2.25Cr-1Mo-0.25V大型厚壁锻焊加氢反应器制造阶段典型质量问题解析
2023-01-16张子平吴晓俣王常青范广森
张子平,吴晓俣,王常青,范广森
(南京三方化工设备监理有限公司,江苏 南京 210036)
加氢反应器是炼油装置的核心反应设备。该设备主要用于石油炼制、加氢精制以及催化重整等工艺过程。近年来,随着我国石油深加工技术的提高以及炼油装置的大型化,加氢反应器的设计温度、设计压力和规格尺寸都在逐步增大。
我国从20世纪70年代末开始研究加氢反应器制造技术,2002年,由中国一重成功制造出首台国产化2.25Cr-1Mo-0.25V锻焊加氢反应器。经过近20年的发展更新,我国在锻焊加氢反应器的锻造、热处理、焊接等各方面的技术储备已相当成熟【1】。 本文通过对近5年来国内企业制造的数十台锻焊加氢反应器的全过程质量跟踪,对制造过程的典型问题和质量风险进行解析,为后续的锻焊加氢反应器制造过程中质量风险的预防提供参考。
1 锻焊加氢反应器的制造
1.1 主体结构
锻焊加氢反应器为Ⅲ类立式反应容器,壳体主要由顶部弯管组件、上球形封头、上过渡环、筒体(带支撑凸台)、下过渡段、下球形封头、底部弯管组件、接管法兰、裙座过渡段及裙座等组焊而成,其结构示意见图1。

图1 加氢反应器结构
1.2 技术标准
该设备主体材质为2.25Cr-1Mo-0.25V堆焊E309L+E347,遵循的技术规范为TSG21—2016,所执行标准包括JB 4732—1995(2005年确认版)、API 934—2019、NB/T 47008—2017、NB/T 47013—2015及设计院技术条件等。
1.3 制造工序简述
锻焊加氢反应器的制造过程从原材料炼钢开始,经历锻造、热处理、机加工、堆焊、组焊到最终焊后热处理(PWHT)、耐压试验、油漆包装发运等过程,主要工序节点如图2所示。

图2 锻焊加氢反应器制造流程
2 制造阶段常见的质量问题
根据笔者近5年跟踪的国内加氢反应器制造过程中出现的问题,针对质量管理方面需重点监控的质量问题进行梳理,并对其问题出现的原因进行了分析,内容如下。
2.1 筒体锻件冲击性能不稳定
2.1.1 问题描述
统计近年来10个大型炼化项目中共计70台锻焊加氢反应器的逾600件筒体锻件发现,出现冲击试验一次不合格的共计37件,其中25件复试合格,11件重新热处理后冲击试验合格,1件报废处理。以其中某一炼化项目为例,对冲击问题进行分析。国内锻焊加氢反应器技术条件关于-30 ℃冲击试验的规定见表1,本文所论述的加氢反应器锻件冲击试验按表1中的规定一执行。该项目中共计使用筒节锻件40件,其中需进行冲击复试的筒节锻件5件。经复试后,5件锻件冲击性能全部合格,具体冲击吸收能量值数据如表2所示。

表1 国内锻焊加氢反应器技术条件关于-30 ℃冲击试验的规定

表2 复试锻件冲击吸收能量值统计
2.1.2 问题分析
1) 冲击试件分析
通过表2的数据分析可发现,大部分冲击吸收能量呈现的是两高一低的状态,为此,基本可以排除由于热处理不当导致的冲击指标不合格(如果是热处理造成的不合格,3个试件的冲击吸收能量数值应基本趋于一致)。在上述冲击试验试件中抽取序号1和序号2两个冲击不合格试件进行显微组织、晶粒度、非金属夹杂物测试以及电镜断口观察。显微组织、晶粒度及非金属夹杂物测试结果见表3,金相及电镜断口照片见图3~图5。
由表3及图3~图4可知,两组冲击试件的组织均为典型的回火贝氏体组织,晶粒度较细,且分布较均匀,符合技术条件的要求。在夹杂物方面,两组冲击试件的D类粗夹杂物(简称D粗)均为2.0级,D类细夹杂物(简称D细)分别为1.0级和2.0级,而试件2的DS类夹杂物(简称DS)为2.5级,超出技术协议中关于“锻件中A类、B类、C类、D类夹杂物粗、细系列分别不得大于1.5级,且A、B、C、D类夹杂物粗、细系列总和分别不超过4.0级,DS类夹杂物不得大于1.5级”的规定。

