微波等离子体化学气相沉积法制备大尺寸单晶金刚石的研究进展*
2023-02-09牟草源李根壮谢文良王启亮吕宪义李柳暗邹广田
牟草源,李根壮,谢文良,王启亮,吕宪义,李柳暗,邹广田
(1.吉林大学物理学院超硬材料国家重点实验室,长春 130012;2.吉林大学深圳研究院,广东 深圳 518057)
1 引言
功率器件将电能从一种形式快速转换为另一种形式,是电力系统的一项重大创新。在过去的几十年中,基于Si材料的功率器件在电能利用方面发挥了主导作用。未来20年,电力消耗的能源预计将占总能源消耗的60%左右,且占比会越来越高,而传统的Si基器件正逐渐逼近其材料理论极限。因此,开发基于新材料和新结构的功率器件从而不断提高其功率密度和工作频率是高效利用电能的基础。金刚石作为一种超宽禁带半导体,已成为下一代功率电子学和光电子学最有潜力的材料之一。与传统的Si基器件相比,金刚石器件具有高载流子迁移率、高热导率、低热膨胀系数、高临界电场等众多优势,可用于火车、船舶、可再生能源系统和电力干线系统的大功率发电机及逆变器等高压领域。发展金刚石功率器件满足碳达峰与碳中和等重大社会需求,已被国家列入“战略性先进电子材料”重点专项。
目前,Si和SiC器件采用绝缘栅双极晶体管(IGBT)及超结(SJ)晶体管等新型器件结构以提高功率密度和效率。双极型器件的电导调制效应虽然能有效降低正向导通电阻,但其高开启电压亦会明显增大器件的正向导通损耗。而金刚石材料的高临界击穿电场使得在相同耐压等级时器件具有更低的电容及导通电阻。因此,金刚石肖特基势垒二极管(SBD)和金属氧化物半导体场效应晶体管(MOSFET)等低损耗、单极性器件有望替代现有的Si和SiC双极型器件。另一个能够实现低损耗的因素是金刚石器件可以快速开关和高频操作(通常为几微秒),从而大幅减小功率模块中的电容、电感等无源器件所占的体积。而对于超过10 kV的极高电压应用,金刚石双极型器件是一个有希望的候选者。此外,金刚石的深掺杂能级在高温下会明显增加载流子数量,从而补偿因“载流子散射”引起的迁移率的降低,使得金刚石器件的输出电流在150~250℃维持恒定[1],这一特性激发了业界对在自热温度下运行且无需冷却的新型高输出功率器件模块的研究兴趣。从功率器件的量产角度来看,半导体材料需要达到高纯度、低缺陷密度、高载流子浓度与迁移率以及英寸级晶圆面积等要求。然而,浓度精确可控的掺杂技术和高品质大面积单晶衬底的制备技术仍是金刚石材料与器件商业应用面临的挑战。因此,制备英寸级的单晶金刚石(SCD)已经成为近几十年甚至是未来几十年一个亟待解决的任务。
2 大尺寸金刚石单晶晶圆的生长技术路线
在过去的70年里,业界通过高温、高压(HPHT)技术以及化学气相沉积(CVD)技术成功实现了SCD的人工合成。虽然通过HPHT技术获得的SCD具有极低的位错密度,但是其制备过程中使用的催化剂引入了杂质元素,使得掺杂浓度难以精确控制。此外,生长装置限制了HPHT金刚石的尺寸(直径一般小于15 mm)。CVD技术可以精确监控金刚石的生长条件,以获得氮浓度只有百万分之几百的高结晶质量金刚石,并且通过调整生长过程的化学反应可更好地控制掺杂剂的掺入。