垂直纤维阵列改性涂层织物的制备及性能研究
2023-01-16邹汉涛饶金才
王 霖 鄢 雾 邹汉涛 饶金才 邹 勇
1. 武汉纺织大学 纺织科学与工程学院,湖北 武汉 430200; 2. 湖北金龙新材料股份有限公司,湖北 随州 441300
涂层材料是近几年来发展非常迅速的新型复合材料,是集力学与材料学于一体的织物增强柔性复合材料[1],广泛应用于运输业、养殖业、建筑、军事、旅游等国民经济的各个领域,市场前景非常广阔[2]。国内关于涂层材料的研究最早在高校和科研机构中开展,并吸引了越来越多的企业参与其中。
尽管涂层织物在国内的发展已取得了一定的经济效益,但与国外相关企业相比,国内对于新型涂层织物的开发和研究仍较落后,并且产量较低,产品的耐久、耐磨性及其他力学性能无法满足快速增长的市场需求[3]。聚氯乙烯(PVC)是一种耐老化性和耐磨性较好的涂层材料,性价比也较高。PVC涂层材料大多用于户外环境,然而,光照、水、空气等环境因素易导致涂层织物变脆、变硬,出现“龟裂”现象[4],导致其力学性能大幅下降,加之目前对PVC涂层其他方面功能的开发尚不成熟,材料性能的进一步改善难以突破。短纤维在增强复合材料领域受到越来越多的关注,高强度、高模量的短纤维可提高复合材料的力学性能。将短纤维与复合材料相结合,可开发出力学性能优良的材料。短纤维的排列方式、密度会对复合材料性能的提高产生较大影响[5]。Silva等[6]研究了剑麻短纤维、 椰果纤维及剑麻织物增强聚氨酯复合材料的断裂韧性,发现在试验设定的参数范围内,3种复合材料的断裂韧性均随着短纤维含量的增加而增加。唐汉玲等[7]研究发现,短切碳纤维可提高碳化硅陶瓷的致密度与力学性能。本文通过静电植绒方式获得垂直定向排列的短纤维,再将其与PVC涂层织物结合制备垂直纤维阵列改性涂层织物。采用扫描电子显微镜与高倍显微镜观察涂层织物的形貌,并探讨短纤维长度对涂层织物耐磨性、拉伸断裂性能、剥离性能及撕裂性能的影响。
1 试验部分
1.1 试验材料
糊状聚氯乙烯树脂(EPVC),宁夏英力特化工股份有限公司;邻苯二甲酸二辛酯(DOP),山东齐鲁增塑剂股份有限公司;己二酸二辛酯(DOA),山东优索化工科技有限公司;碳酸钙,义翔新材料有限公司;稳定剂,无锡博龙织物涂层面料有限公司;涤纶长丝平纹机织物(面密度为260 g/m2,厚度为0.43 mm),湖北新材料股份有限公司;聚酰胺(PA)短纤维(长度分别为0.5、1.0和1.2 mm),深圳华利达植绒材料有限公司。
1.2 试验仪器
CPA225 D型电子天平,赛多列斯科学仪器有限公司;DHG Series Drying Over型烘箱,Super INSTRUMENTS公司;R-3型定型烘干机,无锡阳博印染机械设备公司;XFD-180型静电植绒机,山东新飞达植绒设备有限公司;YG(B)141 D型织物厚度仪,温州大荣纺织仪器厂;YG401C型织物平磨仪,宁波纺织仪器厂;XJP-600型高级测量显微镜,合肥响石电子科技有限公司;WDW-20E型电子万能试验机,德国德菲仪器有限公司。
1.3 试验方法
1.3.1 PVC涂层织物的制备
