钛合金异形曲轴零件的A轴回转加工定位技术
2023-02-04金鑫陈峻
金鑫,陈峻
航宇救生装备有限公司 湖北襄阳 441003
1 序言
程序轴是某型弹射救生座椅起动机构的重要件,由于数控加工难度大,因此进一步完善工艺方法对技术性能达标起重要作用。
2 程序轴工艺特点
程序轴的主要功能是依产品秩序起动各个机构动作,产生应有的救生防护功能,其工艺特点如下。
1)程序轴的材料为TC11模锻件,热处理后屈服强度(1150±100)MPa,其高黏度和高韧性的特性不适合高速切削。
2)程序轴为具有不规则回转结构的异形曲轴,表面余量较大,结构强度不高,不适合大深度切削。
3)工艺路线较长,共80道工序、89个设计尺寸,主要功能尺寸由数控车削、数控铣削保证。
4)3道数控铣削工序,加工内容为起动控制功能的空间高精度尺寸,共52个尺寸,如,以及同轴度φ0.2mm、对称度0.04mm等。
5)数控铣削工序分3个工步装夹加工完成。A轴工序装夹如图1所示。

图1 A轴工序装夹
6)数控铣削生产操作过程繁琐,加工中工件容易受力旋转,较难满足技术要求。
3 数控铣削加工难度分析
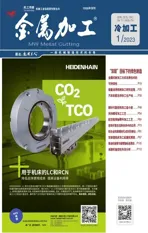
零件结构如图2所示。经分析,数控铣削的加工难度如下。
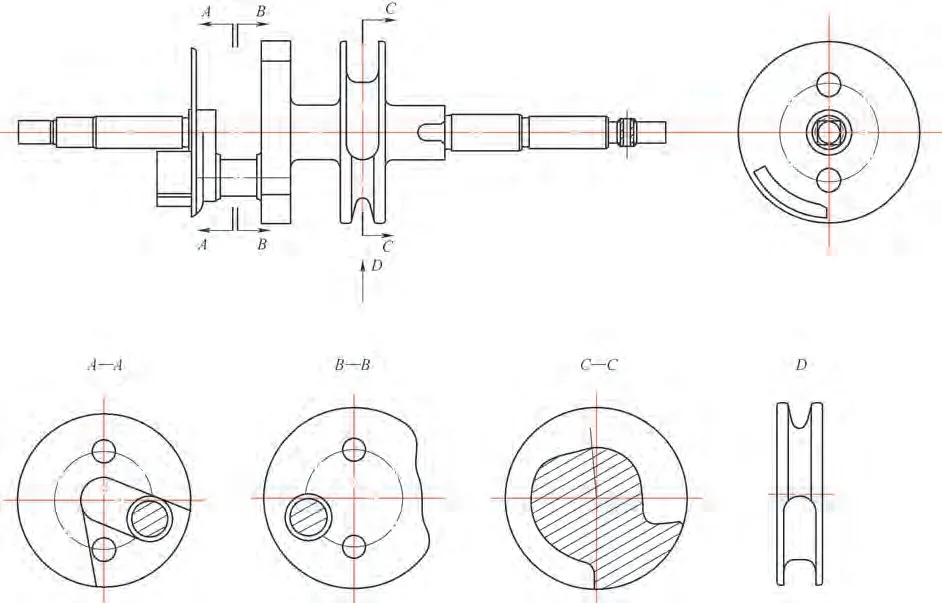
图2 零件结构
1)数控铣削内容分为30、40、45工序,零件的工艺精度要求高,曲轴结构的工艺强度不高,零件的装夹定位难度较大。