目前,CVD生长大尺寸金刚石主要发展出3种主要技术:单颗生长技术、拼接生长技术以及异质外延生长技术,大尺寸金刚石单晶生长技术路线如图1所示。单颗生长技术的优势在于其生长晶体质量相对较高,位错密度相对较小(大约在104cm-2量级)。但金刚石单晶随着生长次数的增加会出现晶格劣化现象,英寸级金刚石单晶较难获得。拼接生长技术的优势在于可以快速获得大尺寸单晶金刚石且可以继承籽晶的高结晶质量,但由于拼接缝区域存在大量位错和累积应力,拼接缝的弥合仍然面临挑战。异质外延生长单晶金刚石的尺寸只取决于衬底尺寸,因此异质外延技术相较于前面2种方法更易实现大尺寸单晶的生长。但衬底与金刚石之间的晶格常数失配及热失配使生长的金刚石位错密度通常高达106~108cm-2。因此,衬底表面需要在生长金刚石之前沉积工艺复杂的多层结构应力缓冲层。一般来说,单颗生长技术可以为拼接生长提供相应的籽晶,而通过拼接生长或者异质外延生长获得的金刚石在进一步外延生长时又需要采用单颗生长技术。
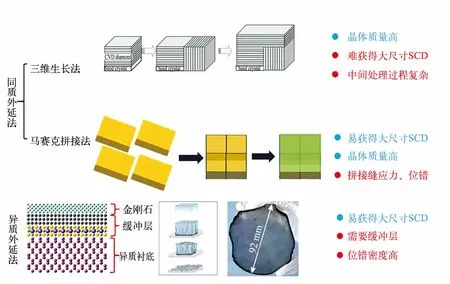
图1 大尺寸金刚石单晶生长技术路线
2.1 单颗金刚石生长的发展历程及进展
单颗金刚石外延的发展历程可以分为单面快速生长和多晶面三维生长2个阶段。其中,三维生长是利用晶体的同一晶面族之间的对称性来生长大尺寸单晶金刚石。利用CVD技术生长单晶尤其是大尺寸晶体时需要寻求高结晶质量和高生长速率模式之间的平衡。通常,CVD外延生长对许多工艺参数非常敏感,例如反应腔体中的气体压力、甲烷浓度、衬底温度、微波功率密度、氮气流量、衬底托的形状等。研究显示,金刚石的生长速率与甲烷浓度成正比,然而,高浓度的甲烷会产生更多的C2基团,导致缺陷密度增加。此外,甲烷浓度超过一定值时会导致腔体内产生大颗粒烟尘而使生长中断。衬底温度的升高也会显著增加生长速率,但同时也会促进本身缺陷的生长而在表面出现金字塔型孤岛。高速单晶生长的突破性进展出现在2009年,美国的LIANG等人[2]通过添加N2,在4.6×104Pa的高压强中实现了165μm/h的生长速率并最终获得了厚度为18 mm的单晶金刚石。FRAUENHEIM等人[3]认为掺入金刚石晶格的N原子存在孤对电子,孤对电子更倾向于排斥含有π键的CH2基团而提高生长表面处只含σ键的CH3基团的浓度,进而导致宏观上的生长速率提升。因此,他们预测当下一代微波等离子体化学相沉积(MPCVD)设备能够在高于1×105Pa的腔室压强下产生稳定的等离子体时,生长速率将增加到1 mm/h。为了在保持高生长速率的同时实现高结晶质量,SHIMAOKA团队[4]在生长气源中添加O2以降低杂质浓度,但是由于含氧基团的刻蚀作用,会在一定程度上降低生长速率(38μm/h)。吉林大学的研究团队在正常生长条件下添加适量的CO2,在保证结晶质量的同时实现了高达70μm/h的生长速率[5]。光发射谱(OES)和光致发光光谱(PL)测试结果表明,CO2所分解出的含碳基团作为生长金刚石的碳源,对生长速率起到促进作用。而含氧基团一方面作为活化剂提高生长速率,另一方面可以与含碳基团形成CO,抑制C2基团的生成并提高结晶质量。