图3 试件(序号1)组织及晶粒度照片

图4 试件(序号2)组织及晶粒度照片

表3 金相试验结果
由图5可知,在两试件裂纹源区附近均有大量夹杂物出现。经过对该夹杂物进行电镜能谱扫描,确定缺陷为含Ca、Mg、Al为主的氧化物,如图6所示。
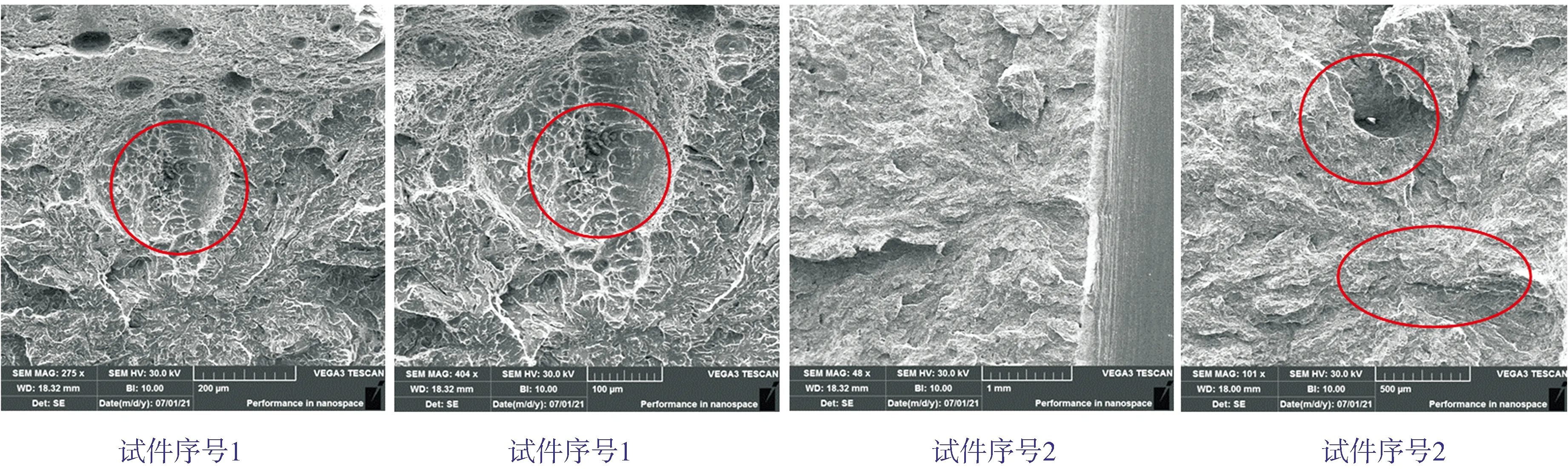
图5 冲击试件断口

图6 裂纹源区附近夹杂物能谱
2) 问题溯源分析
根据上述冲击试件断口分析结果可知,导致冲击性能不稳定的主要因素是在试件裂纹源区附近存在大量夹杂物。初步判断导致存在大量夹杂物的工序为炼钢工序。钢锭冶炼浇注流程如图7所示。

图7 钢锭冶炼浇注流程
炼钢工序可细分为冶炼和浇注两个阶段。对上述试件钢锭的化学成分进行分析,结果见表4。由表4可见,两锻件的化学成分均满足技术条件要求,P、S、H、O、N等有害元素控制得较好,说明脱S、脱P、脱O、脱气效果良好,可排除冶炼环节问题,因此判断问题应出现在浇注环节。