2)钛合金材料的切削性能较差,模锻件材质的黏度、韧性更高[1],要求切削力与夹持力具有较好的技术匹配性。
3)由于零件设计要求高,定位点选择与工艺过程精度必须具备完全相关性,因此完成难度大。
4 加工过程
零件加工过程如下。
(1)30工序 定位方法为以卡盘夹持,专用夹套全包围零件外圆。结构内容为加工2个方、62°±30′等形面。因刀具磨损较快,切削抗力大,必须每件找正中心,调整孔和方加工刀具的参数。30数控铣削工序如图3所示。
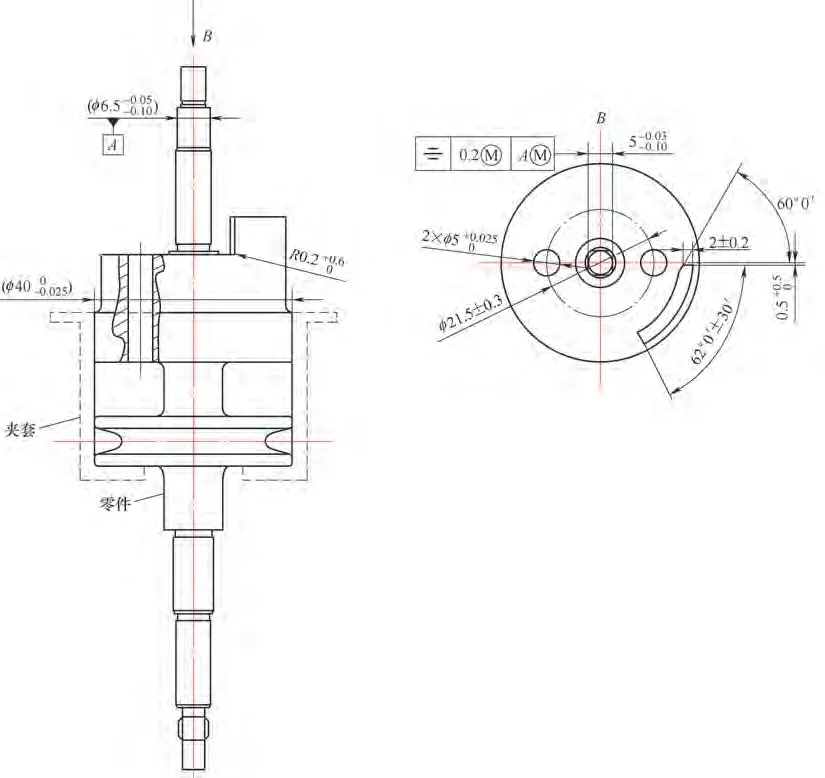
图3 30数控铣削工序
(2)40工序 定位方式以A轴卡盘夹持,开口套夹φ40mm外圆,加工槽。每件找正2个孔至A轴角度,以达到水平/垂直的空间关系,同时找正外圆作为对称度基准。
40数控铣削工序如图4所示。
图4 40数控铣削工序
(3)45工序 45数控铣削工序如图5所示。定位方式以A轴卡盘夹持,开口套转基准于外圆。加工两段外圆形面——波浪面和凸轮槽,保证各形面角度、尺寸精度;确定工艺基准的空间关系,每件找正2个孔。
曲轴结构的强度不高,必须人工操控尾座顶持力。施加A轴卡盘大夹持力,零件加工中仍受力旋转,造成波浪面和凸轮槽发生错位过切现象。在A轴工作台上必须用数字高度尺反复测量每一件零件的定位水平角度,切削过程中随时观察切削状态,处理异常情况。
加工秩序为从左至右依次粗加工D—D、E—E和F—F各形面→从左至右依次精加工D—D、E—E和F—F各形面(见图5a)。加工过程中切削E—E、F—F各形面时,零件有振颤现象,表面质量和工艺精度不理想。
