数控下料误差对塔架法兰平面度的影响及控制*
2023-01-30林定果何卫东门永卿张剑琴
林定果,何卫东,门永卿,张 鸿,张剑琴
(1.酒钢集团 西部重工股份公司,甘肃 嘉峪关 735100; 2.甘肃省机械科学研究院有限责任公司,甘肃 兰州 730030)
0 引 言
塔架是连接风力发电机组的重要部件,它承受了风力作用在叶轮上的推力、扭矩、弯矩、陀螺力矩,电机振动及受力变化时也会引起塔架摆动。法兰则是塔架之间连接的关键部件,既要承受发电机组运行时的各种力矩,同时要保证塔架整体的垂直度、同轴度等几何尺寸保持在设计要求的误差范围之内。
在风电塔架制造过程中,只有控制好塔段的法兰平面度和塔段各筒节的同轴度、垂直度,才能保证整个风电机组整体质量可靠、吊装过程顺利、投入使用后运行平稳。而在塔架制作过程中,塔架筒体数控下料误差是影响法兰平面度的最重要因素,直接决定了法兰平面度的几何指标状况[1]。
笔者以远景能源EN141/2.5型塔架的上段直形筒体为例,首先展开下料设计图形和下料超差图形,再对筒体卷制成型后的筒体端面平面度进行测量,经过二者筒体端面平面度对比,探讨塔架数控下料误差对法兰平面度的影响。
1 风电塔架结构形式及相关要求
风电塔架是由若干节筒体连接法兰组焊成若干段塔筒,在风电安装现场使用高强螺栓连接各段塔筒法兰而成。塔筒筒节有直形和锥形两种筒体,筒体是钢板经数控切割下料后卷制成筒节并焊接成型,由于数控切割机切割筒节程序、设备精度、保养状况等因素影响,塔架法兰平面度几何尺寸时有超标现象。
依据风电塔架制造检验规范要求[2],塔筒数控下料后的钢板宽度误差≤2 mm,对角线误差≤3 mm,测量方法及数据值如图1所示。下料公差(单位mm):F±2,E±2; 板宽之差J≤2 ;|M1-M2|≤3 。
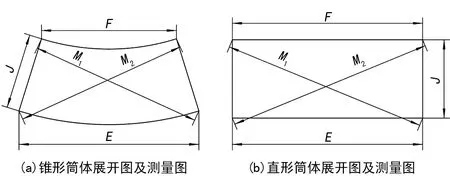
图1 板材切割尺寸检测
依据风电塔架制造技术规范要求[3],塔架顶部法兰平面度为0.5 mm,其它连接法兰平面度为1.5 mm,而由于塔筒筒体数控下料的超差,虽然可能只是在5 mm以内,但仍然造成法兰平面度的超差。
2 几种常见塔筒直形筒体展开下料误差
2.1 塔筒直形筒体展开
塔筒直形筒体依据平行线展开法展开,按照筒体板厚中径展开,筒体展开图为矩形,矩形长度L=φ(筒体中径)× π,以EN141/2.5型塔架为例,塔架上段第一节(S1)筒体如图2所示。
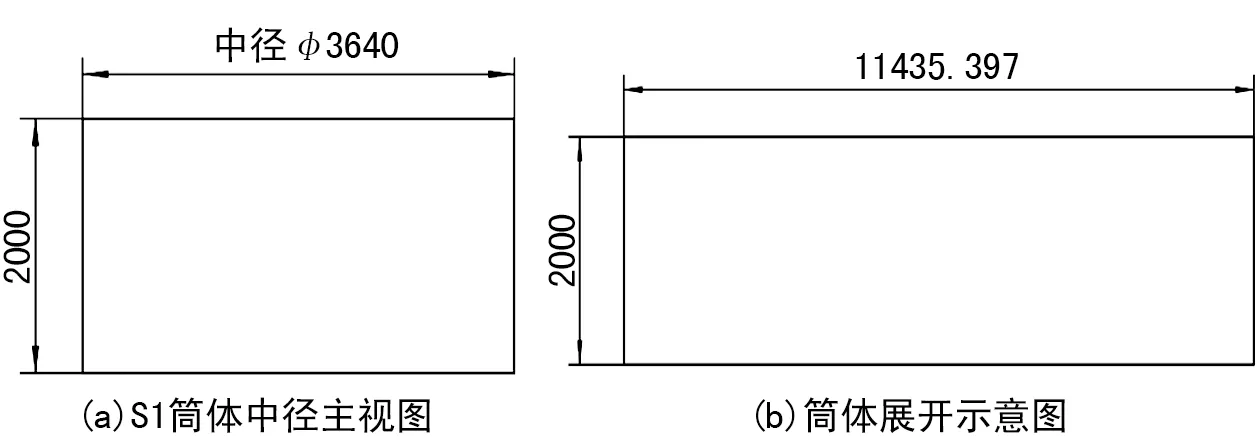
图2 筒体尺寸及展开图