类似地,在生长气源中添加适量的N2O同样可以实现135μm/h的高速、高质量单晶生长[6]。由于纵向生长时籽晶的侧面也存在横向生长现象,因此,通过生长厚的CVD层可以将籽晶的表面积扩大[7]。NAD等人[8]采用优化设计的衬底托生长金刚石时,横向SCD表面积比初始金刚石籽晶表面积增加了1.7~2倍。随着915 MHz的微波等离子体辅助CVD设备的发展,LIANG等人同时生长了300颗单晶金刚石[9]。
然而,籽晶的边缘处通常会聚集等离子体,从而在边缘处产生更高浓度的生长基团、更高的生长温度及更高的生长速率。这种“边缘效应”[8]导致长时间生长时,籽晶边缘出现多晶金刚石、缺陷和残余应力,从而阻碍单晶金刚石的生长。哈尔滨工业大学LI等人[10]提出了减薄籽晶厚度的方法,在260μm的籽晶上生长30 h后得到无边缘多晶的金刚石。理论模拟结果表明,籽晶边缘的电子浓度及电场强度随着厚度变小而明显降低,且在表面的分布会变得更加均匀。然而,金刚石籽晶的厚度随着生长的进行会逐渐增大,该方案无法长时间连续生长。YAMADA等人[11]提出使用封闭式衬底托来进行单晶金刚石的生长,单晶金刚石生长籽晶托如图2所示,通过将籽晶表面下降到衬底托中一定深度,获得了边缘无明显多晶的大尺寸金刚石单晶。一方面,衬底托能改变等离子体的局部放电状态,缓解了等离子体在籽晶边缘处的聚集;另一方面,金属衬底托包围整个籽晶,可以促进边缘的热扩散,从而平衡表面的温度分布。在此基础上,2005年,日本AIST的MOKUNO等人使用3 mm×3 mm×0.5 mm的HPHT金刚石籽晶,经过9次重复生长,成功获得摇摆曲线半高宽(FWHM)只有37″的高质量单晶金刚石,这证明了可以在HPHT籽晶上生长尺寸超过10 mm×10 mm的高质量、大尺寸单晶金刚石[12];同年,他们使用5 mm×5 mm×0.7 mm的HPHT单晶金刚石籽晶,经过24次重复生长,最终制备出10 mm厚的单晶金刚石[13]。吉林大学团队系统探究了籽晶在衬底托中的空间位置对生长模式的影响并发现了“单晶生长区”[14]。随着籽晶表面与衬底托表面的距离增大,籽晶边缘的等离子体聚集现象逐渐减弱,生长状态由凸起的多晶逐渐转变为平坦生长的平面。但是,当籽晶深度超过一定值后,等离子体被衬底托完全吸引而大幅降低了生长速率,籽晶边缘的生长受到抑制而内缩。通过增大籽晶边缘与衬底托之间的间距,可以适当提高边缘的等离子密度,从而改善生长状态。因此,通过调节籽晶在衬底托中的深度和间距可以确定在封闭式衬底托中的适宜生长条件,籽晶在样品托中的空间位置对生长模式的影响如图3(a)所示。通过110 h的生长,籽晶尺寸从7 mm×7 mm增大到9 mm×9 mm,生长得到的样品光学照片如图3(b)所示,晶体边缘无明显多晶,金刚石边缘的显微镜照片如图3(c)所示。

图2 单晶金刚石生长籽晶托

图3 封闭性籽晶托生长大尺寸单晶金刚石
