电机机座加工自动化生产线的设计
2023-02-19西门子电机中国有限公司陈远
西门子电机(中国)有限公司 陈远
本文介绍了一种电机机座加工自动化生产线的设计。通过对原生产线数控设备进行自动化改造,新增加工中心、关节臂机器人、工业相机等设备,优化夹具、刀具的设计,融合精益和信息化,形成高效率、中柔性、高开动率的自动化加工生产线。以合理的投资保持实现自动化获得较大收益。
随着中小型三相异步电动机新国标的实施,IE3 能效将成为中国最低的三项异步电动机能效限定值。IE3 能效相对于IE2 能效生产,成本增加20%左右[1]。电机机座的加工设备作为固定投资份额占比最大的部分,对电机机座的制造工艺优化、产线设计的自动化化提出了更高的要求,急迫的需要新设计高效率的自动化生产线以降低制造成本。根据上述要求对IE3-1TL0003-100/112 机座、IE3-1TL0003-132 电机机座手工线的制造工艺和数控设备进行了优化和自动化改造,设计完成了2 条高效率自动化生产线。
1 电机机座加工工艺分析
1.1 电机机座工艺内容
电机机座加工内容包括:2 端止口、铁心档、底脚面、底脚安装孔、吊环螺纹孔以及出线口螺纹孔、吊环螺纹孔[2]。
1.2 电机机座加工工艺现状
现有IE3 电机机座由外协进行粗加工,铁心档、止口留有合适加工余量。
生产线采用数控立车车削铁心档及止口,一次装夹同时完成铁心档和2 端止口的加工。配置有2 台数控立车,2 台立车加工内容一致。立车配置手动夹具,铁心档余量1 次加工去除不进行精加工,止口采用粗精加工2次加工完成。由铣钻专机加工底脚面和孔,人工操作台钻攻丝机配合钻模对安装螺纹孔进行加工。
人工负责物料搬运、工件夹紧及孔系的加工,质量控制也由人员进行抽检,人员数量多,劳动强度高,粉尘污染严重。
1.3 自动化设计规划及工艺难点
1.3.1 自动化线的设计规划
行业现有自动化的方案包括使用机器人、桁架机械手、智能机床等[3]。结合现有1TL0003-100/112、1TL0003-132产线现状,保持产出不降低,采用下面措施进行自动化产线改造设计:
(1)采用关节臂机器人配置工业2D 相机替代人工进行物料搬运和上下料;
(2)每条线采用2 台加工中心替代人工钻孔攻丝;
(3)配置液压夹具替代原有的手动夹具;
(4)配置机内测量对机座直径尺寸进行监控;
1.3.2 工艺难点
为了保持现有IE3 加工效率,提高自动线的开动率,具体设计过程中碰到了一些难点问题,决定了自动化生产线能否顺利实施:
(1)尺寸稳定性不高、车削效率降低。IE3 机座铁心档车削1 次加工,此种效率高但刀具磨损过快,造成尺寸波动大,每班最多换刃3~4次,频繁的换刀与测量报警会极大影响自动化的开动率;同时,1 次加工铁心档跳动受粗加工工件跳动影响大,对粗加工件质量要求较高。为解决该问题,需要增加铁心档精车,但是加工时间翻倍,严重影响产线的产能;
(2)车削夹具刚性不足,效率提升受限。立车夹具为手动,且压紧位置在机座下端,机座上端悬伸超过250mm。整体刚性不足,易引起震纹、铁心档、止口变形,加工参数上限受到限制;
(3)车床增加机内测量影响节拍。原工艺采用人工对工件进行线外抽检,使用机内自动测量后,对节拍时间产生较大影响;
(4)钻孔铣底脚工序不平衡。配置了2 台加工中心用于替代人工手动加工,由于机座加工内容主要集中在圆周方向,2 端面的端盖安装孔则与圆周方向垂直,造成2 台加工中心的节拍时间会产生不平衡。造成设备利用率不足;
(5)机座螺孔铁屑的清理困难。机座内外表面和螺孔内部铁屑的人工清理会严重影响线体的开动率,由于IE3-1A/1B/1C 机座号机座较重,且为多层出料,人工清理的劳动强度极大,占用了操作者的操作时间,使其效率降低影响自动线的开动率;
(6)兼容产品多。1TL0003-100/112 产线需兼容IE2IE3 系列不同长度100 机座,同时补充加工IE3-112 机座号机座。1TL0003-132 产线需兼容不同长度IE3 机座加工。在设计过程中需实现快速换型,降低换型时间。
如何有效解决上述问题成为此2 条生产线的关键。
2 自动化生产线的布局
自动化生产线增加了立式加工中心和卧式加工中心用于替代台钻攻丝机和底脚铣钻专机,新增设备占地比原有设备占地扩大。同时,增加了必要的辅助设备和工业相机三轴,设备数量多。以节约用地为原则,兼顾人员操作和维修空间,整体布局需要细致考虑。
此生产线采用了视觉辅助带地轨关节臂机器人取放工件,配置辅助设备用于辅助定位、清洁机座、抽检以及废品出料。布局保持了原有进出料方式,同时占地增加较少,设备空间布置合理,兼顾了人员操作、设备维修和5S 管理。如图1 所示。

