铅精矿协同铅膏、铅玻璃吹氧熔炼脱硫试验研究
2023-01-16宋锦波郗文龙牛丽萍刘素红
宋锦波, 郗文龙, 牛丽萍, 刘素红
(1.东北大学 冶金学院, 辽宁 沈阳 110819;2.河南豫光金铅股份有限公司, 河南 济源 459000)
铅具有良好的物理化学性能,在电磁屏蔽、铅蓄电池、化学防腐等领域应用十分广泛。 我国是铅金属生产第一大国,铅产量约占世界产能的50%,居世界首位。 随着高品位的硫化铅精矿越来越少,铅基固废作为重要的二次铅资源越来越多地被用作铅冶炼的原料。 我国乃至全世界84%的铅产量都用于生产铅蓄电池[1],目前铅蓄电池正处于报废高峰期,全国每年理论报废量超过600 万t[2]。 铅膏是铅蓄电池报废产生的重要二次铅资源,其成分主要为PbSO4、PbO2,还有少量的PbO 以及金属铅[3-4]。 因为PbSO4分解温度及熔点都比较高,且PbO2有强氧化性,一般较难处理[4-5]。 目前的处理手段主要有湿法预脱硫-火法熔炼、直接火法还原熔炼等,但湿法预脱硫-火法熔炼脱硫率有限且成本较高[6],直接火法还原熔炼存在烟气含硫达不到制酸要求、铅回收率低等缺点[7-8]。 铅玻璃主要来源为阴极射线管(CRT),随着我国显像管和平板显示的快速发展,从20 世纪90 年代我国就逐渐出现了CRT 电子显示产品的报废增长趋势,累计拆解产生近千万吨的CRT 含铅玻璃[9]。 不同的铅玻璃成分差别很大,其含铅量从4% ~78%不等[10],如果处置不当,其含有的铅元素可能会溶出,对环境造成危害。 传统处理方式包括固化填埋、制备复合材料、真空碳热还原技术等[11],但固化填埋和复合材料制备并未真正解决铅的溶出问题,真空碳热还原技术条件较难实现,且经济性不高,未见广泛应用[12]。
将铅精矿与铅膏、铅玻璃协同熔炼,可利用PbS 与PbSO4的反应降低PbSO4分解所需的温度[13],利用硫化矿自热熔炼的特性也可减少铅膏熔炼的能量消耗,铅膏中的S 也能得到充分利用;另外,铅玻璃含二氧化硅较多,也可代替部分石英砂。 因此,协同熔炼兼具环保效益和经济效益,但协同熔炼的产物为高铅渣,若在熔炼过程中脱硫不彻底,将影响高铅渣还原时的渣含铅和烟尘率水平[14]。 不同的氧气流量、温度均会对硫的反应平衡产生重大影响,铁硅比和钙硅比是火法炼铅过程中对炉渣成分进行调节的重要参数[15],本文将从氧气流量、温度、铁硅比和钙硅比几个方面研究协同熔炼过程的脱硫规律。
1 试验原料和方法
1.1 试验原料
所用原料为河南某冶炼厂的铅精矿、铅膏及铅玻璃,其成分见表1。 各原料的XRD 图谱见图1。根据各种物料化学成分和XRD 图谱可知,铅精矿的主要成分为PbS,还有少量的Zn、Cu、Fe 等,主要也以硫化物形式存在。 铅膏中的铅主要以PbSO4为主,少量以PbO2和PbO 形式赋存,铅玻璃主要成分为SiO2、K2O、Na2O、PbO 等,以及少量的Zn、Fe 和S等。 其XRD 图谱中无特征峰出现,在20° ~40°之间出现驼峰,可以认为铅玻璃是无定形结构的非晶态固体。 CaO、SiO2、FeS 等试验试剂均为分析纯。

表1 各实验原材料的主要化学成分Table 1 The main chemical composition of each experimental raw material wt%