金刚石结构中同一族的晶面具有相同的生长特性,因此可以利用6个晶面均为(100)面的金刚石籽晶进行三维生长,三维生长大尺寸单晶金刚石方案如图4所示。金刚石籽晶首先沿着某一个(100)面快速生长,使其厚度快速增加并保持表面边缘无多晶,之后将金刚石旋转90°,将原来侧面的(100)面切割抛光后作为生长面,再进行高速率、高质量的外延生长,通过重复该生长过程可以使得金刚石籽晶面积进一步扩大。2009年,日本AIST的MOKUNO研究团队以9 mm×9 mm的HPHT单晶金刚石为籽晶,采用三维生长技术,生长出1.27 cm的单晶金刚石,并结合离子注入和剥离技术成功将其剥离[15]。但这种生长方法需要进行多次切割、抛光及生长,一方面会大幅增加生长周期,另一方面,在籽晶加工过程中引入的缺陷随着生长次数的增加会劣化结晶质量。

图4 三维生长大尺寸单晶金刚石方案[12]
2.2 拼接生长实现英寸级金刚石衬底的研究进展及挑战
单颗单晶金刚石的外延生长虽然取得了长足的进步,但是在面向产业应用的英寸级衬底方面仍然面临严峻挑战。因此,科研人员在横向外延生长的基础上创造性地提出了马赛克拼接生长技术。该方案将多片金刚石籽晶紧密拼接在衬底托上,利用金刚石外延层生长过程中的横向外延将所有的籽晶弥合为一个整体。结合离子注入或者激光切割工艺可以将外延层从籽晶上整体分离,从而得到英寸级单晶金刚石。
1991年,美国麻省理工学院林肯实验室GIES等人[16]在图形化的Si衬底上首次尝试了金刚石的拼接生长,生长出质量近似单晶的大面积金刚石,然而其表面仍存在着肉眼可见的拼接缝。1995年,JANSSEN等人[17]发现使用结晶特征几乎完全相同的(100)面籽晶进行马赛克拼接生长更容易消除拼接缝而获得单晶金刚石外延层,从而掀起了马赛克法生产大尺寸金刚石的研究热潮。1997年,FINDELING等人详细讨论了2~7块籽晶拼接时金刚石外延层的生长模式,发现籽晶顶面与(100)面存在2°~5°的离轴角时有利于台阶流的生长。研究结果表明,拼接缝形貌及结晶质量取决于籽晶的结晶学取向、高度差和顶面离轴角的偏移方向(阶梯流的方向)等因素[18-19]。1997年,德国弗莱堡大学SAMLENSKI等人提出“克隆”拼接生长方案,即利用切割或者离子注入技术从同一颗金刚石单晶上获得结晶学性能几乎一致的籽晶进行拼接生长。2010年,日本AIST的YAMADA研究团队使用“克隆”拼接生长技术获得了无明显拼接缝的英寸级大面积金刚石衬底。2014年,该团队将拼接金刚石的面积扩大到2英寸(40 mm×60 mm),这是目前通过拼接生长获得的最大面积的金刚石[20]。国内高校及科研院所在拼接生长领域发展相对较晚,2017年,哈尔滨工业大学研究团队率先报道了采用拼接法生长金刚石,并使用共聚焦拉曼光谱检测拼接缝处的应力与缺陷[21]。2020年,山东大学研究团队通过拼接生长制备出了11.75 mm×11.75 mm的单晶金刚石[22]。