直形筒体的上下端面边沿线展开后为平行的矩形两长边(筒体中径φ3 640 mm,高度2 000 mm;展开图为矩形,长度11 435.397 mm,宽度2 000 mm),矩形两条长边的平行度及直线度决定了筒体上下端面的平面度,矩形长度决定了筒体直径误差,长边与短边的垂直度决定了筒体纵缝的垂直度。
2.2 常见直形塔筒筒体展开下料误差图形
2.2.1 料宽度误差
由于数控切割机轨道平行度偏差等原因,造成筒体展开料宽度超宽或超窄等缺陷,如图3所示。图3中的实线部分为设计筒体展开图,虚线部分是超宽或超窄部分, 图中J为设计宽度,J0为下料切割后的钢板宽度,图3(a)中J0=J+J1+J2,图3(b)中J0=J-J1-J2。
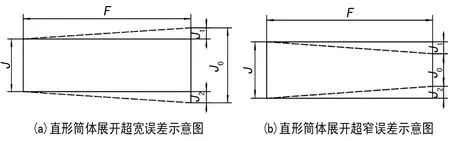
图3 直形筒体展开误差示意图
在实际数控下料中,J1和J2有可能有一个数据为0 mm,即可能矩形长度方向单边超宽或超窄。
2.2.2 料长度方向直线度误差
由于数控切割机轨道直线度偏差及主副机头锁紧装置问题等原因,造成筒体展开料长度方向宽窄不一等缺陷,如图4所示。图4中的实线部分为设计筒体展开图,虚线部分是直线度误差部分及展开料24等分线, 图中J为设计宽度,Ja1和Ja2为下料切割后的钢板超宽尺寸,Jb1和Jb2为下料切割后的钢板超窄尺寸,图4中的直线超差值为Ja1+Jb1或为Ja2+Jb2。
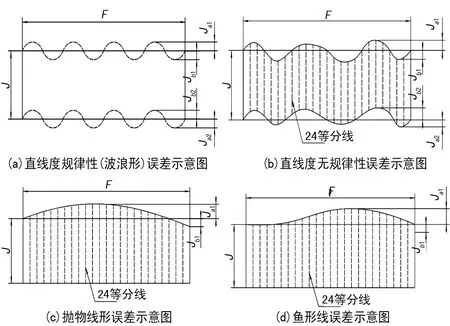
图4 不同情况误差示意图
在实际数控下料中,Ja1+Jb1和Ja2+Jb2有可能有一个和值为0 mm,即可能矩形长度方向单边直线度超宽或超窄。
2.2.3 料矩形对角线(平行四边形)误差
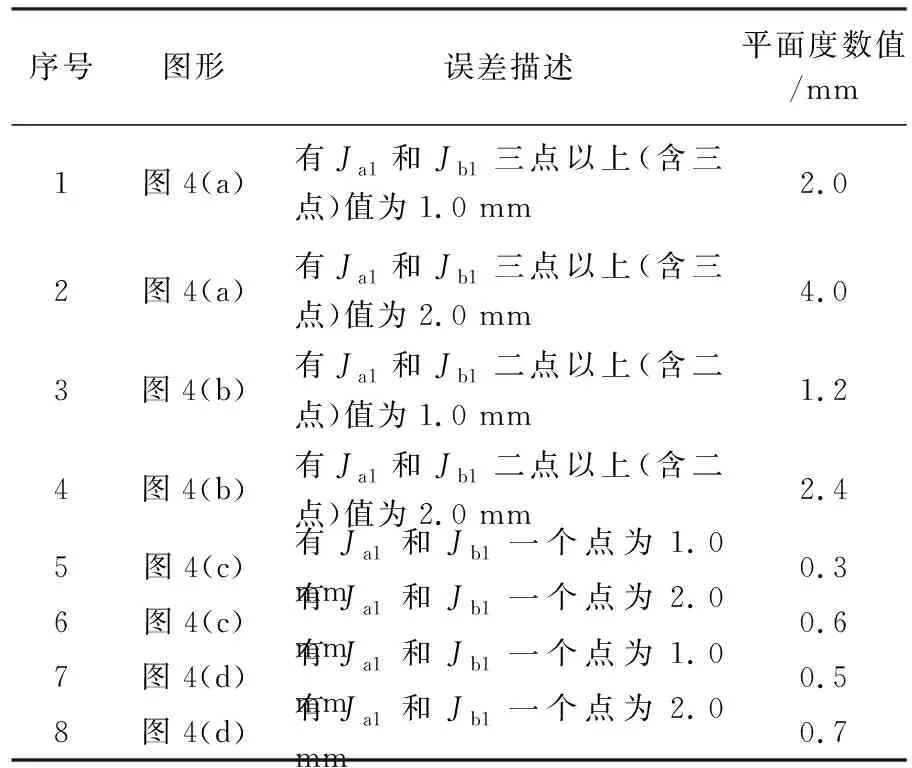
由于数控切割机的主梁扭曲、轨道齿轮问题、主副机头锁紧装置问题、钢带缺陷等原因,造成筒体展开料矩形对角线误差缺陷,如图5所示。图5中的实线部分为设计筒体展开图,虚线部分是矩形对角线误差部分,J为设计宽度,E和F为筒体下口和上口展开长度,E1、E2和F1、F2为筒体下口和上口展开长度误差,M1和M2为展开料对角线长度,M1=M2,Ma0和Mb0为数控下料后对角线长度,Ma0>M1(M2),Mb0 图5 直形筒体展开料矩形对角线(平行四边形)误差示意图 在实际数控下料中,可能存在一个方向或两个方向的对角线长度大于或小于设计值,或一个方向对角线长度大于设计值而另一个方向的对角线长度等于设计值,或一个对角线长度小于设计值而另一个方向的对角线长度等于设计值,即F1和F2不等于0 mm,而E1和E2可能等于0 mm,或E1和E2不等于0 mm,而F1和F2可能等于0 mm。 2.2.4 料矩形对角线(梯形)误差 由于数控切割机主梁扭曲、轨道齿轮问题、主副机头锁紧装置问题、钢带缺陷等原因,造成筒体展开料矩形对角线误差缺陷,如图6所示。