化工压力设备设计和使用中的安全可靠性因素
2023-01-19朱甜江苏焱鑫科技股份有限公司江苏江阴214421
朱甜(江苏焱鑫科技股份有限公司, 江苏 江阴 214421)
0 引言
压力设备就其性质而言具有潜在危险性,故需要足够的安全系数以提供因设计、材料、制造、检验和随后运行中的不确定性而导致的故障裕度。通常情况下,安全因素被认为是设计过程的一部分,例如,规范和标准中规定了材料强度与预期应变之比,或材料强度与使用中预期最大应力之比的限值。如果安全系数等于运行的置信度,则部件所经历的运行检查间隔代表一个不同类型的安全系数[1]。
然而,在对现有压力装置的安全设计风险分析和评估中发现,压力装置发生事故或故障的许多情况是由于其设计和制造不合理,或其设计和制造在整个寿命周期内偏离了使用环境的要求而导致的。虽然风险评估和控制可以提高设备安全性,但如果能够在压力装置和设备的设计和制造阶段早期,预测系统整个寿命期内的故障模式和故障机制,则可以根据全寿命过程的可控风险水平和可能的风险增量。通过设计寿命选择设计制造规范,以控制设备在使用中的风险,这对保证长周期安全运行具有更重要的意义。
1 承压设备设计和制造方法的要求
为了证明满足基本安全要求,要求设备根据不同模块的框架进行设计和制造的一致性评估。如表1所示,为了了解这些模块将如何应用,第一步是将设备放置在五个符合性评估类别之一——良好工程实践和I-IV类。制造商必须知道:设备类型、流体状态、流体组、压力和体积或标称尺寸。产品分类如表1所示。
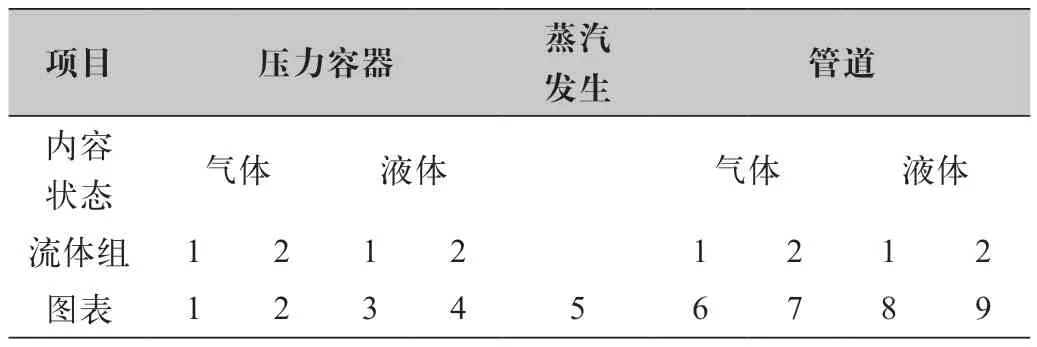
表1 产品分类
当前主流的化工承压容器以及工业管道之设计依据的相关标准诸如GB150、GB50316、JB4732。它们的共同之处就在于其对设计压力条件下和相关介质所要求的满足的温度、强度和稳定性都是极其严苛的。
但是,当下之设计标准和软件在针对压力装置在运转过程当中的失效机理以及相应模式的支撑还缺乏完善的数据库支持,对压力设备在全生命周期过程的动态使用环境中的多种风险因素还缺少更加充分的考量。例如,通常的应对模式是留出一定的腐蚀裕量以应对由于介质的均匀腐蚀而造成的变薄现象,但由于针对失效机理和失效模式的考虑并不充分,因此,对如何准确地提前明确承压设备的使用寿命显得心有余而力不足。
