铝合金轮毂螺栓孔成形阶梯钻设计及切削试验
2023-02-04王斌黄海马哲斌
王斌,黄海,马哲斌
上海工具厂有限公司 上海 200093
1 序言
近年来,汽车行业的发展越来越迅猛,作为汽车部件之一的轮毂,其形式也日新月异。一般轮毂材料选用黑色金属,随着技术的进步,铝合金以其较高的比强度和比刚度成为汽车轻量化的首选材料。目前铝合金轮毂铸造工艺之一为低压铸造,需遵循顺序凝固原则,即重要部位先凝固,冒口部位后凝固,保证重要部位不产生缺陷,性能能够满足要求。此工艺使其重要部分的内部组织较为致密,机械性能较好。本文所述螺栓孔处在轮毂的重要部位,其金属切削加工难度高于其他部分。
轮毂螺栓孔的形式分为锥形和碗形。在车辆行驶过程中,轮毂承受着汽车的重力及行驶过程中的滚动阻力,相应的车轮螺栓及车轮螺母也承受这些力。这些力构成了螺栓及螺母的交变循环应力。精确的螺栓孔尺寸能够使轮毂与轮毂螺母成为线接触,提高其与轮毂螺母对摩擦力的承受能力,从而保证车辆行驶中的安全[1]。本文涉及的螺栓孔形式为锥形,其剖面如图1所示。
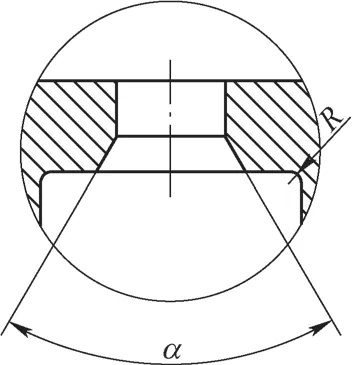
图1 锥形螺栓孔剖面
2 成形阶梯钻设计
2.1 刀具的形式
根据铝合金的材料加工特性,加工轮毂螺栓孔刀具的切削刃材料将选用硬质合金。此次轮毂螺栓孔为锥形孔,刀具最大有效外径Dmax=36mm,最小有效外径Dmin=15mm,刀具规格为D15mm×D31.5mm×165mm×D36mm。考虑加工成本等因素,刀具采用焊接形式,刀具柄部材料选用40Cr。焊接形式的刀具能满足铝合金轮毂螺栓孔的刀具性能要求及加工成本要求。本文中设计的铝合金轮毂螺栓孔成形阶梯钻具体结构如图2所示。

图2 刀具结构
2.2 刀具切削刃材料的选择
由图2可知,此类成形刀具在加工过程中,因各切削刃切削能力及所受力方向不一致,加工时刀具易产生振动,加工表面产生振纹,甚至使刀具崩刃。故本次设计的刀具,其刃部采用细晶粒硬质合金,与传统硬质合金相比,可以将刃尖厚度缩小46%,刃口锋利度大幅提高[2]。对WC粒度分布进行特殊控制。相比传统材料,既可维持硬度,又能保证韧性,在耐蚀性和抗崩性方面有所提高。切削刃材料成分及物理性能见表1。

表1 切削刃材料成分及物理性能
2.3 刀具的芯部形式
铝合金材料加工时的排屑是否顺畅决定了刀具的使用寿命。当排屑受阻时,切削刃处的加工温度升高,铝合金与刀具切削刃粘连,导致加工表面粗糙度差、刀具磨损加剧。芯厚是钻头刚性的决定性因素,芯厚越大,刀具加工时越稳定。刀具排屑空间与其刚性互相制约。
从铝合金轮毂螺栓孔成形阶梯钻结构可知,刀具各外径落差较大,采用芯厚增量来兼顾刀具的刚性及排屑性能。图3为刀具距端刃5mm处的芯部截面。

图3 刀具距端刃5mm处的芯部截面
距端刃5mm处芯部厚度计算公式为

2.4 刀具分屑槽的设计
刀具端刃处增加分屑槽的设计能够顺畅排出切屑,使原本宽厚的切屑因切削刃的断开而变窄,从而更容易从槽内排出。分屑槽的设计深度与进给量有关,单转进给量加大,分屑槽相应加深。分屑槽对应钻尖错齿分布。分屑槽d深=0.6mm、d宽=0.5mm、距钻尖距离d左=5.5mm、d右=4.4mm。刀具端刃处带分屑槽设计如图4所示。