表4 锻件有害元素成分
浇注作为炼钢的最后环节,可能导致夹杂物出现的原因分析如下:
a) 由于材料的固有特性,浇注过程中易产生二次氧化,少量二次氧化物随钢水流入锭模,最终留在凝固后的钢锭中,形成Al2O3或复合类夹杂物。
b) 锻件采用的钢锭锭型较大,钢锭浇注终点控制难度大,当中间包内富余钢水较少时,可能有少量中间包浮渣进入钢锭模中,形成夹杂物。
2.1.3 处理措施
通过上述原因分析可知,导致本文所论述的冲击性能不稳定的主要因素是钢锭中存在夹杂物(除本文案例之外还有可能出现由于热处理原因导致的情况,本文暂且不做讨论)。为此,建议在炼钢和锻造环节重点加强以下几个方面的质量控制:
a) 强化冶炼环节的质量,严格确保钢水的纯净度满足要求。
b) 加强中间包兑钢前的氩气置换和兑钢过程中的氩气保护,确保在浇注过程中能有效防止二次氧化。
c) 严格控制钢水量,掌控好浇注终点,防止中间包浮渣进入钢锭模内。
d) 在锻造过程中,尽可能去除沉积堆对锻件质量的影响。通常可采取如下措施,一是控制水口切除量,二是大直径冲孔,三是强化锻透压实效果。
2.2 筒节锻件的超声检测缺陷
2.2.1 筒节锻件的超声波检测缺陷的问题描述
加氢反应器的筒节锻件制造过程中要进行100%直探头和斜探头超声检测,超声检测一般依据NB/T 47013和国内设计院的技术条件执行。本文重点针对直探头超声检测进行论述。直探头检测具体要求摘录如表5所示。

表5 筒节锻件纵波超声波检测要求
筒体这些超声检测缺陷多集中在水口端,也是性能的取样端。其中大多数缺陷可以通过加工去除,但对于部分已经进入筒节本体的缺陷,通常以调节筒节长度的方式加工去除,以保证设备的整体尺寸和质量。这不仅对项目的整体生产进度造成了一定影响,也存在一定的质量风险。
2.2.2 原因分析
1) 缺陷性质分析
经过对筒节锻件进行解剖和无损检测,并对缺陷进行能谱分析后,可确定缺陷为非金属夹杂物,主要成分为Al2O3,并有少量CaO、MgO。缺陷由小颗粒团簇聚集而成,颗粒当量粒径约为50 μm,根据能谱分析结果判定为与CaO·2Al2O3(CA2)和CaO·6Al2O3(CA6)的混合物。此外,还存在个别约200 μm的较大颗粒,从形态判断为Al2O3颗粒,也可能是以Al2O3颗粒为核心的复合夹杂物。单个颗粒的当量粒径以及其团簇聚集的分布形态显示,其符合Al脱氧产物的特点,属于内生夹杂物。无损检测缺陷的解剖分析结果如图8 所示。
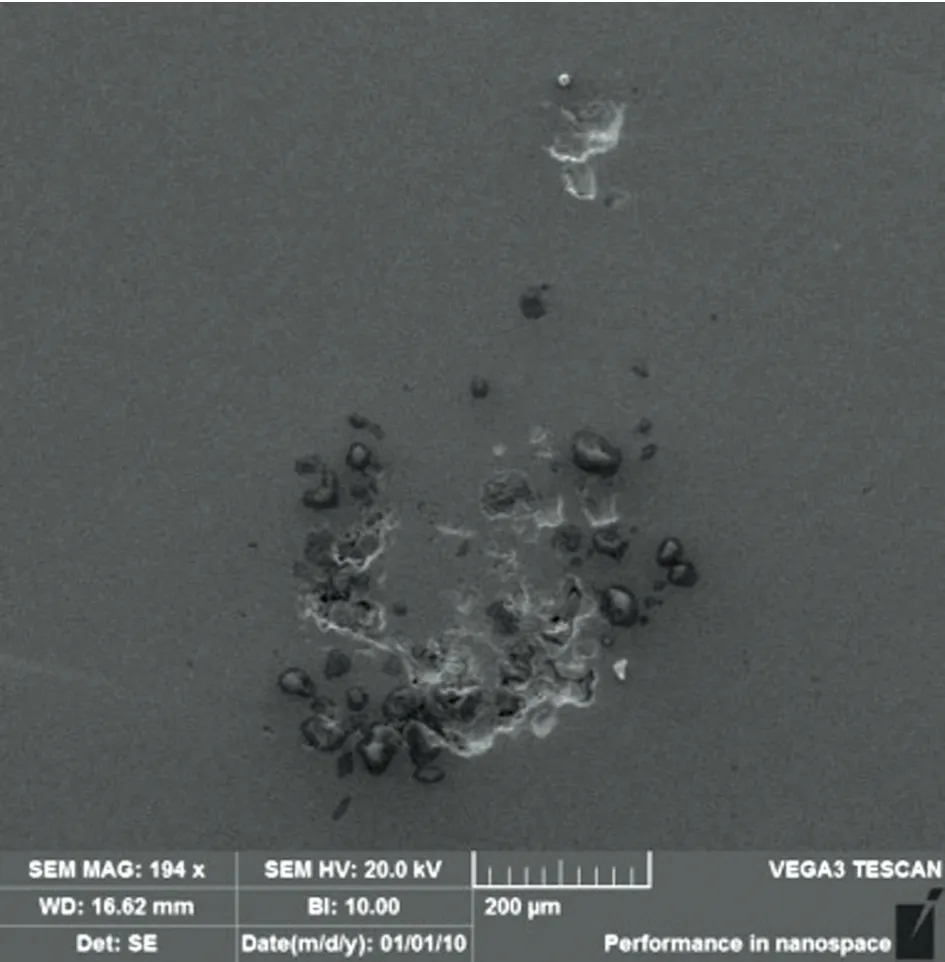