5 刀具的选用
根据程序轴钛合金模锻材料的物理特性中“黏度高”的首要特点,运用高钴钢材料锋利度好、韧性高的性能,选择该材质刀具加工,初期2件表面粗糙度、尺寸精度总体效果尚可,但切削效率不高,加工5件后刃部磨损较快,表面质量、尺寸精度持续下降,不能可靠高效地满足工艺技术和计划节点要求。
于是选择采用WCo类合金材质、螺旋角38°及Al2O3/HfN物理涂层的刀具[2],切削状态大为改观,零件表面粗糙度、尺寸精度持续稳定在25件以上,切削效率提升50%以上,刀具耐磨性提升。
数控铣削工序工艺流程优化调整的可能性分析如下。
3)鉴于卡盘装置三点作用、接触面小且力量受限,夹套受力后变形严重,考虑设计一种新型夹具,统一定位夹持基准,增强夹持力度,增大夹持面积,质量、效率是可以提升的。
6 夹具创新
1)选定定位基准。依据“基准统一,精度一致,直接相关,就近夹持”的原则[3],兼顾工艺路线的要求,确定外圆和2个孔为加工定位基准(见图5b)。
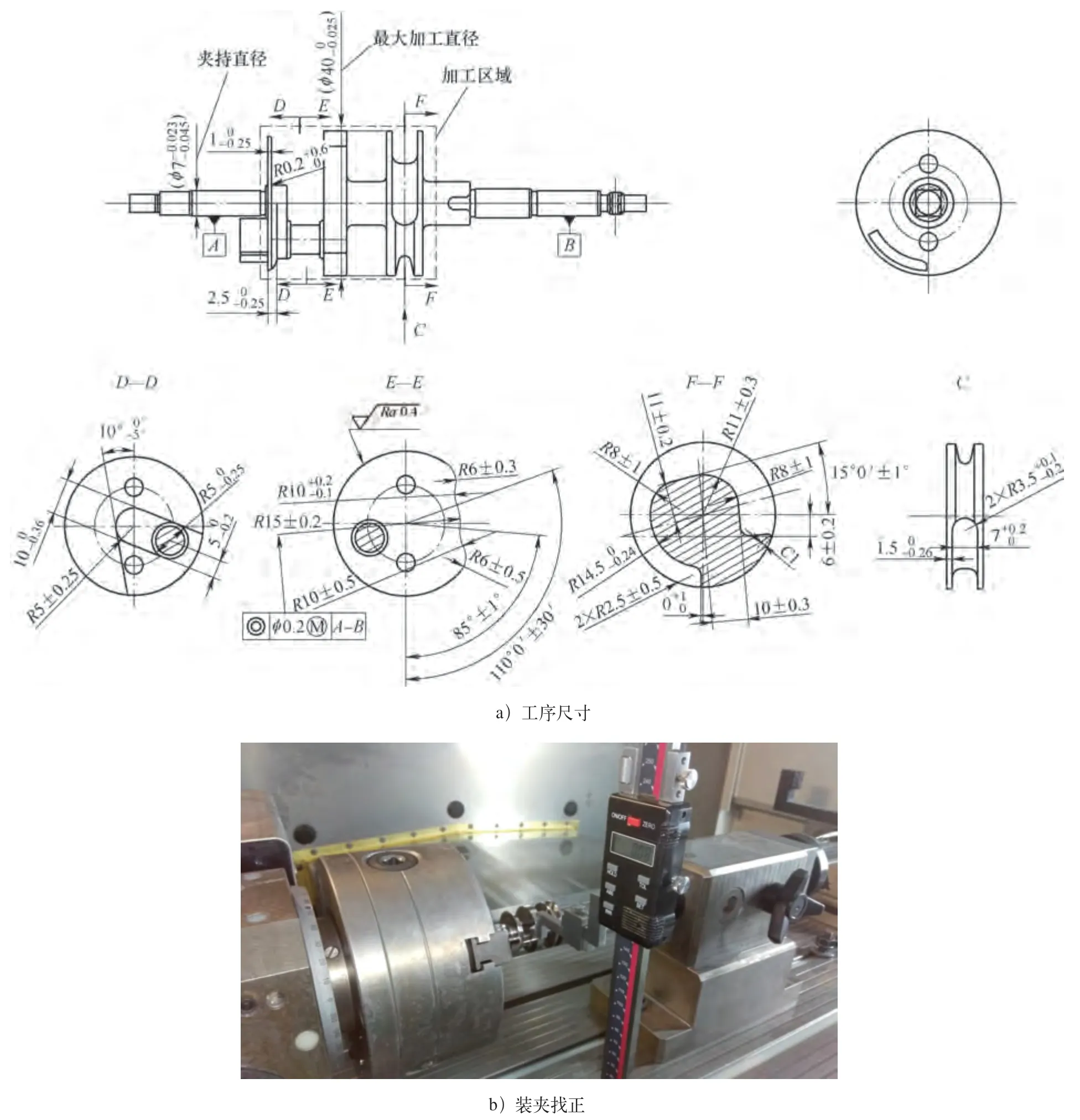
图5 45数控铣削工序
2)确认夹持方式。避免卡盘三点受力“面积小,夹套受力不均”的弊病,考虑采用卡簧(见图6)全包围结构,即增大真实接触面积,夹持力度提高了5倍以上。

图6 卡簧
3)新夹具方案必须解决的难题:①大批量生产中每件人工找正带来的误差。②零件回转定位的位置关系不稳定。③夹持力臂与切削力臂之比为1∶5.7,呈反比状态,夹持力的定位作用不够。