图6中的实线部分为设计筒体展开图,虚线部分是矩形对角线(梯形)误差部分, 图中J为设计宽度,E和F为筒体下口和上口展开长度,E1、E2和F1、F2为筒体下口和上口展开长度误差,M1和M2为展开料对角线长度,M1=M2,M01和M02为数控下料后对角线长度,M01和M02分别大于和小于M1(M2)。 图6 直形筒体展开料矩形对角线(梯形)误差示意图 在实际数控下料中,可能存在一个方向或两个方向的对角线长度大于或小于设计值,或一个方向对角线长度大于设计值而另一个方向的对角线长度等于设计值,或一个对角线长度小于设计值而另一个方向的对角线长度等于设计值,即F1和F2不等于0 mm,而E1和E2可能等于0 mm,或E1和E2不等于0 mm,而F1和F2可能等于0 mm。 2.2.5 对比总结 以上四种误差缺陷在实际制造过程中,可能单独出现,也有可能两种或两种以上缺陷误差同时出现,因此要根据数控下料后的误差数值,及时修复数控切割机。检查数控程序、轨道直线度和平面度,保证正副机头运行正常,钢带无缺陷,并定期进行设备维护,保证数控切割质量符合技术规范要求。 通过塔架直形塔筒筒体展开下料误差与原设计筒体展开图的比对,找出原设计筒节展开图与误差变形后筒节展开图之间的高度差值,使用EasyLaser平面度分析软件,分析筒节端面(文中按筒节与法兰接口端面分析)平面度,查找与塔架技术规范中要求的法兰平面度的差异,从而确定塔筒筒节展开下料误差范围,控制塔筒筒节数控下料质量,提高塔筒法兰平面度质量。 以EN141/2.5型塔架上段第一节(S1)筒节为例进行分析,上口(以上图中矩形F边)与塔筒连接法兰连接,根据数控下料的各种误差情况,按照24点测量分析筒节上口平面度,平面度测量点及对应展开图测量点如图7所示。 图7 法兰平面度测量点示意图 图7中的实线部分为设计筒体展开图,虚线部分是筒节展开24等分线,J为设计宽度,F为筒体上口展开长度,筒节测量点为24个点,1点为起始点,24点为最终点,对应展开图中的1~24点;图7(b)中左边的第一点为起始点,最右边的第一点在筒节卷制后与左边的第一点重合,如展开图中两点宽度J数值不同,卷制合口是以F直线对齐,保证与法兰接口焊缝平直。 通过比对筒节上口下料形状误差与筒节下料展开上口设计形状之间的24等分点高度差值,即图3、4中的J1、Ja1与J的24等分点差值,再使用平面度分析软件模拟筒节上口平面度,得出筒节上口平面度,从而判定筒节数控下料误差对法兰平面度的影响,最终得出如下结论。 (1) 直形筒节宽度误差对法兰平面度的影响。 从图3的直形筒节宽度误差分析发现,筒节上口为一直线,卷制成筒节后,对筒节平面度没有影响,仅是影响筒节的同轴度。 (2) 直形筒体展开料矩形对角线(平行四边形)误差对法兰平面度的影响。 从图5的直形筒体展开料矩形对角线(平行四边形)误差分析发现,筒节上口也为一直线,卷制成筒节后,对筒节平面度没有影响,只是影响筒节的同轴度和纵缝垂直度。 (3) 直形筒体展开料矩形对角线(梯形)误差对法兰平面度的影响。 分析直形筒体展开料矩形对角线(梯形)误差,筒节卷制后,由于展开上下口边长不同,筒节上下口直径大小不同,筒节成型后为锥形筒节,如图8所示,图8(a)为F>E,图8(b)为F 图8 直形筒体展开料矩形对角线(梯形)误差示意图 (4) 直形筒体展开料长度方向直线度误差对法兰平面度的影响。 依据直形筒体展开料长度方向直线度误差的展开图形,模拟筒节卷制成型,使用EasyLaser平面度分析软件分析筒节上口平面度,得出直形筒体展开料长度方向直线度各种误差所对应的平面度数值,模拟测量数值如表1。 表1 不同尺寸误差对应平面度模拟测量数值表 通过表1平面度测量结果比对发现,直形筒体展开料长度方向波浪形误差对塔架平面度有较大影响,筒节展开误差点越多影响越大,筒节展开误差值与筒节平面度误差值成正比。 通过以上塔筒直形筒体展开下料的误差与塔筒筒节端面平面度的比对发现,直形筒体展开料长度方向直线度误差对塔筒法兰平面度影响较大,特别是筒体展开料长度方向波浪形误差对法兰平面度影响最大,波浪形误差值是法兰平面度值的2倍,筒体展开料长度方向直线度误差在2个点以内时(图4),误差值是法兰平面度值的1.2倍,其它塔筒直形筒体展开下料的误差对法兰平面度影响较小。 因此,塔筒数控下料时应严格控制塔筒展开料直线度误差,误差不得超过±2 mm,并确保误差同时为正差或负差,不得有正差和负差同时出现的现象,严禁波浪形直线度误差出现,与塔筒顶部法兰相接的筒节的数控下料误差应在1 mm以内。对于锥形塔筒,塔筒筒节展开后,上口扇形弧线的光滑度与直形塔筒展开料直线度相同,弧线光滑起伏的高度误差,决定着塔筒法兰的平面度,都应控制在2 mm(顶部法兰相接筒体为1 mm)以内。 通过与法兰相接筒节数控下料误差的控制,可有效控制塔筒法兰平面度,使塔架满足技术规范要求。 在总结多年塔架法兰平面度管控的基础上,探讨了几种常见塔筒直形筒体展开下料误差的原因,分析了直形塔架筒体数控下料误差对塔架法兰平面度的影响。塔筒直形筒体展开下料误差的控制应该通过采用数控编程技术、使用精度较高的数控切割机、选择合理的切割参数等一系列措施,确保板材四周的切口垂直度以及外观光滑平整,这些措施可有效控制筒节数控下料误差标准,从而有效解决塔架法兰平面度超标问题。
3 直形塔架筒体数控下料误差对塔架法兰平面度影响
4 塔筒直形筒体展开下料误差的控制
5 结 语
