采用YG8硬质合金刀具进行切削加工,切削参数设置为:切削速度v=3000mm/s,刀尖圆弧半径r=0.003mm,刀具前角γ=6°。刀具后角α分别为5°,7°,10°,12°和15°。由ABAQUS软件仿真得出不同刀具前角切削加工的切削力值(见图5)。

图5 不同后角的切削力曲线
由图5可得,在7075-T6铝合金切削加工过程中,随着刀具后角α增大,水平切削力Fx的变化相对较小,而垂直切削力Fy的变化相对较大,并且刀具后刀面以及7075-T6铝合金材料表面弹性恢复层的接触宽度会受到刀具后角α的影响。而且,在加工过程中,由于后角不断增大,导致垂直方向受到的挤压力逐渐变小,因此后角α的变化对垂直切削力Fy的影响较大。故刀具后角α不断增大时,垂直切削力Fy会随着刀具后角α的增大而减小。由于刀具后角α逐渐增大,刀具的楔角随之变小,导致刀尖圆弧半径变小,刀具刀刃变得更加锋利,此时更易于切削加工。由于刀具后刀面以及7075-T6铝合金材料表面弹性恢复层的接触宽度变小,因此可以降低后刀面上所受挤压力,从而降低垂直切削力Fy。
4 结语
基于ABAQUS软件建立了7075-T6铝合金的切削加工仿真模型,结合单因素试验得出以下结论。
(1)采用不同刀具材料切削加工7075-T6铝合金时,YG8硬质合金刀具所受切削力比PCBN刀具以及YG6X刀具切削加工时所受切削力要小,因此选用YG8硬质合金刀具时加工效果最优;
(2)在7075-T6铝合金切削加工过程中,随着刀具前角的不断增大,所产生的切削力显著降低;
(3)在7075-T6铝合金切削加工过程中,刀具后角的不断增大对水平切削力Fx的影响相对较小,但对垂直切削力Fy的影响相对较大。
