油酸甘油酯合成过程中反式油酸含量变化研究
2023-01-17殷志强
殷志强 时 晨
(南京威尔药业集团股份有限公司,江苏 南京 210047)
反式脂肪酸存在于各种食品和膳食补充剂中,其中有些源于天然产物,例如乳制品,但大多数源于包含氢化脂肪的商业产品。人造黄油曾经是反式脂肪酸的主要来源。然而,近年来一些加工食品,如零食和快餐食品,逐渐成为膳食反式脂肪酸的主要来源[1]。
反式油酸是反式脂肪酸的一种,是油酸的反式异构体,油酸在高于150 ℃时发生顺反异构化反应转化为反式油酸[2]。酯化反应需要较高的反应温度(220 ℃),这会使原料中的油酸转化为反式油酸,影响产品的最终质量。通过反应过程控制,减少产品中的反式油酸含量成为一种必然的选择。
1 实验部分
1.1 试剂
甘油,阿拉丁试剂,99%;油酸,阿拉丁试剂,分析纯;亚磷酸,南京化学试剂厂,分析纯;氢氧化钠,南京化学试剂厂,分析纯。
1.2 实验步骤
1.2.1 催化剂的配制
称取一定量亚磷酸,加入去离子水,搅拌至完全溶解,缓慢加入氢氧化钠,搅拌至氢氧化钠完全溶解,控制溶液pH在5~7,静置冷却,放入棕色广口瓶保存。
1.2.2 实验方法
称取一定量的甘油、油酸和催化剂,置于四口烧瓶,搅拌,升温,在80、120、160 ℃各保温1 h,再升温至180 ℃,保温至体系酸值<1 mg KOH·g-1,降温,过滤得产品。
1.3 检测方法
检测方法采用参考文献[3]所述检测方法。
2 结果与讨论
2.1 反应时间对反式油酸含量的影响
考察阶段升温至180 ℃后,产品中反式油酸含量随保温时间延长的变化情况。反应温度达到180 ℃后,每隔4 h取样检测其中反式油酸含量,结果如图1所示。

图1 反式油酸含量随时间的变化
从图1可以看出,随着保温时间的增加,反式油酸含量逐渐增加。对数据进行线性回归处理,R2为0.976,说明反式油酸含量随保温时间的变化趋势近似线性。
2.2 反应温度对反式油酸含量的影响
考察不同最终反应温度下,产品的反式油酸含量。分别考察最终反应温度为180、200、220 ℃时,产品中的反式油酸含量,结果如表1所示,可以看出,最终反应温度越高,产品中的反式油酸含量越高。
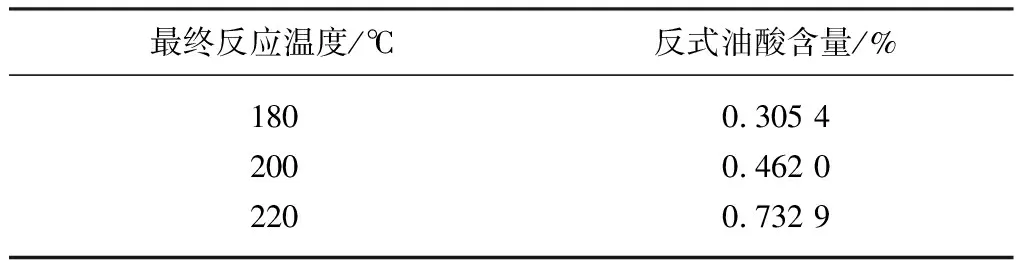
表1 反应温度对反式油酸含量的影响
2.3 体系酸碱性对反式油酸含量的影响
考察在150 ℃时,催化剂补加量(增加酸性催化剂用量)对产品中反式油酸含量的影响,最终反应温度为180 ℃,结果如表2所示。

表2 催化剂的补加量对反式油酸含量的影响
从表2可以看出,在150 ℃时补加的催化剂越多,即体系酸度越高,产品的反式油酸含量越高。
3 结论
随着反应时间的增加,反式油酸含量逐渐增加,且二者呈近似线性关系;反应温度越高,产品中的反式油酸含量越高;体系酸度越高,产品的反式油酸含量越高。基于上述几点,通过对反应过程中关键参数的控制,将可以实现对油酸甘油酯产品中反式油酸含量的有效控制。