采用辅助定位提升白车身制造能力实践
2023-02-11白济榕张东发卓宝
白济榕 张东发 卓宝
上汽通用五菱汽车股份有限公司 广西柳州市 545007
1 概述
汽车焊接工装中所说的辅助定位不是导航中所说的定位概念,也不是机械夹具设计中所说的过定位。工件的一个或几个自由度被重复限制的定位称为“过定位”[2]这里所说的辅助定位是指工件或作业在正式作用前采用工装对工件或作业实施导向、矫形、防错等,和过定位不同的是在时间上有先后顺序差异,起过定位的工装与基本定位工装同时起作用,而辅助定位工装则在 基础工装定位之前起作用,可以持续作用,也可以在正常工作循环内不起作用,单纯只是为了预防,只有零件定位出现不能接受的错误时才起作用。笔者这里将白车身制造过程中的辅助定位分为四大类:导向类、矫形扶正类、防错类和保护类,分别结合实践进行简介。
2 辅助限位的三大类型及在实践中的应用
2.1 导向类
辅助限位一个非常普遍的使用就是作导向,利用楔形板件或弯曲的杆件组成“漏斗”,将工件引导放入正确的位置,例如图1,可以使用导向杆将车门外板、顶盖、大梁等零件顺着导向放进定位销中,这可以使零件在没有机器人抓手、精准料框等精准定位工具的情况下,一次放到位,特别是在全自动的主夹具装顶盖横梁情况下,如图2 所示,如果没有导向,横梁孔位偏差较多,超出定位销锥形面的导向能力,就会导致横梁焊偏,戳变形等质量问题,或者报故障停线,造成效率损失。

图1 使用杆件对顶盖进行导向

图2 使用杆件对主夹具顶盖横梁进行导向定位
辅助限位的导向作用在白车身制造过程中的应用场合远不至于此,我们还可以制作简易涂胶导向工具,辅助人工涂胶,保证涂胶位置不偏离设计值,提升人工涂胶一致性,如图3 所示。在用手工焊枪进行焊接时,我们可以制作焊钳导向机构,帮助员工快速找到焊点位置,如图4 所示。此外,辅助限位还可以用于车门装配调整过程中,例如,白车身侧门几条缝的间隙我们要控制在4.0mm,那就可以使用4.0mm 的标准块放在缝隙中,这样能大大提高门盖装调效率。

图3 涂胶限位工具使用

图4 焊钳导向机构
作导向的限位工具,不一定是机械的,我们也可以用激光线标出贴车门加强胶片的位置,来提升加强胶片所贴位置的准确性和一致性。
2.2 矫形类
对于车身顶盖、侧围外板、车门外板等有较大面积的薄板覆盖件,由于刚性不足,受自重影响,容易变形,在定位时,就需要增加一系列辅助支撑,来抵消零件形变,如图5 所示,在侧围外板上布置多个尼龙块,来保证外板定位精度。
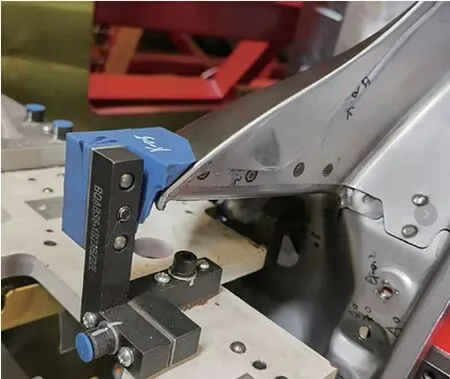
图5 侧围外板采用尼龙块辅助定位
零件在生产运输过程中由于磕碰或其他因素难免会出现一些变形,如图6 所示,某车型大梁上伸出的钣金条由于运输过程中撞变形上翻,会导致该零件与侧围装配时干涉卷边,为了根治这一问题,在车架中心某个拼台安装了一组夹具,如图7 所示,专门用来将此钣金条矫形,从而解决问题。