图1 原料XRD 图谱Fig.1 XRD pattern of raw materials
1.2 实验方案
将各试验原料、熔剂按照一定配比制成混合料并混合均匀。 其中,铅膏质量占总量的10%,铅玻璃质量占总量的5%,通过调整铅精矿1、铅精矿2和CaO、SiO2、FeS 等试剂的配比,设计出不同铁硅比和钙硅比,且其他元素含量保持相对稳定的混合料,如表2 所示。 试验装置如图2 所示,主要由气源、二硅化钼炉和烟尘处理装置组成,所用坩埚和喷吹管为刚玉材质,SO2吸收瓶内置NaOH 溶液。
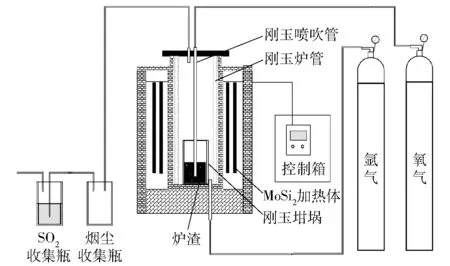
图2 试验装置Fig.2 Experimental setup

表2 混合料成分Table 2 Mixture components
1.3 试验步骤
1)将铅精矿、铅膏和铅玻璃分别在烘箱里120 ℃下烘干24 h 去除所含水分,然后研磨成粉末,检验其成分。
2)使用研磨后的精矿、铅膏和铅玻璃粉末搭配分析纯FeS、SiO2和CaO 试剂,配制如表2 所示的9种成分的混合料并混合均匀。
3)取配好的混合料100 g 放入刚玉坩埚(外径42 mm(内径36 mm) ×125 mm)中,在二硅化钼炉中进行升温,升温速率为5 ℃/min,在升温过程中从炉体底部通入氩气,氩气流量为0.2 L/min,压力为0.2 MPa。
4)升温至预定温度后,恒温5 min,然后将刚玉喷吹管(外径8 mm(内径5 mm) ×1 000 mm)从顶部插入至高温熔体内,喷吹氧气进行脱硫,氧气压力为0.2 MPa,氧气流量在单因素实验中确定。 喷吹过程中每5 min 取渣样一次,用碳硫仪检测其含硫量。
5)喷吹氧气至25 min,停止喷吹,取终渣水碎。采用碳硫仪检测渣中含硫量,并采用XRD 衍射仪分析物相组成。
以脱硫速率和脱硫率(R)作为衡量脱硫效果的重要指标,脱硫速率可用炉渣中硫的质量分数减小的快慢程度来表现,脱硫率(R)按式(1)进行计算。

式中:m0表示反应前的炉料总质量;mslag表示反应之后的炉渣质量;ω(s)0反应前的炉料含硫的质量分数;ω(s)slag表示反应之后的炉渣含硫的质量分数。
文中铁硅比和钙硅比分别按式(2)和式(3)进行计算。
式中:ω(Fe)、ω(SiO2)和ω(CaO)分别为炉渣中Fe、SiO2和CaO 的质量分数。
2 试验原理
在吹氧高温熔炼过程中,炉渣内主要发生的反应有以下几种[12-13]。
1)金属硫化物氧化反应。

根据反应式(11) ~(14)的标准吉布斯自由能(图3),可以看出PbSO4单独分解需要的温度很高(1 300 ℃以上),而与PbS 的交互反应所需温度则要低得多。 因此,硫酸铅中S 的去除需要靠与PbS发生交互反应来实现。