此外,由于在设计以及制造过程当中,要求的预测机制难以有效发挥其应当的作用,就往往会导致压力设备在使用过程中突然发生故障,从而使得设备的安全性无法得到保障,或者由于对材料选择或制造工艺的高要求,导致不必要的浪费和经济性不足[2]。
2 复杂介质环境中主要失效机制及其导致的事故
当多个可能的故障共存时,便需要分析其主要原因。例如,石化厂1 000 m3液化石油气球罐采用50 mg/L的淬火和烘烤钢条,在制造过程中进行热处理以消除应力。使用后,如图1所示,在几个位置发现了裂纹,工厂被确定为湿H2S SCC。裂纹消除并焊接修复后,再次采用热处理控制系统。

图1 SPV50Q LPG球罐再热裂纹
然而,热处理后,类似的裂纹再次出现,淬火钢容易再热开裂。最初的规范没有规定此类钢制容器应增加热处理后表面检查的要求。由于缺乏仔细的分析,几个再热裂纹被投入使用。他们只是将再热裂纹视为湿H2S SCC,采用了不当的处理方法,最终导致了严重的后果。在此示例中,仔细比较表明,再热裂纹的金属相与如图2所示的SCC金属相不同。在图2的金属相中,裂纹出现在晶界附近,且裂纹是随机的。这也是确定主导机理的一条主要线索。湿H2S介质的存在导致氢原子在裂纹尖端高应力梯度位置积聚,并促进裂纹扩展,这显然不是裂纹的主要机制[3]。

图2 LPG球罐焊缝SCC裂纹
在同一介质环境中,裂纹受不同的破坏机制控制,相应的控制方法可能不同。以湿H2S介质为例,两种主要的裂纹机制可由氢压理论所描述的和Hb现象触发,而如图3所示,HIC和Hb的特征是表面附近的Hb或平行于表面的阶梯状裂纹。另一种是SOHIC或SSCC,其特征是垂直于焊接材料表面的裂纹(通常发生在焊缝处)。这主要取决于材料的纯度和H2S的浓度。然而,即使出现此类裂纹,HIC和Hb也不会快速发展并与表面平行,故残余缺陷可以作为参考,并在一段时间内使用,因此剩余厚度满足强度要求。如果裂纹机制为SOHIC和SSCC,剩余寿命仍然存在。它们与应力(残余应力)有关,裂纹垂直于表面,因此很容易渗透到厚度方向,并迅速导致泄漏,十分危险。
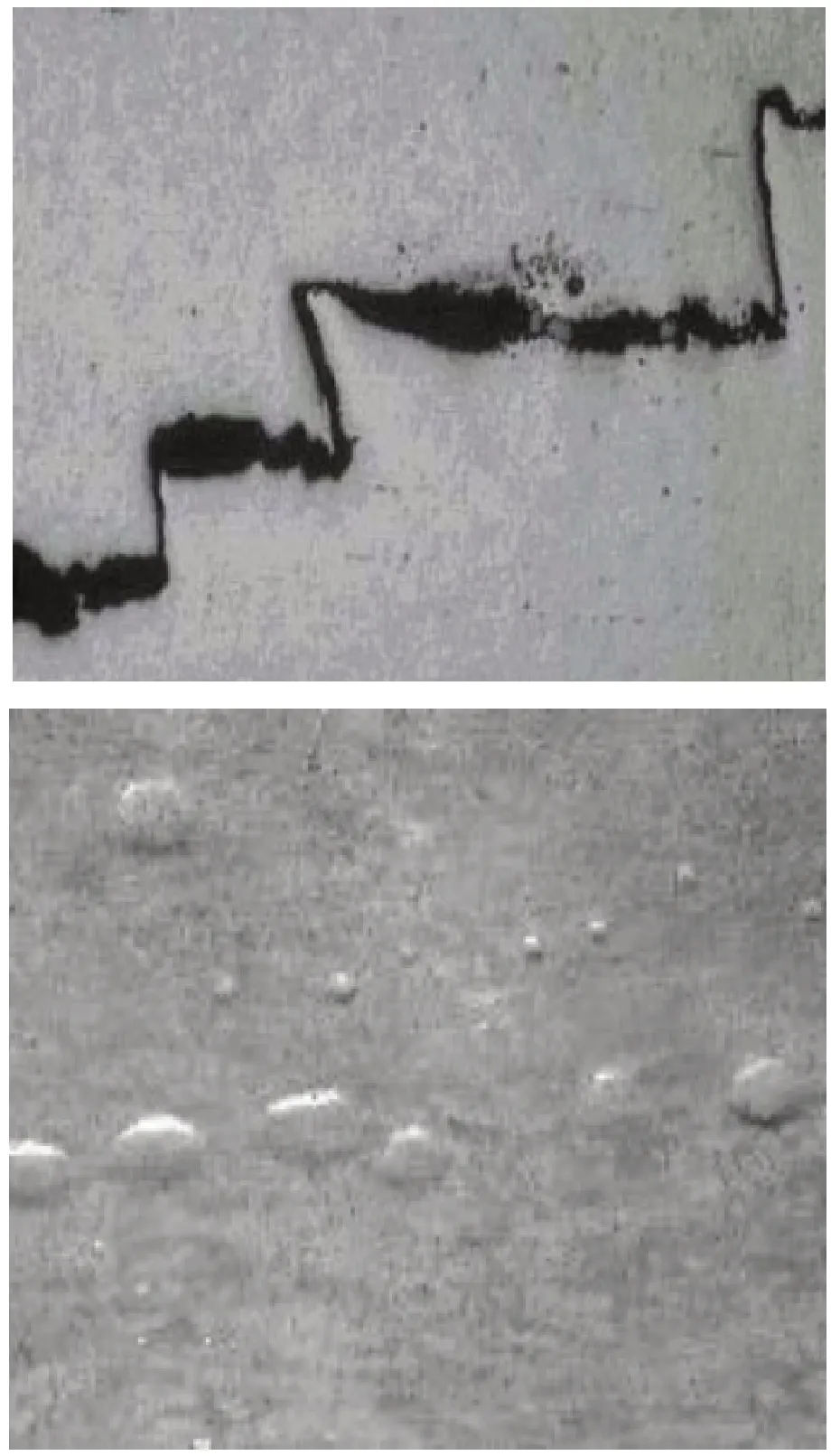
图3 H2S引起的低碳钢HIC(包括HB)
一旦发现,应立即移除并修复。但是在过去几年中,由于无法区分湿H2S问题的开裂机理,在许多情况下发生了HIC和Hb,设备也具有足够的强度,可仍然得放弃它。
