密珠衬套在滚剃夹具中的应用
2023-02-04王斌
王斌
陕西法士特齿轮有限责任公司 陕西宝鸡 722409
1 序言
中小客车变速器和轻卡变速器的超速挡齿轮,因内孔较小,无法设计胀套式滚齿夹具,目前普遍采用心轴式滚齿夹具(见图1),该结构夹具因装卸工件需要,工件内孔与心轴须设计一定配合间隙,该间隙的存在,造成加工与齿部精度检测时不同心,进而对工件的齿距累积偏差评价产生明显影响[1]。

图1 心轴式滚齿夹具
以心轴式滚齿夹具为例,通过分析装夹偏心对齿距累积精度的影响值,说明减小该配合间隙对提升齿距累积误差的效果,并提供一种配合间隙较小且经济可行的夹具方案。
2 加工现状及问题分析
加工现状:以某一产品为例,工件内孔φ39.775/39.755m m,其滚齿夹具心轴尺寸φ39.747/39.742mm,配合间隙为+0.008~+0.033mm。
使用心轴式滚齿夹具,径向圆跳动值调整至0.005mm以内,连续滚齿加工30件,检测并统计滚齿测量结果见表1。

表1 使用心轴式滚齿夹具测量结果
问题分析:本次30件试验件,内孔为连续加工,一致性较好,内孔尺寸φ39.77mm,滚齿夹具心轴尺寸φ39.742mm。
滚齿机为新设备,滚齿夹具心轴径向圆跳动0.005mm以内,可认为滚齿夹具回转中心线与工作台中心线重合。
测量设备为格里森齿轮测量中心,检验心轴为格里森阶梯心轴,此工件滚齿序齿距累积要求7级精度,试验结果有1/3超出要求。
对装夹误差进行分析:如图2所示,建立工件安装偏心几何模型,O为被加工齿轮的几何中心,O1为齿轮磨床主轴回转中心,将安装偏心OO1用矢量e表示,将安装偏心e沿OD和O1D(与OB垂直)方向分解。
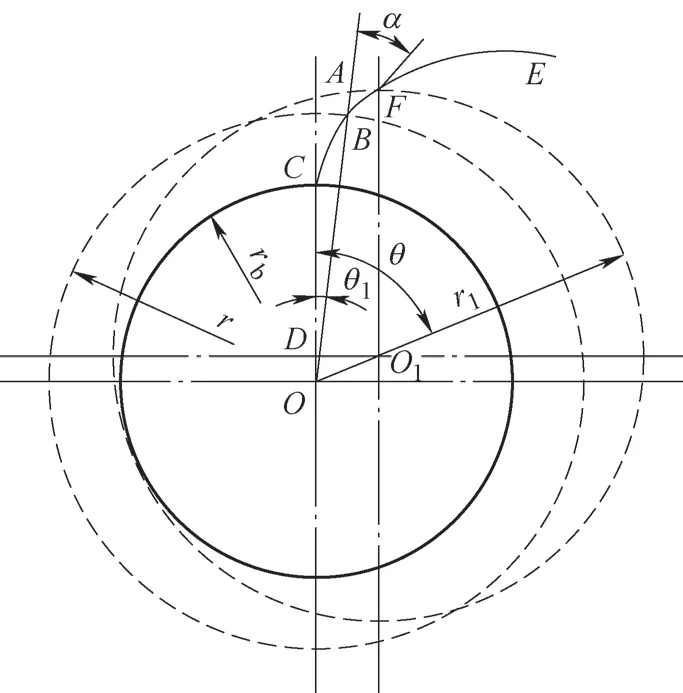
图2 工件安装偏心几何模型
由几何关系得,OD与AB相等。由于AB的长度为微米级的,所以近似认为BF与渐开线CBFE相切于B点,则直线AB与BF的夹角为α,AF垂直于OA。
将渐开线CBFE定义为1号齿的左齿面,则齿轮安装偏心对其齿距累积偏差的影响值为:eFpk=e·[sin(θ-θ1+360j/z)+cos(θ-θ1+360j/z)·tanα]-e·[sin(θ-θ1)+cos(θ-θ1)·tanα],其中eFpk为齿轮安装偏心对其齿距累积偏差的影响值;θ1=tanα-α;α为分度压力角;z为被测齿轮的齿数;j=0,1,2…,z-1;k=1,2,…,z-1[2]。
该产品齿部参数为:mn=2.67,a=21°,z=20,β=27.8°,其安装偏心与齿距累积偏差的数值关系[2]如图3所示,当安装偏心最大为0.028mm时,齿距累积偏差约0.044mm,其滚齿、剃齿齿部精度报告如图4、图5所示。