图8 无损检测缺陷的解剖分析结果
2) 缺陷位置分析
依据钢锭凝固特性,在钢锭不同区域会形成不同的组织,其内部结构示意见图9。在凝固温度下,钢锭上部先结晶的纯晶体密度大,只要长大到一定程度,就会在重力的作用下,下降沉积在钢锭的底部,同时,钢液的运动使得柱状晶的前沿冲断下落,也会堆积在钢锭的底部,在钢锭的下部形成以细小的等轴晶为主并含有一定硅酸盐夹杂物的沉积堆。故而导致无损检测时,缺陷位置通常出现在钢锭水口端,这也是锻件理化性能检测的取样端(取试端)。
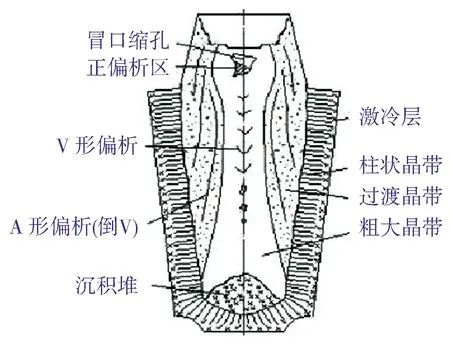
图9 钢锭凝固结构示意
2.2.3 筒体锻件超声波检测缺陷的处理措施
由上述分析结果可知,导致筒节锻件超声检测发现缺陷的原因是筒节端部存在夹杂物。其与导致冲击性能波动的缺陷是一致的,故可采用的质量控制措施也相同,在此不再赘述。
2.3 筒节锻件直探头超声检测盲区
2.3.1 筒节锻件直探头超声波检测肓区的问题描述
锻件的直探头超声检测一般在调质热处理完成、锻件表面加工见光后进行。直探头超声检测要求如表5。常规的保证筒节锻件厚度方向满足100%检测的工艺方式是在外径方向保留加工余量,使得超声检测盲区转移到加工余量里,后续再精加工去除。
近年来,环轧机和毛坯调质工艺在筒节锻件制造方面大量应用,因其能够更好地保证筒节锻件的锻后椭圆度,从而使得预留的厚度余量越来越小,如仍按原检测工艺执行超声检测,则不可避免地会导致筒节锻件的超声检测盲区进入到锻件本体中,无法满足100%的检测要求。部分采用环轧机锻造、毛坯调质的筒节锻件的盲区深度检测数据如表6所示。由表6可见,大部分筒节锻件在检测时,均存在盲区进入锻件本体的问题。