另一个类似的例子是不锈钢原位腐蚀和原位应力腐蚀之间的差异。在酸性Cl环境中,敏化不锈钢经历了晶间腐蚀和晶界应力腐蚀开裂。虽然晶间腐蚀会降低基体和焊缝颗粒的厚度,但不会形成大裂纹和深裂纹,故腐蚀速度并不很快。
另一方面,晶界应力腐蚀裂纹通常出现在焊缝中或相对较大的应力集中处,会导致大裂纹和分叉裂纹的出现,且增长速度很快。如工厂动力回收烟气轮机动力回收系统的膨胀节每三个月泄漏一次,材料为1Cr18Ni9Ti。这是因为冷却和保护膨胀节的蒸汽供应异常。膨胀节在500~600 ℃下长时间加热,导致膨胀节膨胀增加。蒸汽中的烟气和水相中的SO2和SO3产生湿H2SO4,导致晶间腐蚀。开裂时间很短,几十小时内都是有害的[4]。

图4 H2S引起的低碳钢SOHIC
防止碱液混入管道是减少Cl-的重要预防措施。在实践中,当碱液不混合时,裂纹不会长时间出现。另一个例子是,工厂氢化系统的不锈钢管在油气、氢气、H2S、硫磺和Cl-环境中的温度为350~500 ℃,在停机期间未得到有效保护。高温下产生的FeS与湿空气接触后产生聚硫酸,导致晶间腐蚀。其主要机制是聚硫酸的晶间腐蚀,这会加速开裂。如果在停机期间没有加强对设备的保护,以防止形成聚硫酸盐,则无法通过控制Cl-来防止故障发生。
再一个例子是氨合成装置运行后焊接气体管道焊缝区的开裂和泄漏。Cl-还原后会出现裂纹。进一步的实验分析表明,裂纹含有更多的Fe3O4和Na+灰色化合物,并含有少量Cl-。使用不同pH值的介质进行的对比研究表明,Cl-优先使用碱脆化,并且在含有Cl-的碱性环境中发生腐蚀,生成时间很短。
因此,在这种情况下,淬火的主要机制是碱脆化,而Cl-促进碱脆化。所以不仅存在盐度腐蚀导致的酸性水腐蚀环境,还存在与硫化物和氯化物相关的SCC环境。经分析,酸性水的腐蚀不太可能导致不锈钢变薄。操作期间发生的泄漏破裂是一种颗粒裂纹,被认为是氯应力腐蚀。然而,停机后重启时的泄漏故障以晶界开裂为特征,SCC占主导地位。H2S在氯化物SCC过程中起着特殊作用[5]。
3 基于风险和寿命的设计和制造方法
基于风险和寿命的设计(RBD)的概念,考虑在压力装置的整个寿命过程中,由各种故障模式和损坏机制引起的设备安全,以及对设计寿命(即预期寿命)中寿命的风险影响。通过选择合理的材料,改进了结构设计和制造工艺,并结合工艺流程采取了其他保证措施。
