304不锈钢编码器小轴断裂原因
2023-02-09甘美露王书强谢建平
张 强,章 伟,甘美露,王书强,谢建平
[1.江苏澄信检验检测认证有限公司,江阴 214434;2.国家船舶材料质量监督检验中心(江苏),江阴 214434]
304不锈钢的常温下显微组织为稳定奥氏体,具有良好的韧性、塑性和耐腐蚀性能,在核电、风电、石油化工、机械设备等行业应用广泛。奥氏体不锈钢的热膨胀系数较大,且冷却时收缩应力大,容易在焊缝处产生热裂纹[1]。某编码器小轴的材料为304不锈钢,主要加工工艺为焊接,焊接方式为手工电弧焊,焊条牌号为A137焊条。该编码器小轴安装在风电机组的机舱内部,与风电主轴连接,服役环境为大气环境。在服役数月后,该编码器小轴发生断裂,笔者采用宏观观察、化学成分分析、硬度测试、金相检验、扫描电镜(SEM)及能谱(EDS)分析等方法,分析了该编码器小轴断裂的原因,以避免该类问题再次发生。
1 理化检验
1.1 宏观观察
对断裂的编码器小轴进行宏观观察,结果如图1所示。由图1可知:该编码器小轴和底座由3根连接杆通过焊接方式连接,3根连接杆和中间小轴的连接处均发生断裂,断口均位于编码器小轴和连接杆的焊接连接区域;3根连接杆断裂后均有明显的横向位移,其中1#连接杆横向位移最明显,横向位移达到12 mm;连接杆外侧靠近断裂位置附近可见明显的外力撞击变形,变形部位呈明显的金属光泽,与其他区域色泽差异显著;连接杆断口表面色泽灰暗、凹凸不平,表面已被明显破坏,大部分区域较为光滑,部分区域断口粗糙,断口附近无其他裂纹及二次裂纹,判断该断裂表面光滑形貌为编码器小轴在断裂后继续旋转过程中,受到相互挤压和摩擦的作用所致。
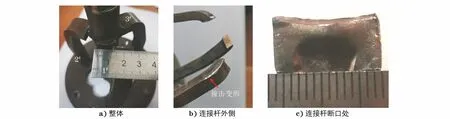
图1 断裂编码器小轴的宏观形貌
将编码器小轴与连接杆焊接断裂位置沿纵向切开,经磨抛和10%(体积分数)草酸溶液电解腐蚀后观察焊接区域的宏观形貌,发现焊接成形良好,未发现明显的气孔、夹杂等焊接缺陷,除了断裂面外未发现有向基体延伸的裂纹(见图2)。

图2 编码器小轴焊缝区域经磨抛、腐蚀后的宏观形貌
1.2 化学成分分析
按照GB/T 11170—2008 《不锈钢多元素含量的测定 火花放电原子发射光谱法(常规法)》,在断裂编码器连接杆和小轴处分别截取试样,采用ARL4460型直读光谱仪对其进行化学成分分析,结果如表1所示。由表1可知:连接杆中的碳元素含量超出GB/T 20878—2007 《不锈钢和耐热钢牌号及化学成分》对304不锈钢的要求,铬元素含量低于GB/T 20878—2007的要求,其余各元素含量均符合GB/T 20878—2007的要求;小轴的化学成分符合GB/T 20878—2007的要求[2]。