(1)涂层浆料的制备:用天平分别称取100份 EPVC、72份 DOP、5份DOA、20份碳酸钙和2.3份稳定剂并将其混入容器中搅拌,直至浆料完全混合均匀,制得PVC混合涂层浆料。
(2)将涤纶长丝平纹机织物裁剪至合适大小作为涂层织物的基布。
(3)正面涂层和烘干:在基布正面均匀刮涂一层浆料后,将其置于烘干机内烘干,烘干温度为170 ℃,时间为2 min。
(4)反面涂层和烘干:在基布反面均匀刮涂一层浆料后,同样将其置于烘干机内烘干,烘干温度为170 ℃,时间为2 min。
(5)重复上述操作,在织物正反两面各进行2次涂层,控制每次刮涂时使用的涂层剂用量,使每次的用量一致,将所得涂层织物编号为1#。
1.3.2 垂直纤维阵列改性涂层织物的制备
选取长度分别为0.5、1.0和1.2 mm的PA短纤维制备垂直纤维阵列改性涂层织物,将所得织物分别编号为2#、3#和4#。垂直纤维阵列改性涂层织物的具体制备方法如下所述。
(1)将涤纶长丝平纹机织物裁剪至合适大小作为涂层织物的基布。
(2)正面涂层、植绒与烘干:在基布正面刮涂一层浆料后,将基布反面贴于静电植绒机的上级板上。用筛网将烘干后的短纤维绒毛均匀铺设于绒箱内,然后在织物涂层面植绒并放入烘干机内烘干,烘干温度为170 ℃,时间为2 min。取出织物后吸去植绒机内剩余的短纤维绒毛。
(3)反面涂层、植绒与烘干:按与织物正面相同的操作,对织物反面进行涂层、植绒与烘干操作,并控制短纤维绒毛用量与正面的一致。
(4)植绒后织物正面涂层与烘干:在植绒后的织物正面均匀刮涂一层浆料并烘干,烘干温度为170 ℃,时间为2 min。
(5)植绒后织物反面涂层与烘干:按与织物正面相同的操作,对植绒后的织物反面进行涂层与烘干操作,并确保涂层浆料的用量与正面的一致。
1.4 性能测试
1.4.1 面密度测试
根据GB/T 4669—2008《纺织品 机织物 单位长度质量和单位面积质量的测定》测试涂层织物的面密度。测试环境条件根据GB/T 6529规定的标准大气设定。试样规格为10 cm×10 cm。每块织物的质量测试结果取3组测试数据的平均值,然后通过计算获得试样的面密度。
1.4.2 厚度测试
根据GB/T 3820—1997《纺织品和纺织制品厚度的测定》测试涂层织物的厚度。测试环境条件根据GB/T 6529规定的标准大气设定。每块织物选取3块均匀的区域进行测试并记录数据,每块织物的厚度测试结果取3组测试数据的平均值,精确到0.01 mm。
1.4.3 扫描电子显微镜测试
将涂层织物试样置于干燥器中在室温下平衡24 h,制样后抽真空喷金处理,用台式扫描电子显微镜观察试样的截面微观结构并拍照记录。
1.4.4 高倍显微镜测试
将涂层织物试样放置于高倍显微镜下,调整灯光和倍率,观察试样的表观形态。
1.4.5 耐磨性能测试
采取砂纸平磨的方法测试涂层织物试样在平磨过程中损耗的涂层质量。根据式(1)对耐磨测试后织物的质量损失率进行计算。
(1)
式中:k为质量损失率;m1为涂层织物耐磨测试前的质量;m2为涂层织物耐磨测试后的质量。
1.4.6 断裂强力测试