图3 安装偏心与齿距累积偏差关系
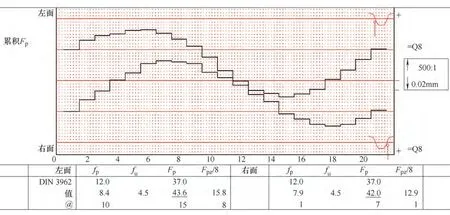
图4 滚齿序齿距累积精度

图5 剃齿序齿距累积精度
因而,针对此类产品的滚剃加工,需尽可能减小配合间隙,便于装卸工件,同时使用具有结构简单、精度较高、寿命长和经济性较好的滚剃工艺装备。
3 改进措施
有一种在精密仪器上用于定心的结构:密珠衬套(见图6),该衬套在精密检测设备、精密加工设备上应用较多,具有制造及回转精度较高、摩擦力矩小、承载能力强、使用寿命长、应用范围广和性价比较高等优点[3]。

图6 标准轮磨床上的密珠衬套
其使用原理如图7所示,类似于轴承的结构原理,被加工工件等同于轴承外圈,夹具心轴等同于轴承内圈,钢珠和钢珠保持架等同于钢珠和轴承保持架。
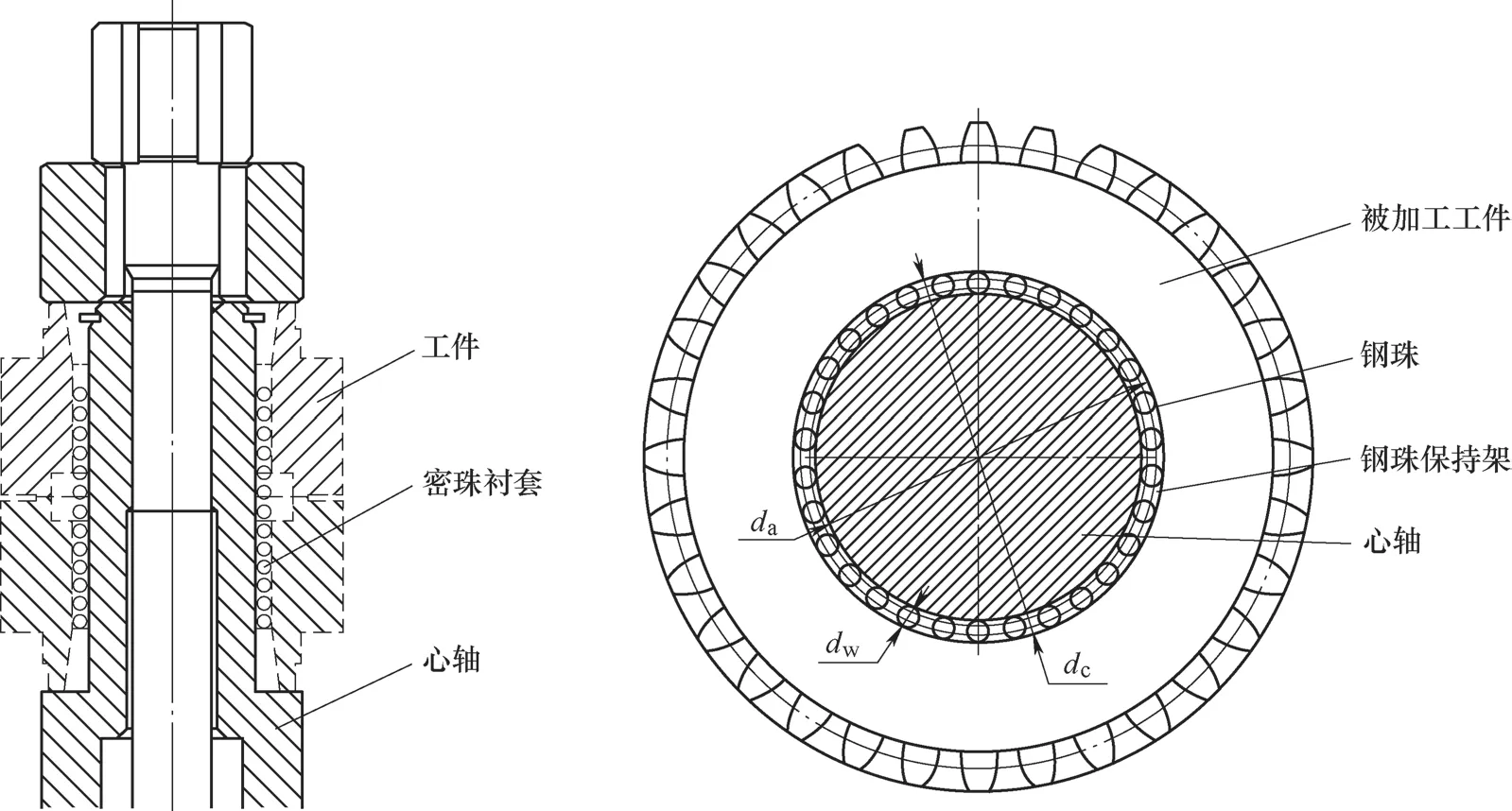
图7 密珠衬套使用原理
此类衬套所用钢珠通常为滚动轴承用钢珠,由专业滚动轴承钢珠厂家按GB/T 308.1—2013《滚动轴承球第一部分:钢球》标准生产,材料为轴承钢,硬度63HRC以上,衬套所用钢珠的精度通常为GB/T 