图6 某车型大梁与侧围搭接钣金卷边漏焊

图7 增加工装夹具为易变形的钣金条矫形
又如图8 所示,后大梁上的小支架由于刚性不足,运输过程中撞变形、焊接时尺寸不稳定等原因,导致其前后方向波动超过10mm,而其上有焊点将其与后地板相连,尺寸波动直接导致焊点边缘焊或漏焊,为此,可以在不影响焊接轨迹的情况下,增加一个位置标示杆,一方面识别有缺陷的物料,另一方面发现有缺陷的物料时,只需要用锤子敲到标示位置,即可解决这一问题。
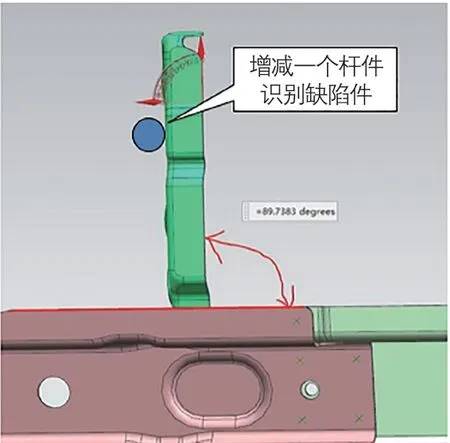
图8 后大梁上小支架位置标示杆
2.3 防错类
辅助定位的防错作用是预防零件装配出现不可接受的缺陷,在零件合格,定位正确,正常生产情况下,它并不起作用,一旦出现零件装错,装配偏差,尺寸不合等问题,它就可以起一个修正作用。在汽车制造过程中,尾门框区域错边,通常是不被允许的,或者错边量不能超过标准给的上限,这首先不是设计上所要的,其次可能导致胶条装配不当,引起漏水等质量问题,同理还有前挡玻璃区域,钣金错边也要严格控制在一定范围内,为了避免这种严重错边的质量问题发生,我们可以在焊接工装上增加“防错边限位块”,如图9所示,当尾门框或前风窗区域钣金错边,辅助限位就可以将其压到可接受的范围内,或报警停线,而正常生产情况下,它们是保持与钣金离空状态的。

图9 尾门框防错边限位块
某车型在装配侧围时,为了防止定位销松动或其他原因导致的侧围下坠,在左右侧围底部前后各设置一个辅助支撑,如图10 所示。

图10 侧围下部支撑
辅助限位还可以在主定位作用之后对零件进行二次定位,从而提升零件空间位置精度,某车型的轮罩外板在车架中心进行工装定位并焊接后,我们发现由于板件较软,上侧还存在一定的活动量,受挤压外偏,只有过完主夹具,和集水板下安装板焊接之后,才彻底固定,所以,在主夹具上增加了一组工装进行辅助定位,在焊接之前,将外偏的轮罩外板压合,措施实施后改善明显,如图11 所示,公司在其他类似结构的车型上做了推广。

图11 主夹具上对轮罩外板前部Y 向限位
辅助限位也可以和主定位同时起作用,如图12 所示案例,由于零件下部焊接后存在变形,导致其上一个方孔与其他零件匹配时挡孔,确认清楚原因后,在焊接变形区域增加了一个定位销,直径小于孔位1.5mm,这样装件定位时,就不会因过定位产生干涉,但当焊接过程中,零件末端产生变形时,该定位销就起作用,将变形量限制在设定范围内。

图12 后侧围内板方孔挡孔问题解决案例
2.4 保护类
辅助定位的保护作用主要是通过工装可以对比较重要的螺母孔在焊接时进行覆盖遮住,也就是“堵孔”防止焊渣溅入,导致螺栓滑牙缺陷,另一种常见的是利用磁铁的吸附力将零件吸住,防止在手松开,工装运动过程中,零件掉落,与此类似的有在顶盖下端设置一组倒钩,防止顶盖在吊起过程中不慎掉下,这可以有效避免严重质量问题发生,给人一种“安全感”。
3 辅助定位的潜在风险
辅助限位在应用不当时会产生一定的副作用,比如上文提到的“尾门框防错边夹头”零件合格,正常装配时,它应该处于离空状态,但如果和零件紧贴,就很可能导致尾门框胶条边翻转,从而影响宽度方向尺寸;又如主夹具位置的侧围高度方向支撑,正常情况下应该处于离空状态,若将其与零件调贴合,在侧围外板切边变长时,它会和定位销共同起作用,从而形成过定位,这并不是我们想要的;还有一些像零件感应器、辅助焊接用工装由于位置不当或焊渣积累,导致与零件干涉,就会对整车尺寸产生一定的影响,这就要求我们工程技术人员应该熟悉并了解哪些工装是辅助限位,它的作用是什么,制定计划进行检修和维护,从而帮助提升白车身制造能力。
4 结语
白车身制造不能简单依赖于六点定位原理,应该综合考虑,在工装设计前期充分了解现有工装的问题,输入车间在实践中不断积累的制造经验,了解需要用工装进行防错的需求等,输出含有“辅助定位”的工装定位策略,减小后期工装改造带来的额外成本,减小同平台车型重复开发导致的浪费,不断丰富“辅助定位知识库”,帮助白车身制造工装定位能力和尺寸精度的不断提升。