表6 锻件筒体超声检测盲区深度检测数据
2.3.2 筒节锻件直探头超声波检测盲区的问题分析
影响超声波检测盲区大小的因素主要有以下几个方面【2】:
1) 被检材料晶粒度越大,检测盲区越大;
2) 检测灵敏度越高,检测盲区越大;
3) 检测设备和探头的组合性能,如仪器的发射功率越大,检测盲区越大。
2.3.3 筒节锻件直探头超声波检测盲区的处理措施
由上述问题分析可知,在针对加氢反应器筒节锻件的超声检测方面,很多固有因素是无法避免的,同时,采用增加筒节锻件厚度的方法来规避无损检测的盲区,也不经济。故对于如何减少超声检测盲区对筒节锻件本体的质量影响,笔者认为可以考虑从以下几个方面着手:
1) 工艺方面,在编制无损检测工艺时,应充分考虑锻件的无损检测条件,合理编制超声检测方案,使得方案更具针对性。
2) 操作方面,建议增加双晶探头补探或双面检测,以减小超声检测盲区,保证锻件本体的100%超声检测覆盖率。
3) 工装方面,增加适当厚度的补偿块,将超声检测盲区外移至补偿块区域内,保证锻件本体的100%超声检测。
2.4 其他应控质量风险
加氢反应器制造过程中,很多部件的制造涉及多工序、多工种作业,各工序的衔接过程是出现质量问题的高危区,切实保证各工序的高质量完成,是有效控制加氢反应器质量风险的重要环节。根据实际质量管理经验,重点对以下两个方面进行论述。
2.4.1 试件的标识及转移
锻件性能试件的标识是区分试件类别、试件方向、试件位置及试件状态的有效且唯一的手段。笔者将加氢反应器壳体锻件试件分为两类,即筒体锻件试件和板坯锻件试件。根据以往发现的问题,重点论述板坯锻件试件的标识质量控制,其余不再赘述。
板坯锻件主要用于加氢反应器的封头制造,目前通常采用筒体制坯、然后分割为两块半圆筒体、展平后气割为圆形锻板的制造流程,如图10所示。
根据工艺要求,板坯锻件的母材试件取样位置位于矩形板坯的四角位置,如图10所示。试件板坯经割取、表面加工平整、随封头执行相应的热处理后,再下料加工,制成相应理化试件。
由于锻件力学性能试件有方向要求(试件轴线垂直于主加工方向),故在将试件坯从矩形板坯上切取下来之前,不仅要标识材质、锻件号、试件位置,还需明确标记主加工方向(通过专属符号标记或通过其他标识的位置区分)。同时,试件板坯还要经过一次表面的粗加工,这又涉及到标识的正确转移问题。在此环节,极易因为作业人员的疏忽,导致主加工方向标识转移错误。故针对上述问题,建议从以下两个方面进行质量风险的管控:
1) 技术交底,在生产作业前,应提前对相关作业人员进行技术交底,明确标识含义及重要性;
2) 环节检验,板坯锻件试件的标识和转移,应作为重要质量控制节点,在《检验试验计划》中设置相应检验点进行重点控制。
2.4.2 凸台的加工检验
凸台是加氢反应器的重要部件,也是加氢反应器在役检验过程中经常出现危害性缺陷的部分,其结构如图11所示【3】。本文主要针对凸台加工的质量控制进行阐述,其他焊接等方面事宜不再赘述。

图11 凸台结构
凸台的加工检验分为4个阶段,即:本体堆焊加工完成的尺寸检验、过渡层堆焊加工完成的尺寸检验、耐蚀层堆焊加工完成的尺寸检验及凸台根部R角补堆后的尺寸检验。
对于凸台表面不锈钢堆焊层的厚度检测,由于当前技术条件下超声波厚度检测的误差性较大,故为有效保证凸台表面的堆焊层厚度,笔者认为应从以下两个方面加强质量管理;
1) 工艺方面。凸台在各加工工序中,应采用同一加工基准点。
2) 检验方面。应精准记录凸台各加工阶段的尺寸检查数据,如凸台定位尺寸、凸台伸出高度、凸台厚度、根部R角尺寸及顶部R角尺寸。凸台在进行后续加工和检验时,应以上次的尺寸检查记录为依据,保证堆焊层厚度和凸台的形位尺寸。
3 结语
本文中所论述的锻件冲击性能、无损检测、标记移植及凸台尺寸等四个方面的质量控制是保证加氢反应器制造质量的基本要求。随着加氢反应器制造技术的发展提升,在基于分析设计标准进行设计的前提下,逐步降低设计裕量、减小设计壁厚的轻量化设计是未来国产化加氢反应器的制造趋势。高质量的锻件材料和不断创新的锻造工艺则是设备安全和有效运行的根本保证。
在当前国内成熟的制造工艺和质量体系保障下,有效地保证锻件材料质量、凸台堆焊加工质量等并不存在技术难题,重点在于各部门、各工序间的有效衔接,应严格控制工艺纪律,优化质量管理方法,做好质量与成本的双向平衡。