308.1 G10等级,球直径的最大变动量0.25μm,以轴承钢珠目前技术水平,该等级的钢珠直径公差可控制在1μm以内,故可以忽略钢珠直径公差。
与轴承不同之处为轴承钢珠在固定轨道中转动,密珠衬套钢珠放置在衬套的固定位置,随衬套整体移动。
此类密珠衬套在很多购物商城上,也叫钢珠衬套、钢珠套,其保持架材质有铜套、铝套、塑胶套,尺寸选择时,密珠衬套外径计算公式:外径=内径+(2×钢球直径),有标准尺寸,也可非标定制。
设计时,密珠衬套应在夹具上有一定的轴向移动量,配合反向轴用弹性挡圈和反向孔用弹性挡圈,可精简轴向尺寸,且便于装卸工件。装入时,将衬套靠近外端,工件放入后,工件随衬套内移,整体滑入;卸下工件时,工件带动衬套外移,衬套移动,带动钢珠向外滚动,装卸过程中,均有钢珠的滚动,在给定合适的过盈量配合时,装卸较为省力,且定心好。
密珠衬套夹具设计时,在直径方向存在过盈量,过盈量过大时,心轴和工件表面会留有钢珠的运动痕迹。影响定心精度和装卸顺畅性[4]。
我国推荐采用的过盈量为2~4μm,德国丰谱公司推荐的过盈量为7~12μm,其对应的钢珠承载力见表2。