4)夹具方案必须满足的条件:①确定夹持组件间的相对位置关系。②稳定零件与夹具的力臂关系。③稳定提升夹持力作用。④减少人工操作,满足批量生产需要。
5)新夹具构思如图7所示。具体的解决方案为:①回转中心基准外圆,设计强力弹性卡簧(规格为φ7mm),夹持力均匀地完全包围外圆,提升夹持作用效果。②强力卡簧的定向槽与内锥孔侧壁的定向销高精度配合,卡簧与夹具主体位置关系确定。③卡簧前端面安装菱形定位销,确定与2个孔的定位关系,具有加工过程中提升定位转矩,抵抗切削力的作用。
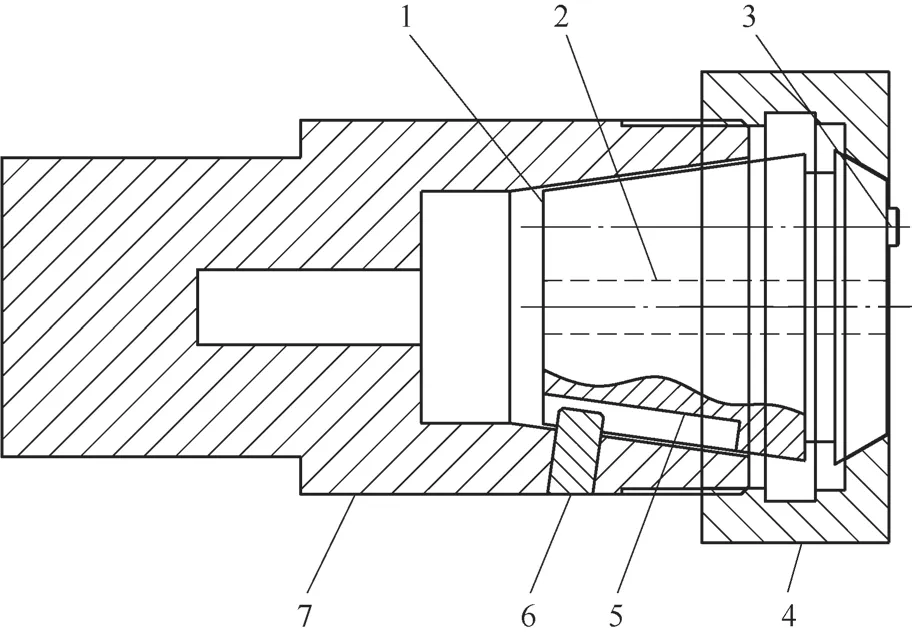
图7 新夹具构思
7 工艺创新
针对曲轴结构强度低的特点,工艺秩序采取如下措施:①从右至左依次加工F—F、E—E、D—D各形面(见图5a)。②F—F形面粗、精加工均完成后,加工E—E形面;同理,E—E形面粗、精加工均完成后,再加工D—D形面。③40工序并入45工序完成。
先完成F—F、E—E形面加工,最后完成D—D形面,有利于保持D—D曲轴部位强度,有效承载切削力,稳定工艺系统刚性,避免零件切削振颤。40工序内容在45工序完成,降低操作难度,提升生产效率。
8 方案实施
1)依据方案论证,设计新型夹具如图8所示,其中的定向卡簧主体如图9所示,卡簧定向槽与零件定位销如图10所示。

图8 新型夹具
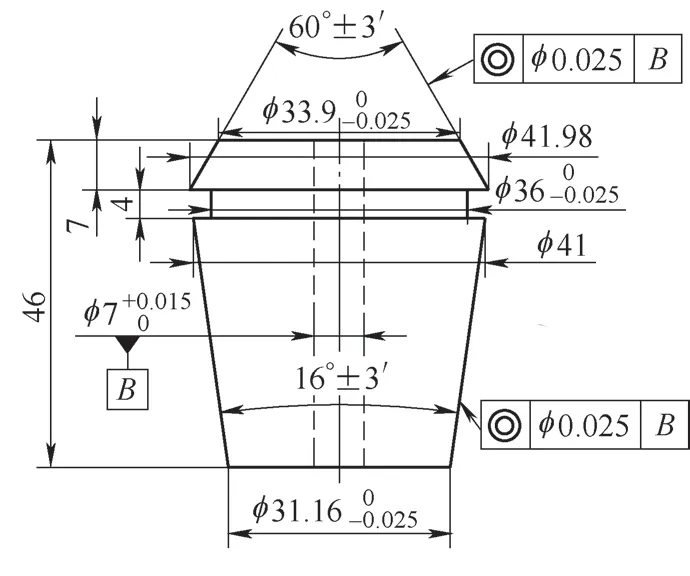
图9 定向卡簧主体
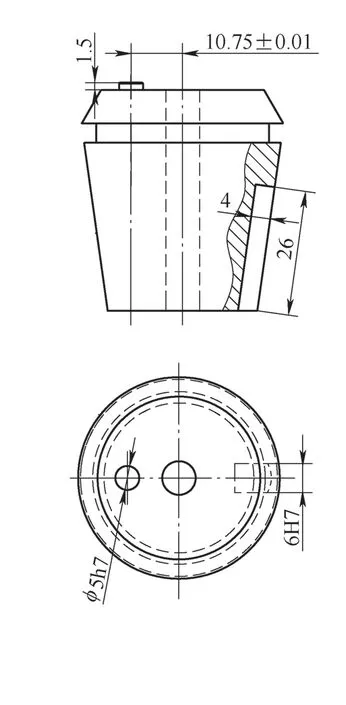
