基于中频感应等温退火新工艺的汽车齿轮锻造试验
2023-02-11高振传
高振传
(烟台汽车工程职业学院,山东 烟台 265500)
汽车的稳定运行取决于齿轮,若齿轮存在质量问题,可直接影响汽车的安全性。传统汽车齿轮主要由常规正火方法进行毛坯的锻造,通过对汽车齿轮进行常规正火处理,有利于改善汽车齿轮的切削加工性能。但是,采用常规正火方法对汽车齿轮进行热处理时,可使汽车齿轮的显微组织和硬度与实际数值之间存在较大差异,要求汽车齿轮锻造毛坯在较大的温度范围内完成连续冷却。为此,本研究提出一种基于等温退火工艺的汽车齿轮锻造方法,在等温退火工艺的支持下,可有效提升汽车齿轮的质量和性能。
1 汽车齿轮锻造毛坯热处理的主要作用
1.1 提升汽车齿轮的切削性能
通常情况下,汽车制造企业将大批量、连续化、多刀切削作为汽车齿轮的生产原则,该过程对汽车齿轮锻造毛坯的切削加工性能要求较高,需要在汽车制造企业生产齿轮之前完成齿轮的预先热处理。通过该方式即可得到均匀等轴状的组织,该组织为铁素体和珠光体共同组成,有利于提升汽车运行的安全性。在汽车齿轮生产过程中,应最大限度地避免粒状贝氏体等非平衡组织的出现,并将汽车齿轮组织的硬度控制在150~180 HB。当采用常规正火方法对汽车齿轮进行热处理时,由于汽车齿轮锻造毛坯的表面和中心冷速之间存在差异性,要求汽车齿轮锻造毛坯应在较大的温度范围内完成连续冷却。因此,采用常规正火方法对汽车齿轮进行热处理时,可使汽车齿轮的显微组织和硬度与实际数值之间存在较大差异[1-2。
当汽车齿轮锻造毛坯的冷却速度较小时,采用常规正火方法处理后,可使汽车齿轮锻造毛坯的硬度过低、切削性能增大,同时可使刀具发生磨损现象;当汽车齿轮锻造毛坯的冷却速度较大时,采用常规正火方法处理后,可得到汽车齿轮锻造毛坯的局部非平衡组织,该组织可降低汽车齿轮锻造毛坯的切削加工性能。非平衡组织实际上指的是粒状贝氏体,粒状贝氏体内部包含岛状马氏体和残留奥氏体等组织,可使汽车齿轮的切削加工操作较为困难。在等温退火工艺的支持下,有利于提升汽车齿轮的切削性能。
1.2 强化汽车齿轮组织的平衡性