图4 刀具端刃处带分屑槽设计
2.5 刀具内冷却通道
钻头加工时,切削热集中在刃口前刀面与切屑的接触部分,温度可高于900℃[3]。内部冷却工艺的设计能够更好地让切削液直接到达其温度最高的接触部分,有效防止切屑与刀具刃口粘连。铝合金轮毂螺栓孔成形阶梯钻内冷出水口,设计在阶梯180°第二后刀面处。这个位置因需保证其加工表面粗糙度,无法开分屑槽,导致切屑形状较宽大。180°处切削刃为成形阶梯结构,其切削能力相对于钻尖处较弱,切削液的压力能够更好地帮助其断屑及排屑。刀具内冷却粗加工图样如图5所示。

图5 刀具内冷却粗加工图样
3 切削性能
本次试验铝合金轮毂螺栓孔成形阶梯钻规格为D15mm×D31.5mm×165mm×D36mm。通过对被加工零件表面粗糙度及刀具寿命等因素进行分析研究,来验证铝合金轮毂螺栓孔成形阶梯钻设计的可靠性。
3.1 被加工材料
此次切削试验中,被加工材料为A356[4]。A356铝合金制造的车轮,原本热处理后轮辐抗拉强度≤270MPa、伸长率≤5%,但随着对轮毂品质、性能需求的不断提升,对 A356铝合金强度与伸长率的要求也越来越高。相对于其他铝合金来说,在加工时更容易产生缠屑的情况。
铝合金轮毂螺栓孔成形阶梯钻的钻削力主要取决于被加工材料,每刃进给量的材料单位切削力[5]公式为

其中,kr=90°,kc0.4为进给量fz=0.4mm/z时加工铝合金的单位钻削值。在保证排屑良好的情况下,试验选取fz=0.07mm/z,kc0.07=820~1300N/mm2。
3.2 试验工况
铝合金轮毂螺栓孔成形阶梯钻试验机床为宝鸡立式加工中心,夹具为BT40强力刀柄,采用内冷方式。切削参数为转速n=2200r/min,进给速度300mm/min。
3.3 失效形式
根据用户对被加工件的要求,此次设计的铝合金轮毂螺栓孔成形阶梯钻的失效形式主要表现为轮毂螺栓孔加工表面缺陷,具体如下。
1)刀具切削刃处产生积屑瘤或者崩刃导致加工表面出现划痕,如图6a所示。若情况轻微,可进行刀具修磨处理。
2)加工表面出现振纹,这是铝合金轮毂螺栓孔成形阶梯钻主要失效形式之一,如图6b所示。刀具产生轴向窜动导致切削刃处磨损,使刀具切削能力减弱,切削力变大。
3)加工表面出现白点,俗称 “白花”,如图6c所示。由于微小切屑未能及时排出,堆积在刀具切削刃上,加工时产生挤压变形。情况轻微时可以微调加工参数,避免刀具积屑现象。
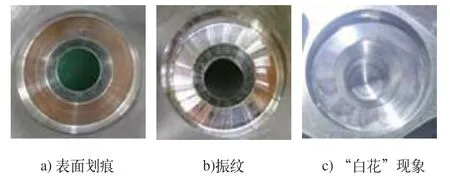
图6 刀具失效导致的轮毂螺栓孔加工表面问题
刀具在切削加工时,出现上述三种情况,则此刀具应停止使用,判断刀具为失效。
3.4 试验结果
被加工零件经检测满足以下要求。
1)经三坐标测量仪检测,试验刀具所加工轮毂螺栓孔尺寸符合所要求的轮廓精度。
2)所加工的轮廓表面粗糙度值Ra在1.25μm以下,基本看不清加工痕迹。
3)最终试验刀具加工寿命达到6500个零件,达到预期要求。轮毂螺栓孔表面如图7所示。

图7 轮毂螺栓孔表面
4 结束语
通过切削试验结果可知,刀具选用细颗粒硬质合金材料,保证其刃口锋利程度;增加阶梯处内冷及断屑槽设计,提高排屑能力,避免刀具缠屑;增加刀具刚性设计,减少刀具加工时窜动,可提高加工表面质量。本文设计的铝合金轮毂螺栓孔成形钻,能够保证螺栓孔的加工精度、加工效率及加工寿命,满足切削要求,是适用于铝合金轮毂螺栓孔加工的理想刀具。