表2 过盈量为7~12μm所对应的钢珠承载力
另外,钢珠个数不宜过多,否则滚动摩擦阻力随之增大,影响装卸顺畅性。
设计时,钢珠直径和钢珠数量可参考密珠衬套厂家的推荐值,因工件结构和加工环境不同,密珠夹具制造完成后,应进行一次试装卸验证,确定适合该工件的配合关系,避免因配合关系不当造成装卸时划伤工件内孔,影响后序加工及检测。
现针对本文的试验产品设计密珠衬套滚齿、剃齿夹具(见图8、图9),该工件内孔φ39.775/39.755m m,根据厂家推荐,钢珠直径选3 mm,设计该滚齿、剃齿夹具心轴外径33.77/33.773mm,夹具到货后,加工4种内孔尺寸工件,进行过盈配合试验(结果见图10、表3)。

表3 密珠衬套滚齿夹具与工件配合间隙工艺试验数据

图8 密珠衬套滚齿夹具

图9 密珠衬套剃齿夹具
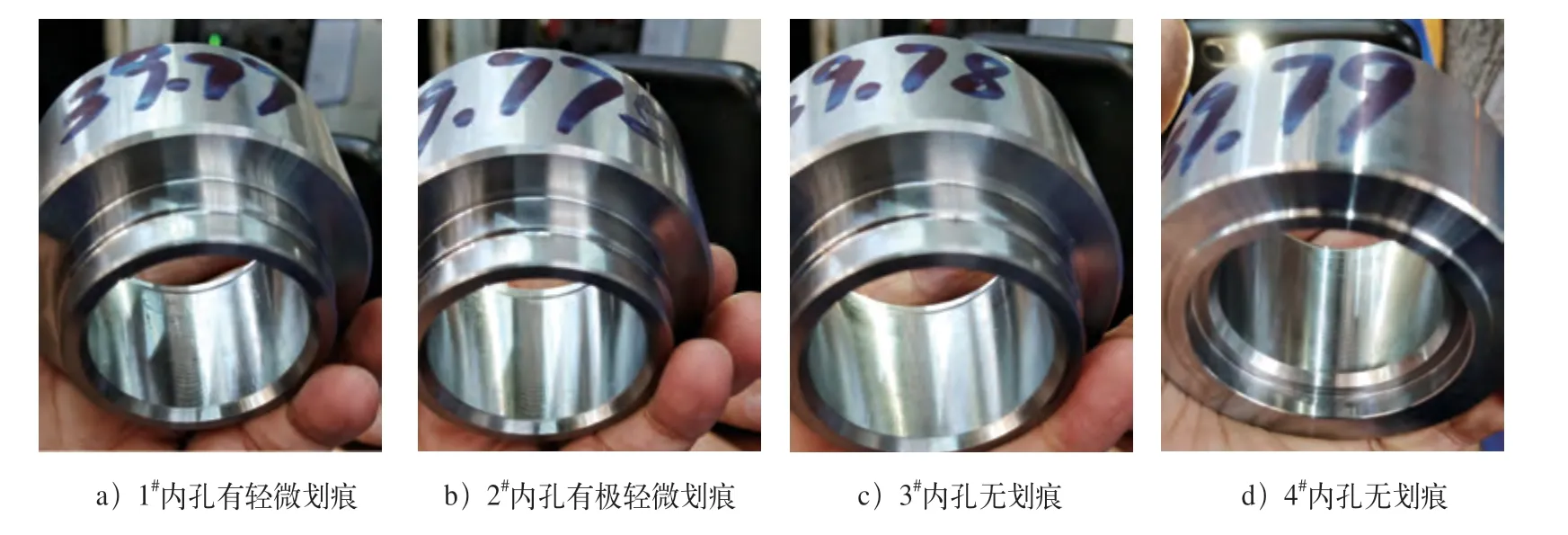
图10 配合间隙试验
确定工件内孔尺寸为φ39.79/39.77mm,连续加工30件试验件,应用密珠衬套滚齿夹具、密珠衬套剃齿夹具。
4 使用效果
与文中开头的试验同等条件下,密珠衬套夹具连续加工30件,滚齿剃齿测量统计结果见表4。
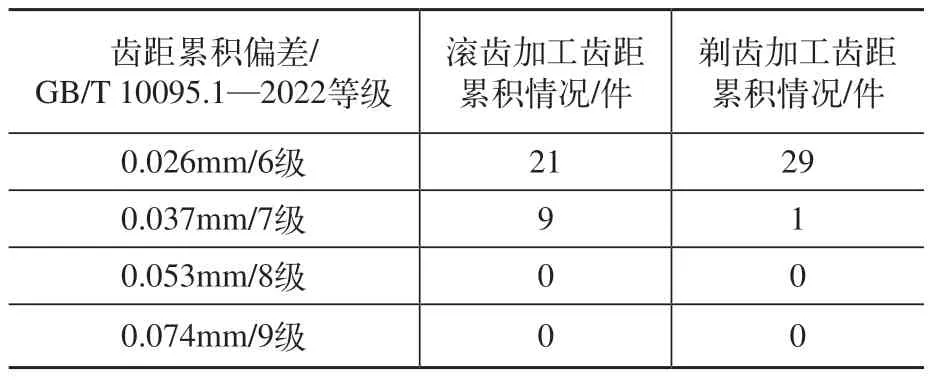
表4 应用密珠衬套夹具齿部累积统计
5 结束语
1)工件与密珠衬套滚齿夹具合适的过盈量关系:工件内孔尺寸为φ39.79/39.77mm,密珠衬套夹具(φ33.77/33.773mm+φ6mm)(φ6mm为两个滚珠的直径),过盈量-0.003~+0.02mm,为过渡配合。
2)在过渡配合情况下,密珠衬套夹具装卸方便,该配合对心轴式夹具,很难装卸。
3)密珠夹具到货后,应进行一次试装卸验证,确定适合该工件的配合关系。
4)相对心轴式夹具,密珠衬套夹具使用中不容易夹切屑,对内孔清洁度不敏感。