虽然马赛克拼接生长技术在实现大尺寸金刚石单晶方面展现出极大的潜力,但拉曼光谱测试结果表明,拼接缝处生长出的单晶金刚石中存在大量的缺陷和应力[23],应力区可延伸至距离拼接缝大约150μm的地方[24],拼接缝区域的拉曼面扫测试结果如图5所示。YAMADA等人发现1~2英寸的金刚石单晶容易在拼接缝处开裂,需要改变“克隆”籽晶的结晶取向进行调节。ANATOLY等人[25]发现籽晶的晶体取向会延续给拼接生长的单晶金刚石,籽晶取向偏差越大拼接缝区域产生的应力越大。POSTHILL团队[26]通过含氧等离子体对拼接生长的单晶金刚石进行刻蚀,发现拼接缝区域存在比籽晶表面密度更高的刻蚀坑。2019年,日本AIST OHMAGARI团队[23]利用透射电子显微镜确认了拼接生长的单晶金刚石拼接缝处位错密度更高,但位错随着外延厚度的增加逐渐减少。该团队进一步基于拼接生长的金刚石制备了肖特基二极管,马赛克拼接金刚石及器件制备如图6所示,团队发现拼接缝处的缺陷会在一定程度上增大器件的反向泄漏电流,然而,器件的击穿电压即使在拼接缝处也高于3 MV/cm,说明其仍具有良好的产业应用前景。另一方面,籽晶“克隆”需要注入高能离子辅助籽晶的剥离,容易引入新的缺陷,导致籽晶晶体质量劣化且工艺复杂,不利于产业化应用[27]。

图5 拼接缝区域的拉曼面扫测试结果[24]

图6 马赛克拼接金刚石及器件制备
2022年,TANAKA等人发现,使用热丝CVD(HFCVD)拼接生长的金刚石拼接缝处的应力要明显小于使用MPCVD法生长的金刚石,且偏转角更小。这是由于钨灯丝在高温时产生的钨在位错周围富集,从而缓解了位错周围的拉伸应变。该研究有效降低了接缝处的应力,为接下来生产大尺寸、高质量的马赛克拼接金刚石奠定了基础[28]。吉林大学的研究团队对镜面抛光的籽晶进行短时间预生长,以显露其表面的台阶流,进而探究了台阶流对马赛克拼接生长单晶金刚石的影响,发现具有一致台阶流的籽晶最容易实现拼接缝的平滑连接,且能够获得良好的结晶质量,籽晶台阶流取向对拼接缝界面形貌的影响如图7所示。该方案表明,通过对拼接金刚石籽晶的台阶流进行选择可以避免复杂的克隆工艺,降低成本。
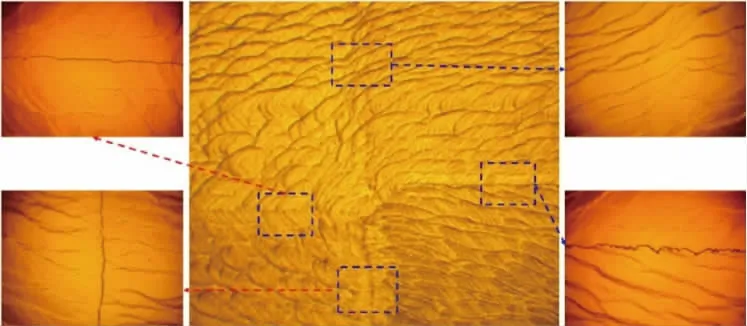
图7 籽晶台阶流取向对拼接缝界面形貌的影响
2.3 异质衬底外延实现英寸级金刚石衬底的研究进展及挑战
生长英寸级金刚石另一种潜在的方法是选择合适的异质材料作为衬底进行外延生长。从理论上讲,只要能提供相应尺寸的衬底材料,就可以生产出满足产业应用的大尺寸单晶金刚石。然而,衬底的晶体结构、晶格常数、热膨胀系数及其在等离子体环境下的稳定性会极大地影响金刚石薄膜的成核密度、生长取向及结晶质量。迄今为止,业界已经在多种衬底材料上尝试了金刚石的异质外延生长,如Si、SiC、TiC、Co、Pt、Ir、立方氮化硼(c-BN)、Al2O3、Ni和Re等,金刚石外延生长衬底的相关特性如表1所示。目前的研究结果表明,在Ir衬底上获得的外延薄膜较其他衬底具有更好的结晶质量,因此,Ir衬底被认为是金刚石异质外延的最佳材料。通常,成核密度是实现单晶金刚石异质外延生长的一个重要因素。通过引入偏压增强成核(BEN)的方法成功制备了高品质和高取向的金刚石薄膜。TSUBOTA与GOLDING等人研究了BEN方案中Ir表面的变化过程:粗糙度增加,出现纳米碳膜以及产生在SEM下可视的晶核,而且晶核数量会随BEN条件的变化而变化[29-30]。