采用渗碳淬火工艺对汽车齿轮进行热处理时,可使汽车齿轮出现变形现象。本研究为降低汽车齿轮遇高温易变形情况的概率,在汽车齿轮锻造毛坯热处理后,使每个汽车齿轮锻造毛坯的组织处于均匀状态,汽车齿轮锻造毛坯组织的均匀性可降低运行过程中的噪音。引发汽车齿轮锻造毛坯出现变形的因素较多,如人们过于注重渗碳淬火引起的变形现象,而忽略汽车齿轮锻造毛坯变形的根本原因,而导致汽车齿轮出现变形的根本原因是常规正火不当。通过常规正火方法对汽车齿轮进行热处理时,由于汽车齿轮锻造毛坯的表面和中心冷速之间存在差异性,要求汽车齿轮锻造毛坯应在较大的温度范围内完成连续冷却。在冷却过程中易使汽车齿轮锻造毛坯的组织出现不均匀现象,并锻坯截面尺寸的差异性,可增大组织的不均匀性,不利于维持汽车齿轮锻造毛坯性能的稳定。通过对汽车齿轮锻造毛坯进行热处理,可强化毛坯组织的平衡性[3-4]。
2 基于等温退火工艺的汽车齿轮锻造试验方案
2.1 汽车齿轮锻造试验材料及设备
本研究为验证等温退火工艺对汽车齿轮锻坯性能的影响,选用8620H钢作为主要研究对象。在试验开始之前,将汽车齿轮锻坯的尺寸切割为φ128 mm×35 mm,内孔尺寸为φ43 mm×35 mm,切割完毕的锻坯即为试验样本。该试验样本的质量为3.2 kg,平均每个月的产量为2万件;试验原材料为8620H热轧圆钢,8620H热轧圆钢的直径为φ70 mm,8620H钢的化学成分如表1所示[5-6]。

表1 8620 H钢的化学成分质量分数Tab.1 Chemical composition of 8620 H steel mass fraction
汽车齿轮锻造试验的过程:
(1)利用中频感应加热炉对试验样本进行加热,汽车齿轮锻坯处理完毕后,通过空气锤将坯料取出;
(2)通过单点压力机对坯料进行切边及冲孔操作,该压力机的最大压力为630 t,全部操作均完成后,将坯料置于输送带上,输送带的速度处于可调节状态;
(3)利用等温退火炉完成坯料的退火、喷丸、粗车加工以及机加工等操作,以此实现对汽车齿轮锻坯的热处理。
对汽车齿轮锻坯进行热处理的过程中,汽车齿轮锻坯硬度的要求为156~197 HB,晶粒度为5~8级,带状组织应小于等于3级。汽车齿轮锻坯的组织内不应包含贝氏体组织,魏氏体组织的含量应小于等于1级[7-8]。
2.2 汽车齿轮锻造试验方案
等温退火工艺的工作过程:利用中频感应加热设备在最短的时间内将下料后的棒料加热至奥氏体区范围内,该过程应保证温度的恒定,等待奥氏体处于均匀状态时,即可按照设定的形状完成汽车齿轮锻坯的出炉锻造操作。为在该阶段使原材料带状组织可被充分打碎,需要使汽车齿轮锻坯通过一定的锻造比变形量,有利于实现晶粒度的可控性。