图1 自动化生产线实物图Fig.1 Physical picture of automatic production line
3 自动化生产线的关键技术
3.1 关节臂机器人配合工业相机实现自动化上下料
在此条生产线内,根据公司物流的组织方式,采取了保持现状多层进料,出料根据库存要求可以更改,更加柔性。配合三轴工业相机,实现多层物料取放,同时为了降低相机的复杂性,将机座来料错误的识别功能转移至精定位平台,相机仅保留了直径大小识别功能。如图2 所示。

图2 视觉拍照系统Fig.2 Visual photographing system
采用带地轨的行走关节臂机器人,更好的适应现有设备布局,使得设备整体占地大幅度减小。
3.2 新刀具、夹具应用提升车削效率与尺寸稳定性
3.2.1 创新刀具设计,优化刀片选型
对铁心档粗车刀具进行了创新设计,同时根据铁心档粗糙度要求优化了精车刀片选型,使得粗车F 值、精车F 值提升1 倍左右。优化后铁心档2 次加工(粗精加工各1 次)比1 次加工节拍降低20%,尺寸稳定性大幅度提高,有效提高了自动线的开动率。目前,精车刀片1 个刃口寿命达到1.5 个班次。从另一个角度来看,加工节拍的缩短为机内测量预留了时间,使机内测量对产出的影响降到最低。
3.2.2 设计液压自定心夹具
夹具采用特殊压头,使得机座变形减小。快速换型结构以适应1A 不同长度机座切换、1A 与1B 跨机座号快速切换;夹具使用动平衡仪调节动平衡量使切削转速上限提高;夹具整体采用框架结构,改善压紧点位置,由下端转移至上端,提高了整体刚性,改善了机座高速旋转状态下机座震动及变形,降低震纹提高了切削参数上限。如图3 所示。

图3 创新刀具及夹具应用Fig.3 Innovative tool and fixture application
3.3 加工中心夹具设计实现工序平衡
设计了OP3 立式加工中心液压夹具使得底脚孔、2端端面孔以及吊环孔可以在同一台设备加工完成,OP2加工中心用于加工底脚面和出线口孔,实现平衡了2 台加工中心的加工节拍,使得生产线整体效率得到提升。如图4 所示。
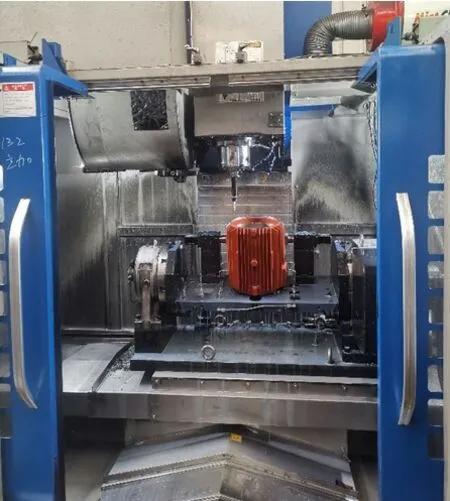
图4 OP3 立式加工中心Fig.4 OP3 vertical machining center
3.4 辅助设备及中心出气主轴提升线体开动率
在这条自动线内增设了单独的吹气清理设备,主要用于清理机座内外表面的铁屑。与可能存在的液体清洗设备对比,降低了设备成本和清洗剂消耗以及人工频繁换液的成本。同时避免将清洗的重要工作分散由操作者单独处理、监控造成的喷漆质量问题。针对螺纹孔内部铁屑清理,尝试了2 种方案,首先是外部设置气嘴,机器人抓取机座模拟人工使用气枪清洁吹气;其次是加工中心配置主轴中心出气功能,实际结果使用主轴中心出气效果更好。主轴中心出气使得在加工过程中即可使用高压空气将铁屑排出,节省了机器人动作时间、外部设备配置成本,同时提高了丝锥的使用寿命。
同时进出料每层之间的木质隔板取放,在此生产线中也由机器人自动操作完成。如图5 所示。

图5 隔板自动抓取系统Fig.5 Automatic clamping system of diaphragm
4 生产线的信息化
机内测量的应用使得自动化得以成功实现,同时极大提高了自动线的开动率。通过对机内测量的数据进行收集、监控并进行图形展示,使操作者对刀具的使用状态充分了解,使其能及时进行刀具更换。尺寸检测数据后上传至服务器,方便质量部门对产品质量进行监控和分析。同时加工设备内部增加了刀具折断监控功能,使得漏序得以及时被发现。
5 结语
通过对加工工艺进行优化,配置带地轨关节臂机器人、工业相机及辅助装备,应用机内测量使得高效率IE3机座自动化生产线得以完成建设,并投入使用,以实现下面目标:
(1)2 条生产线人员合计减少到每班次仅需要1人,人员数量下降75%;
(2)生产线节拍时间5min/台,不含机内测量加工时间比原有IE3 降低20%,含机内测量节拍时间与原有相比未增加时间。
(3)节拍均衡,利用率平均,线体开动率较高;
(4)不同长度换型时间30min,100 切换112 换型时间4h;
(5)2 条线体布局合理,合计占地面积为13m×16m,面积仅扩大仅5%。
引用
[1] 邓雅静.电机新能效标准实施,助力多个行业实现“双碳”目标[J].电器,2021(7):10-11.
[2] 龚垌.电机制造工艺学[M].北京:机械工业出版社,1983.
[3] 顾德军,陈翔,马莉.电机轴智能制造方案[J].电机与控制应用,2020,47(10):74-79+109.