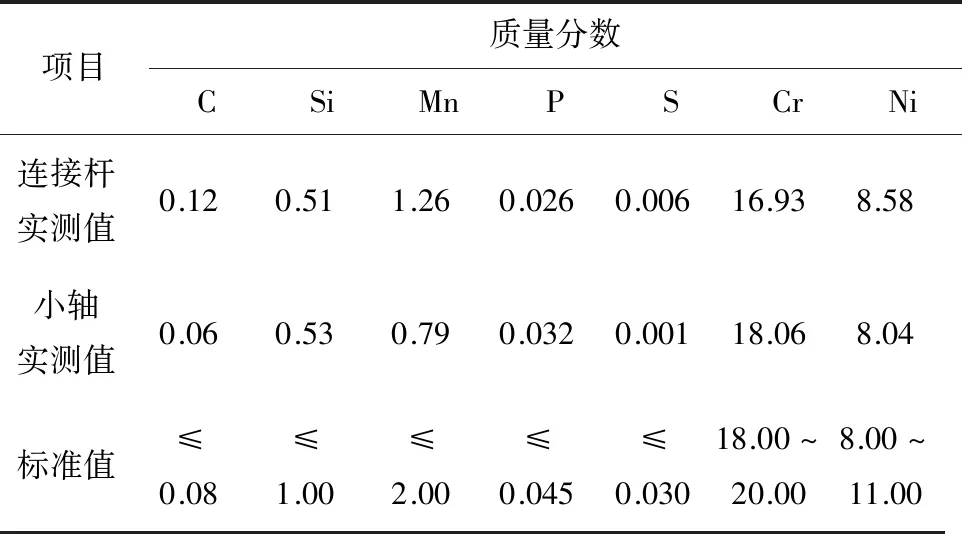
表1 连接杆和小轴的化学成分分析结果 %
1.3 硬度测试
沿断裂编码器小轴和连接杆焊接部位的纵向剖面截取试样,并对其进行硬度测试,结果如表2所示,可见连接杆一侧母材和热影响区的硬度明显偏高,远高于技术规范的要求(≤200 HV)。
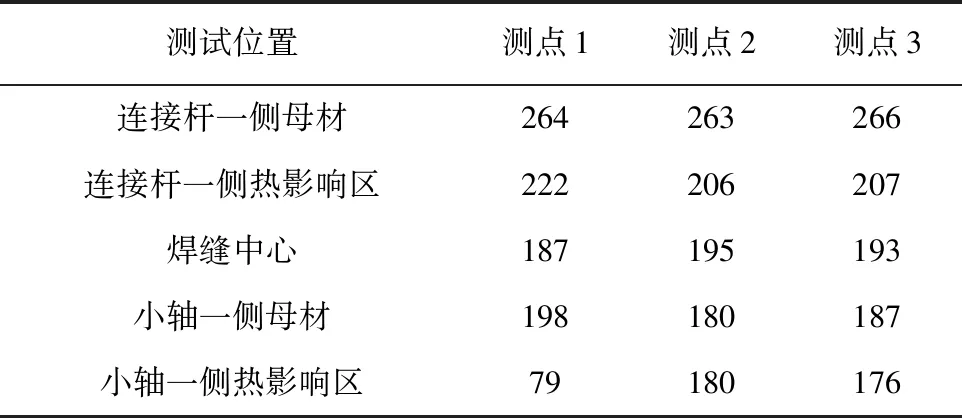
表2 断裂编码器小轴和连接杆焊接部位的硬度测试结果 HV
1.4 SEM及EDS分析
将编码器小轴在断口附近沿横向切开后,经汽油+丙酮清洗后,用SEM进行观察,可见断口中心部位表面光滑平整,断裂特征已被破坏且无法分辨(见图3),分析认为是编码器小轴旋转工作过程中裂纹反复张开闭合,裂纹断口表面不断受挤压摩擦所致。断口边缘部位比较粗糙,呈明显的撕裂特征(见图4),分析认为是编码器小轴裂纹扩展到一定程度,有效截面积承受力超过强度极限后,发生快速断裂所致。
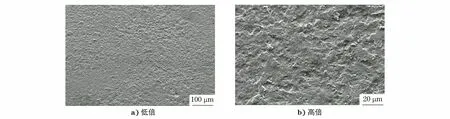
图3 断口中心部位的SEM形貌

图4 断口边缘部位的SEM形貌
用EDS对断口中心部位及边缘部位分别进行分析,结果如表3所示。由表3可知:断口中心的铬元素质量分数约为18%,镍元素质量分数约为7%~7.5%;断口表面的碳、氧、氮等元素含量较高,判断为断裂后表面形成氧化物所致,其他元素种类及含量与304不锈钢无明显差异[3]。

表3 断口中心及边缘部位的EDS分析结果 %
1.5 金相检验
将编码器小轴在断口附近沿纵向切开后,经磨抛、侵蚀后用光学显微镜对其进行观察,其非金属夹杂物的微观形貌如图5所示。由图5可知:连接杆一侧母材有明显长条状硫化物夹杂,部分长条状夹杂物长度大于500 μm;小轴一侧母材未发现明显有害夹杂物。按照GB/T 10561—2005 《钢中非金属夹杂物含量的测定 标准评级图显微镜检验法》中的A法进行评定,连接杆一侧母材夹杂物评级结果为,A类夹杂物等级为2.5级,B类夹杂物等级为0.5级,C类夹杂物等级为0级,D类夹杂物等级为0.5级。小轴一侧母材夹杂物的评级结果为,A类夹杂物等级为0.5级,B类夹杂物等级为0级,C类夹杂物等级为0级,D类夹杂物等级为0.5级。