根据GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》测试涂层织物的断裂强力。测试环境条件根据GB/T 6529规定的标准大气设定。试样规格为50 mm×200 mm。以100 mm/min的伸长速率启动拉伸试验仪,使夹钳开始移动并拉伸试样直至试样断裂,记录数据,重复试验至少3次,结果取平均值。
1.4.7 剥离强力测试
根据FZ/T 01010—2012《涂层织物 涂层剥离强力的测定》测试涂层织物的剥离强力。测试环境条件根据GB/T 6529规定的标准大气设定。试样规格为25 mm×200 mm。将试样的剥开端分别夹持在夹钳中,以100 mm/min的伸长速率启动拉伸试验仪,将试样持续剥离至标记线处,记录测试数据。重复试验至少3次,结果取平均值。
1.4.8 撕裂强力测试
根据GB/T 3917.3—2009《纺织品 织物撕破性能第3部分:梯形试样撕破强力的测定》测试涂层织物的撕裂强力。测试环境条件根据GB/T 6529规定的标准大气设定。试样规格为75 mm×150 mm。安装试样,以100 mm/min的伸长速率启动仪器并记录数据。重复试验至少3次,结果取平均值。
2 结果与讨论
2.1 面密度及厚度分析
涂层织物的面密度与厚度测试结果如表1所示。可以看出,与不添加短纤维的纯涂层织物(1#试样)相比,垂直纤维阵列改性涂层织物的面密度与厚度更大,并且随着短纤维长度的增加而逐渐增大。原因可能是:一方面,短纤维长度不同,在相同面积的涂层织物上进行植绒时,植入涂层的短纤维总质量不同;另一方面,涂层时绒毛间隙会吸附一部分涂层浆料,且短纤维长度越长,吸附的浆料越多。因此,涂层织物的面密度与厚度均随着短纤维长度的增加而增加。

表1 4种涂层织物的面密度与厚度测试结果
2.2 形貌分析
图1和图2分别为垂直纤维阵列改性涂层织物的扫描电子显微镜图和高倍显微镜图。由图1和图2可以看出,涂层中的短纤维绒毛大都保持垂直阵列状态,与少量倒伏的短纤维一起被“锁定”在涂层内部,在基布与涂层之间充当“销钉”的角色。纤维较短时,竖直状态的短纤维占比更多;纤维较长时,短纤维可能在第二次刮涂过程中被刮刀压倒,倒伏较明显。

图1 3种垂直纤维阵列改性涂层织物试样的扫描电子显微镜图
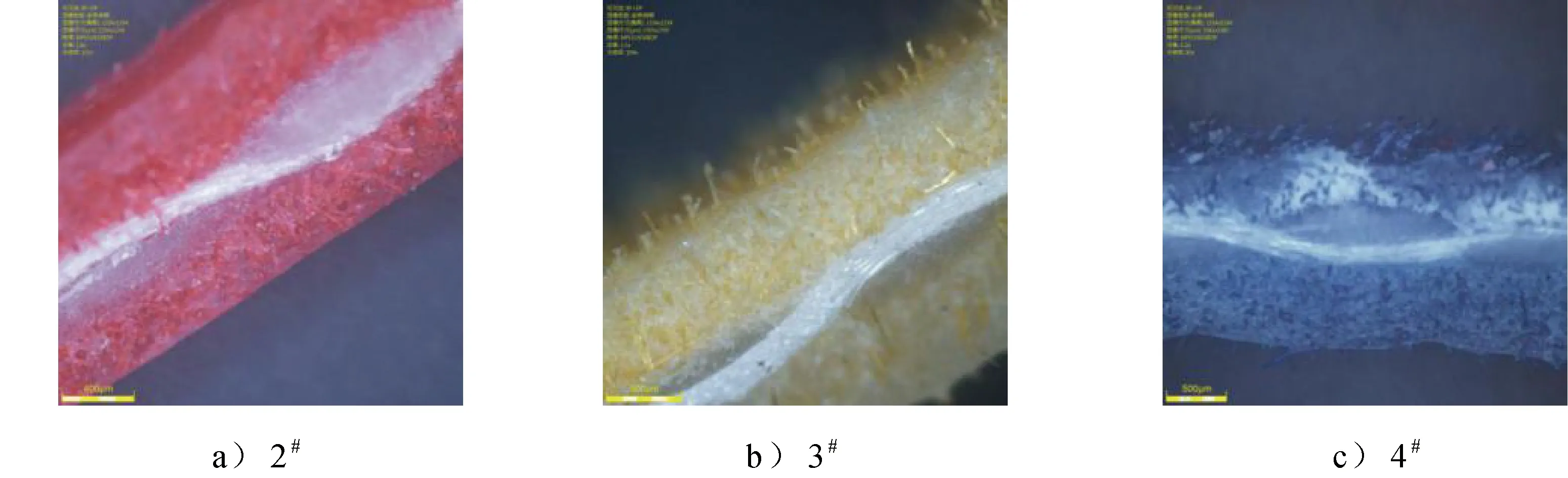
图2 高倍显微镜下3种垂直纤维阵列改性涂层织物横截面的纤维形态
2.3 耐磨性能分析
涂层织物的耐磨性能测试结果见表2。由表2可以看出,相比纯涂层织物的4.55%,垂直纤维阵列改性涂层织物的质量损失率大幅下降,降低至1.16%~1.60%。其中短纤维长度为0.5 mm的涂层织物的质量损失率最小,与纯涂层织物相比下降了75%。这是因为短纤维头端伸出涂层表面(图1),可使织物表面的毛羽含量增加,表观密度增大,从而使耐磨性提升。较长的短纤维可能会导致涂层不均匀,造成局部浆料较多而没过短纤维头端,因此织物表面的毛羽含量较少,因而耐磨性能与长度较短的短纤维增强涂层织物相比略有下降。

表2 垂直纤维阵列改性涂层织物的耐磨测试结果
2.4 力学性能分析
表3为涂层织物的断裂强力、剥离强力及撕裂强力测试结果。