图10 卡簧定向槽与零件定位销
2)按照夹具设计方案,制作了装夹工装,经在机检测精度,符合设计功能和使用要求。新型夹具的安装如图11所示。
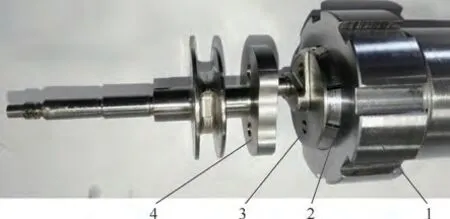
图11 新型夹具的安装
3)选择刚性较好的设备,采用卡簧定向夹具紧固可靠后进行零件加工,夹持跳动≤0.02mm,观察零件与夹具的组合体在切削中的状态,确认紧实稳定,经计量检测合格后,批量生产效果较好。批量生产的零件实物如图12所示。

图12 批量生产的零件实物
9 结束语
本文针对钛合金异形曲轴零件数控铣削中存在的夹持不稳、尺寸偏离及装夹繁琐等问题,进行原因分析和工艺改进。依据“基准统一,精度一致,直接相关,就近夹持”的原则,采用弹性强力卡簧和高精度定位销、定向槽,确定了夹持组件的位置关系,增大夹具接触面积,提升夹持力度。在“夹持力臂/切削力臂为1∶5.7”的情况下,解决了“曲轴结构强度不高,钛合金模锻材料的切削性能差、黏度高,切削力与夹持力的匹配性,以及定位点与工艺精度的相关性”等技术难题,取得了较好的社会效益和经济效益。
专家点评

该文中的钛合金异形曲轴,零件结构强度低,材料切削性能差。作者在工艺改进的基础上,通过夹具设计和工艺过程创新,解决了数控铣削加工中存在的夹持不稳、尺寸偏离及装夹找正困难等问题。
文章内容丰富,创新性地采用A轴回转加工定位技术和强力弹性卡簧全包围夹持方法,解决了曲轴零件加工中的技术难题,显示出作者较强的技术攻关和工艺创新思维能力。