为保证汽车齿轮工件温度的批量均匀性,应利用控制工艺对终锻的温度进行控制,等待汽车齿轮进入高温恒温阶段后,即可实现工件温度的批量均匀性。最后采用冷却方式对工件进行持续冷却,该阶段应实时调节传送带的速度,通过该方式控制工件进入等温炉时的温度。通常情况下,汽车齿轮工件进入等温炉时的温度应在等温温度之上30~50 ℃。该工件在等温炉内可实现等温转变,转变完成后再出炉冷却,冷却过程可在常温环境下进行,等待汽车齿轮工件冷却至室温后,表明汽车齿轮工件的基体已经完成转变成均匀性较高的铁素体和珠光体组织[9-10]。
等温退火工艺的关键参数:加热温度、冷却速度/时间、等温温度;影响等温退火工艺效果的因素包括多种类型,本研究针对不同的影响因素设计了5个工艺试验方案。汽车齿轮锻造试验方案如表2所示[11]。

表2 汽车齿轮锻造试验方案Tab.2 Automotive gear forging test scheme
等温退火工艺的曲线示意图如图1所示。
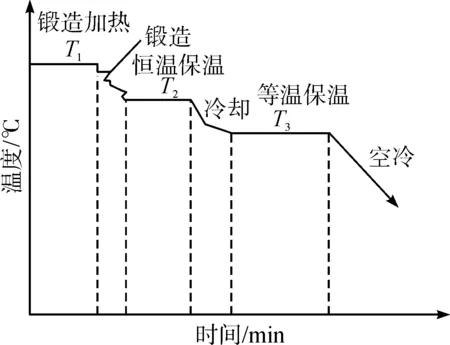
图1 等温退火工艺的曲线示意图Fig.1 Schematic diagram ofthe curves for theisothermal annealing process
3 基于等温退火工艺的汽车齿轮锻造试验结果与分析
由汽车齿轮锻造试验方案表2可以得知:
方案1为加热温度对试验样本性能的影响试验方法。通过对试验样本性能的影响情况进行分析可知,当锻造温度为1 300 ℃时,可使试验样本的晶粒较为粗大。产生该现象的主要原因:当锻造加热的温度持续升高,并且超过试验样本可承受的最高温度时,可使样本的组织内生产奥氏体粗晶粒,经过等温转变操作后形成较粗晶的珠光体和铁素体,其内部碳化物颗粒的数量较少,晶粒形成的速度较快。试验样本编号1和2可成功遏制奥氏体晶粒度的粗大趋势,更符合本研究的设计要求。为保证汽车齿轮的锻造变形,应将加热的温度控制在(1 200±50)℃[12-13];
方案2为锻造后恒温温度对试验样本性能的影响试验方法。通过对试验样本性能的影响情况进行分析可知,传统汽车齿轮生产线的自动化程度较低,易影响硬度、显微组织等参数的均匀性;而高温恒温阶段可提升工件的均匀性,使汽车齿轮符合技术要求。但是该过程需要合理的控制恒温温度,最大限度地消除不利影响;