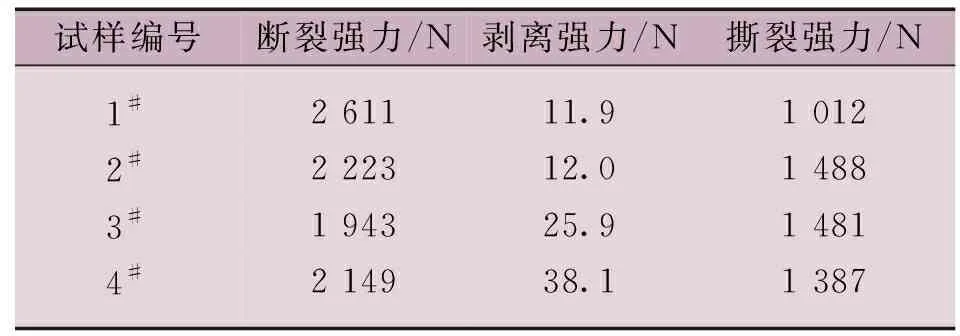
表3 垂直纤维阵列改性涂层织物的力学性能测试结果
2.4.1 断裂强力
由表3中涂层织物断裂强力测试结果可以看出,纯涂层织物的断裂强力为2 611 N,稍高于短纤维改性的涂层织物。短纤维植入后涂层织物的断裂强力略有下降,主要是因为:一方面,拉伸方向垂直于植入基布的短纤维,因此短纤维对织物的拉伸性能贡献不大;另一方面,植绒不匀导致涂层不均匀,织物出现弱节,而测试时试样断裂常发生在弱节处,因而植入短纤维后涂层织物的断裂强力下降。短纤维越长,涂层时纤维间隙吸附的浆料越多,涂层越不易做到均匀,涂层织物的断裂强力越低。
2.4.2 剥离强力
由表3中涂层织物剥离强力测试结果可以看出,垂直纤维阵列改性涂层织物的剥离强力相比纯涂层织物有明显提高,从11.9 N提高到38.1 N。其中,短纤维长度为1.2 mm时,涂层织物的剥离强力最大,提高了220%。原因是涂层织物上的纤维绒毛在一定程度上起到了固定基布与涂层浆料的“销钉”作用(图2),且随着短纤维长度的增加,基布与涂层间的作用力提高,导致涂层织物的剥离强力更大。剥离强力的显著提高表明垂直植入的短纤维可增强涂层织物在短纤维长度方向上的剥离性能。
2.4.3 撕裂强力
与纯涂层织物相比,垂直纤维阵列改性涂层织物的撕裂强力也明显提升,从纯涂层织物的1 012 N提高到1 488 N(表3)。其中,短纤维长度为0.5 mm时涂层织物的撕裂强力最大,提高了47%。植入更长的短纤维后,易导致涂层不均匀,进而造成撕裂过程中织物截面受力不均匀,出现弱节,因此短纤维长度增加,涂层织物的撕裂强力反而略有下降。
3 结论
本文选取3种长度的PA短纤维,通过静电植绒方法将其植入涂覆有PVC混合涂层浆料的涤纶长丝机织物表面,获得垂直纤维阵列改性涂层织物。采用扫描电子显微镜和高倍显微镜对垂直纤维阵列改性涂层织物进行观察,并对其耐磨性能、断裂强力、剥离强力及撕裂强力等进行测试与表征,得到下述结论。
(1)涂层后短纤维绒毛大多仍保持静电植绒时的垂直阵列状态,与少量倒伏的短纤维一起被“锁定”在涂层内部。
(2)与不添加短纤维的纯涂层织物相比,垂直阵列纤维的“销钉”作用提高了涂层织物的力学性能。相比纯涂层织物4.55%的质量损失率,垂直纤维阵列改性涂层织物在耐磨性测试中的质量损失率大幅下降,降低至1.16%~1.60%。其中,0.5 mm长的短纤维增强的涂层织物的质量损失率最小,与纯涂层织物相比下降了75%。
(3)短纤维在涂层中的垂直阵列提高了涂层织物的剥离强力,由纯涂层织物的11.9 N提高到38.1 N。其中,短纤维长度为1.2 mm时涂层织物的剥离强力最大,相比纯涂层织物提高了220%。
(4)涂层织物的撕裂强力从纯涂层织物的1 012 N提高至1 488 N,其中,短纤维长度为0.5 mm时涂层织物的撕裂强力最大,相比纯涂层织物提高了47%。
(5)涂层中垂直阵列的短纤维绒毛对织物的拉伸力贡献不大,添加短纤维易造成植绒和2次涂层后绒毛间隙内吸附的浆料量不均匀,导致涂层织物的断裂强力下降。