图5 编码器小轴非金属夹杂物的微观形貌
按照GB/T 13298—2015 《金属显微组织检验方法》,沿编码器小轴断口附近纵向切开后,经磨抛及10%(体积分数)的草酸溶液电解侵蚀后,进行金相检验,结果如图6所示。由图6可知:试样呈明显的焊接显微组织特征,连接杆一侧母材的组织为奥氏体+条带状铁素体,并可见明显的轧制流线,为较差的非等轴状组织;小轴一侧母材的组织为等轴奥氏体;焊缝组织主要为奥氏体+铁素体,呈枝晶状分布,焊缝组织正常,成形良好,未发现明显的未焊透、气孔等焊接缺陷;热影响区的晶粒尺寸比远离焊缝区域的晶粒尺寸大,这是因为焊接时热影响区的温度较高,晶粒容易长大。
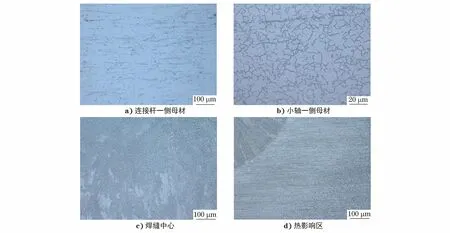
图6 断裂编码器小轴的显微组织形貌
2 综合分析
304奥氏体不锈钢具有较低的导热系数和较高的线膨胀系数,在进行焊接时,焊接接头会受到不均匀的加热和冷却,使焊缝区域产生较大温差,焊接时母材会对焊接件产生刚性约束作用,加热时焊接区域不能自由膨胀,冷却时焊接区域不能自由收缩,导致焊接件在焊后产生变形和较大的焊接残余应力[4]。在焊接完成后,奥氏体不锈钢的焊缝中心和热影响区产生拉应力,远离焊缝区域产生压应力[5]。奥氏体不锈钢的液相线与固相线距离较大,共晶时间较长,焊接结晶过程中的枝晶方向性较强,偏析现象比较严重,焊接区域附近容易脆化,韧性较差[6-8]。
该断裂编码器小轴连接杆中碳元素的含量偏高,导致材料的强度和硬度偏高,韧性和焊接性能偏低。编码器小轴连接杆材料中夹杂物的含量较高,存在长条状硫化物夹杂。材料的纯净度较差,杂质含量较高,在焊接时产生杂质偏析,形成低熔点共晶体,并在晶界处析出,进一步降低了材料的韧性。较大的焊接残余应力、母材较高的碳元素含量和较差的材料纯净度导致焊接区域材料的韧性较差,当服役过程中受到较大的外力冲击作用时,编码器小轴发生了脆性断裂。
3 结论及建议
(1) 编码器小轴断裂的原因是:焊接区域存在较大的焊接残余应力,连接杆一侧母材的碳元素含量较高及材料纯净度较差,导致焊接区域材料的韧性较差,当编码器小轴服役过程中受到较大的外力冲击作用时,编码器小轴发生了脆性断裂。
(2) 建议把好原材料质量关,选择成分合格、纯净度高的304不锈钢材料;焊接时控制焊接参数,焊后进行整体热处理以消除焊接残余应力;做好编码器小轴的防护,防止受到外力的撞击。