方案3为冷却方式对等温退火工艺的影响试验方法,通过对试验样本性能的影响情况进行分析可知,3-1试验样本的硬度较高;3-2试验样本的硬度较低。在已知试验材料成分的情况下,等温退火工艺的硬度由冷却方式决定。冷却方式的合理选择,有利于实现试验样本显微组织比例的调整,可使锻坯的硬度符合设计要求[14-15];方案4为等温温度对锻造余热退火的影响试验方法。通过对试验样本性能的影响情况进行分析可知,试验编号为4-1的样本存在贝氏体组织缺陷的问题,4-2和4-3的硬度金相为合格;但4-3样本的硬度较低。在实际生产过程中,应合理地选择过冷奥氏体等温转变温度,并保证汽车齿轮的硬度,若出现特殊情况时,应牺牲部分硬度,以此保证样本不出现缺陷组织[16-17];
方案5为等温时间对锻造余热退火的影响试验方法。通过对试验样本性能的影响情况进行分析可知,应在600 ℃、60 min的条件下完成锻坯的等温转变,有利于提升汽车齿轮的安全性。在汽车齿轮的实际生产过程中,应适当的增大时间余量,可有效预防外界因素对组织转变产生的影响。汽车齿轮锻造试验结果汇总如表3所示。
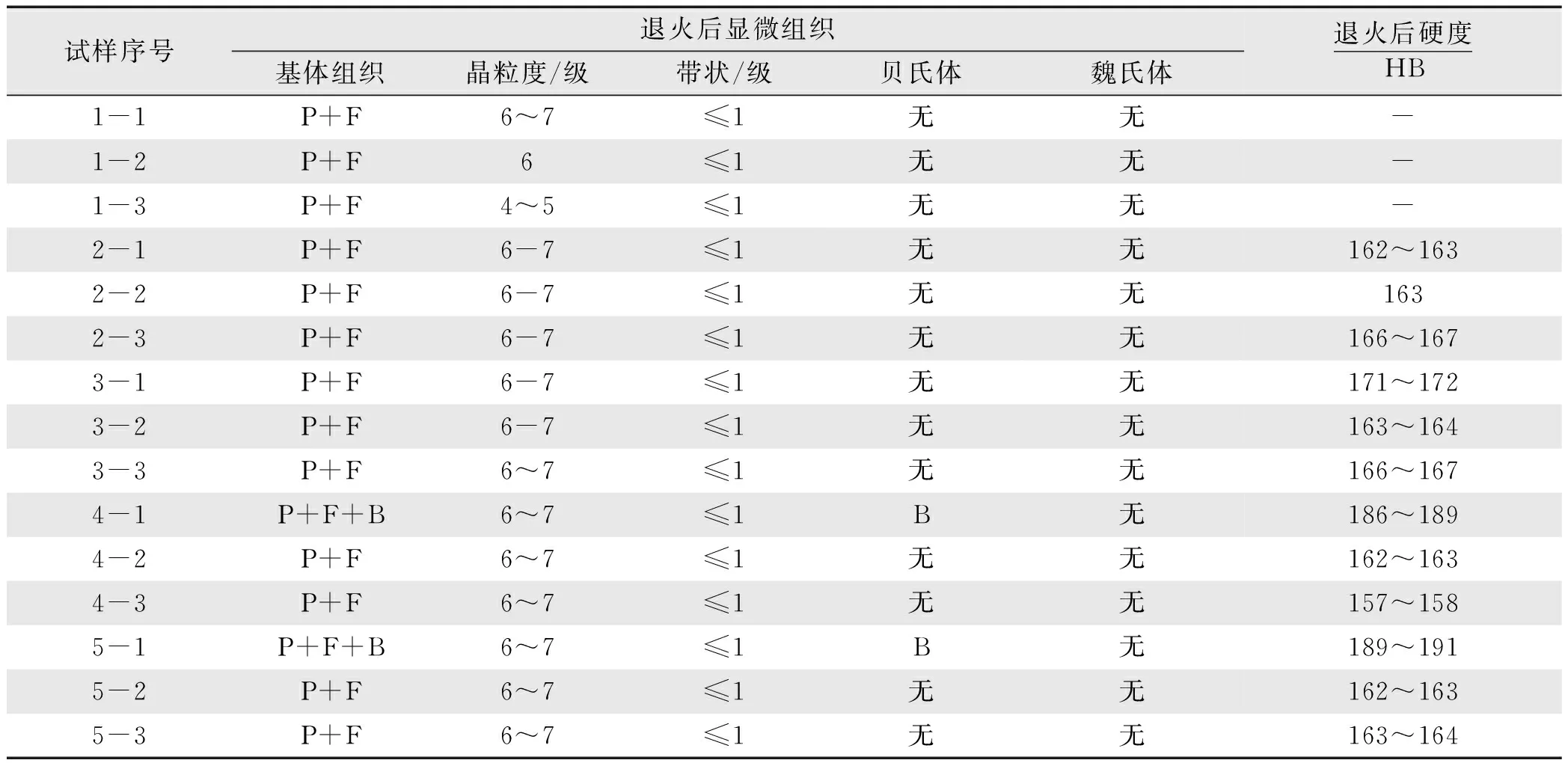
表3 汽车齿轮锻造试验结果汇总Tab.3 Summary of automotive gear forging test results
综上所述,合理的工艺过程可实现锻造余热等温退火,为有效控制贝氏体缺陷组织的产生,可对不同的材料设置对应的等温温度和等温保温时间。产品的硬度可通过调节冷却方法及等温温度等因素实现[18-19]。合适的锻造情况有利于实现汽车齿轮的锻造余热退火。在汽车齿轮的实际生产过程中,应充分结合不同的产品形状的设备能力,合理地调节锻造加热温度。通过等温退火工艺对汽车齿轮进行锻造的关键在于汽车齿轮产品晶粒尺寸的严格控制[20]。
4 结语
本研究为验证等温退火工艺对汽车齿轮锻造的影响情况,将选用8620H钢作为主要研究对象。利用中频感应加热设备在最短的时间内将下料后的棒料加热至奥氏体区范围内,为在该阶段使原材料带状组织可被充分打碎,需要使汽车齿轮锻坯通过一定的锻造比变形量,有利于实现晶粒度的可控性。利用控制工艺对终锻的温度进行控制,等待汽车齿轮进入高温恒温阶段后,可有效提升工件温度的批量均匀性。为最大限度地避免粒状贝氏体等非平衡组织的出现,采用冷却方式对工件进行持续冷却。在汽车齿轮的实际生产过程中,应充分结合不同的产品形状的设备能力,合理地调节锻造加热温度。试验样本的各项指标均满足设计要求,可应用于汽车齿轮的实际生产中。