最近,KASU等人研究了蓝宝石衬底上(001)取向Ir表面的初始成核生长机制,实验发现原子级光滑的Ir表面在BEN处理后出现了高度为几十纳米的脊状结构,且在脊状结构内成核的金刚石表面可以观察到Ir的存在。因此,他们认为BEN处理时生长气氛中的含碳基团溶解于Ir,进而Ir作为催化剂促进了金刚石晶核的产生及生长。该研究解释了Ir表面可以获得结晶质量更好的异质外延金刚石单晶的内在机理,为获得产业化的高质量、大尺寸单晶金刚石奠定了良好的基础[31]。
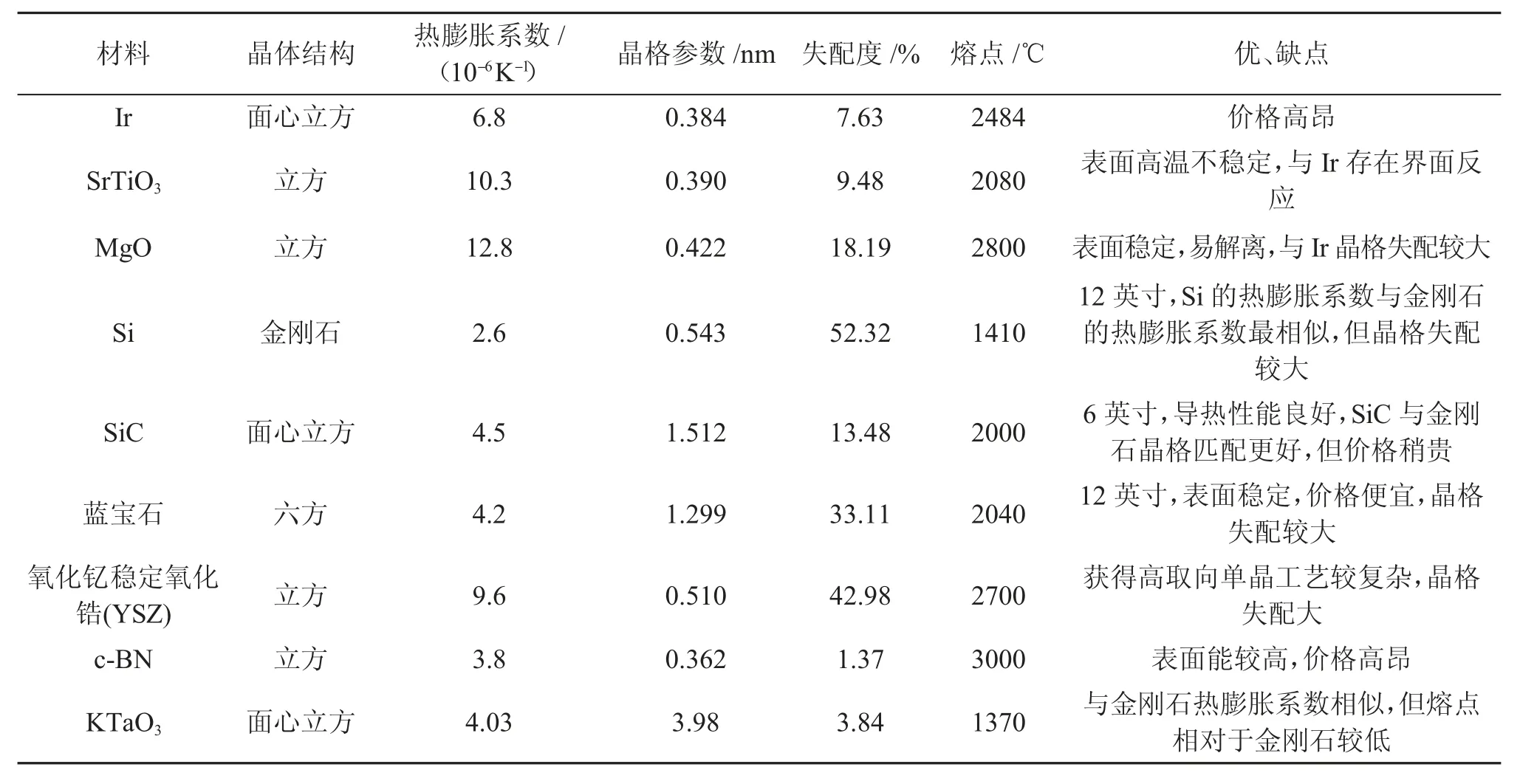
表1 金刚石外延生长衬底的相关特性
然而,单晶Ir衬底价格昂贵,难以大批量获得,因此,业界选择在其他衬底材料上镀一层高取向Ir薄膜形成复合衬底,用于金刚石的异质成核与生长。在过去的20年中,高取向的Ir薄膜被作为沉积单晶金刚石的缓冲层沉积在SrTiO3、氧化钇稳定氧化锆(YSZ)、蓝宝石和MgO等材料上。基于Ir缓冲层的特性可以发现,在异质外延衬底中SrTiO3的晶格失配低至1.7%。1985年,日本青山学院大学SAWABE等人和STRITZKER等人[32-34]在(100)MgO/SiTiO3表面沉积Ir薄膜进而异质外延,生长出(100)取向单晶金刚石。然而,SrTiO3材料表面不稳定且热膨胀系数较大(10.4×10-6/K),导致薄膜中存在较大的热应力。综合尺寸、成本、稳定性及热膨胀系数等因素,硅和蓝宝石逐渐成为目前最常用的2种衬底材料。2017年,德国奥格斯堡大学SCHRECK团队[34]成功地在Ir/YSZ/Si上生长出直径为92 mm的异质外延单晶金刚石,X射线摇摆曲线(XRC)在(004)和(113)的FWHM分别为230″和432″,这是迄今为止面积最大的单晶金刚石,该异质外延金刚石及其外延流程如图8所示。该研究成果极大地推动了金刚石外延生长的研究进程,让人们看到金刚石半导体产业化的希望。然而,由于硅与Ir存在界面反应且与金刚石之间存在较大的晶格失配,通常需要采用复杂的工艺来制备缓冲过渡层。另一方面,早在2003年,SAW等人[35]开始探究(0001)面蓝宝石表面金刚石的外延生长,发现在蓝宝石衬底表面不需要制备缓冲层即可获得高取向的Ir薄膜,这项研究推动了金刚石异质外延的发展。经过多年的研究,人们发现(0001)面蓝宝石表面倾向于获得(111)取向的Ir薄膜及(111)取向的金刚石,而(110)面蓝宝石表面倾向于获得(001)取向的Ir薄膜及(001)取向的金刚石[36]。为了获得台阶流表面,通常需要在管式炉中利用空气气氛退火(110)面蓝宝石衬底,在1450℃退火15 h可获得具有单个或多个原子台阶的阶梯表面。此外,蓝宝石衬底上Ir的结晶取向与溅射时衬底温度直接相关。X射线衍射(XRD)分析结果表明,在600℃时溅射获得的Ir薄膜完全是(111)取向,而在700℃和750℃时(100)取向逐渐占主导地位,800℃或以上时几乎完全是(100)取向。实验同时发现溅射功率较低时,Ir薄膜表面存在大量山丘状缺陷及孔洞。溅射功率增加至100 W时,薄膜完全覆盖,且结晶性能变好。