发达国家压力设备设计标准的理念与中国的理念基本一致,如ASME VI-I和中国的GB150、ASME VI ii与JB4732。但它们也非常重视应用一种有效的方法来理解,在压力装置设计和制造的早期阶段,评估和控制整个使用寿命过程中的风险。因此,根据不同的风险和寿命要求,其关键压力容器通常具有不同的设计寿命,并且针对设计和制造提出了不同的技术要求。例如,欧洲压力设备指令要求在压力容器设计期间提交风险评估报告,该报告应解释主要失效模式和机制、主要失效模式的失效概率等。服务过程中应注意的问题是,中国与发达国家在投资原则、技术基础、质量观念和运营管理水平方面存在差异,尽管发达国家的技术还不能直接应用于中国,但我们变革的基础是引进和消化它们[6]。
加氢反应器的设计是典型的RBD。例如,考虑到35 年寿命期内的各种正常和意外停机,我们根据高温氢侵蚀机理的Nelson曲线,提前分析了全寿命期内各种失效机制引起的过程风险。
并且,根据回火脆化机理(x、J系数)控制材料的成分,并根据衬里材料的热硫化物腐蚀和氢致开裂机理合理选择材料和结构。通过对局部疲劳和蠕变损伤机理的应力分析,改善局部结构来减少应力集中。
关于铬钼钢回火脆化的机理,提出了热启动停机要求,并对聚硫酸腐蚀机理提出了停机和中和清洗的维护要求。为了减少各种损坏机制对使用中的反应堆的影响,不仅会在制造过程中采取尽可能最好的措施(如铁素体含量控制),而且会注意使用过程(如启动和停止程序)。加氢反应器成为一种严重失效概率较低的压力容器,在寿命期内未发生损坏事故。
将RBD方法应用于中国所有压力设备的设计和制造是不现实的。然而,在中石化、电力和其他影响能源和经济的行业,有必要研究重要企业的大型、高参数、高风险、重要压力设施。RBD方法应用于这些设备,并对系统中设备的安全措施进行了审查,以评估和管理设备在使用过程中的风险,并结合基于预期寿命的制造过程,通过将整个过程的风险和生活条件与设计相结合来选择材料。从系统工程的角度考虑操作、启动、关闭和维护的具体要求,以确保设备的长期安全使用。
4 结语
国家质量监督检验检疫总局特种设备安全监督局(SESA)正在组织修订承压设备相关技术规范和标准,此次修订工作的一个重要特点是考虑到了安全与经济的统一,它不仅旨在将研究成果应用于工程风险分析技术,还旨在适当调整标准中的设计安全系数。在降低安全设计系数后,承压设备的厚度变薄将节省资源,但相应的设计和制造要求将更加精确。