这是由于较高的溅射速率可以使更多的Ir原子到达衬底表面并填充岛之间的孔洞,形成连续薄膜。低功率更多呈现(111)取向,而高功率逐渐呈现(001)取向[37]。2020年,KIM等人[38]报告了在(001)Ir/(110)面蓝宝石衬底上成功制备出1英寸高品质自支撑异质外延(001)金刚石。2021年,KIM等人[39]利用不同取向角的蓝宝石衬底形成台阶流生长,降低外延材料中的应力,获得了直径为2英寸的高质量自支撑(001)金刚石层。由于应力的释放,在降温过程中自然剥落的金刚石层厚度为800~1000μm,晶体中位错密度在107cm-2量级。

图8 直径为92 mm的硅衬底异质外延金刚石及其外延流程[40]
近年来,KIM等人[38]报道了在通过异质外延生长获得的金刚石晶圆上制备的场效应晶体管,其具有19.74 mΩ·cm2的比导通电阻,2608 V的高击穿电压及344.7 MW·cm-2的Baliga品质因数,这是迄今为止报道的最高值。KWAK团队[41]在蓝宝石衬底异质外延获得的金刚石上制备了肖特基势垒二极管,理想因子为1.4,最大击穿电场为1.1 MV/cm。然而,由于异质外延材料中存在较高密度的45°混合型位错,会引起较大的泄漏电流或提前击穿现象。此外,在金刚石基电子器件应用领域,(111)取向的金刚石相较于其他晶面显示出明显优势。由于具有更高的氢终止密度,(111)面金刚石是制备大电流和高频工作器件的理想材料。异质外延生长(111)面金刚石近年来也逐渐受到学界的重视,但是其仍然处于发展初期[42]。
3 结束语
随着功率半导体的迅猛发展,金刚石基功率器件的产业化需求变得越来越迫切。近年来,适用于功率器件应用的大尺寸单晶金刚石的外延生长取得了长足的进步。然而,目前的材料表征及器件测试结果表明,大尺寸单晶金刚石的外延生长还存在诸多关键挑战。
首先,从实现大尺寸单晶衬底生长来看,异质外延和拼接生长方案更容易实现,但结晶质量不如单颗金刚石同质外延生长。同质外延金刚石中的位错密度为103~106cm-2,而异质外延生长获得的金刚石薄膜位错密度为106~108cm-2。利用拼接生长获得的样品则在拼接缝边缘存在高密度缺陷及应力分布。因此,如何进一步降低金刚石的位错密度是大尺寸单晶衬底生长面临的主要挑战之一。目前业界认为有2种方法最为有效,一种为图形化衬底横向外延生长(ELO),另一种方法为位错湮灭技术。ELO利用金刚石材料的横向外延生长聚合从而终止图形化掩模下方位错的传播。位错湮灭技术可以通过添加氮气促进离轴生长,从而增加位错相互作用的概率。还可以引入含有钨金属杂质的金刚石缓冲层,通过金属与位错的相互作用改变其传播方向。
其次,在电子器件领域的应用需要金刚石材料具有高纯度及低缺陷密度。而在金刚石外延生长过程中气体源的纯度、腔体的真空性能及石英窗口等均会引入一定量的氮、硅等杂质元素。这些杂质元素会显著影响材料的光学、热学及电学特性。如何抑制杂质的掺入是单晶金刚石外延生长面临的另一个关键问题。目前业界认为通过添加一定量的氧气可以有效降低金刚石材料中氮和硅的浓度,然而其机理尚未明确,有待进一步深入研究。