图3 PbSO4参与反应的ΔGθ-T 图Fig.3 ΔGθ-T diagram of reaction involving PbSO4
从反应式可以看出,S 主要在金属硫化物氧化反应和PbSO4与PbS 的交互反应中以生成SO2的形式脱除。 在金属硫化物氧化的过程中,氧气作为氧化剂参与反应,当氧气流量增加时,一方面渣中氧势增加,促进反应平衡向生成SO2的方向移动,使炉渣中的S 减少,另一方面氧气流量的增加可以增大湍动能,使得熔体内部搅动更加剧烈,增大了炉渣与氧气的接触面积,强化了脱硫反应的动力学条件。 因此,增加氧气流量有利于金属硫化物中S 的脱除。但PbS 的减少,又可能会对其与PbSO4的反应平衡造成影响。 且根据FactSage 8.0 计算结果,氧气浓度的增加对PbSO4分解起抑制作用,因此氧气流量对脱硫率的影响需要进一步通过试验验证。
3 试验结果与讨论
3.1 氧气流量对脱硫率的影响
采用1#混合料进行熔融吹氧脱硫试验,当反应温度为1 200 ℃,采用不同氧气流量时的炉渣S 质量分数随时间的变化见图4,反应25 min 后炉渣的脱硫率见图5。 可以看出炉渣S 的质量分数随着氧气流量的增加而减小,当氧气流量从1.2 L/min 提高到1.6 L/min 时,反应25 min 后的炉渣含S 质量分数从2.44%降低到1.51%,脱硫率从87.31%提高到92.30%,当氧气流量继续增加到2 L/min 时,脱硫速度仍有小幅提高,但最终脱硫率相差不大。为了提高脱硫率和氧气利用效率,后续试验过程中氧气流量均采用1.6 L/min。

图4 不同氧气流量下的炉渣含硫质量分数随时间的变化Fig.4 Variation of slag sulfur mass fraction with time for different oxygen flow rates

图5 脱硫率与氧气流量的关系Fig.5 Relationship between desulfurization rate and oxygen flow rate
3.2 温度对脱硫率的影响
采用混合料1#在不同温度下进行熔炼,炉渣中S 的质量分数随时间的变化情况如图6 所示;在反应25 min 条件下,炉渣的脱硫率与温度的关系见图7。在1 100 ~1 200 ℃范围内,随着温度的升高,熔渣脱硫速率显著增加。 当反应时间25 min熔炼温度1 100 ℃时,脱硫率为80.47%,在熔炼温度为1 200 ℃时,脱硫率提高至92.55%,温度高于1 200 ℃后,继续提高反应温度,脱硫率增加幅度较小。 含铅渣的挥发率随温度和渣中铅含量增加而增加,且在高温时挥发明显增大[16],为了达到较好的脱硫效果且尽量减少含铅化合物的挥发,后续试验均采用1 200 ℃作为试验温度。
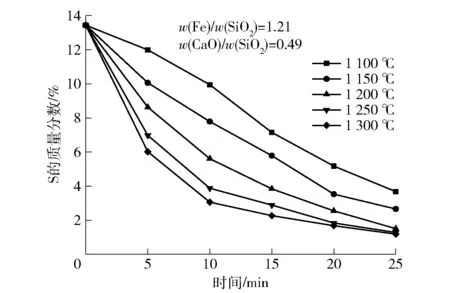
图6 不同熔炼温度下的炉渣含硫质量分数随时间的变化Fig.6 Variation of sulfur mass fraction of slag at different temperatures with time
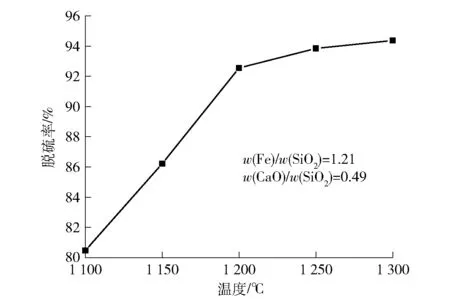
图7 脱硫率与温度的关系Fig.7 Desulfurization rate as a function of time
3.3 铁硅比对脱硫率的影响
在1 200 ℃条件下不同铁硅比的炉料(1#~5#)熔炼吹氧脱硫过程中炉渣S 质量分数随时间的变化见图8;在反应25 min 条件下炉渣的脱硫率与铁硅比的关系见图9;不同铁硅比的炉渣XRD 图谱如图10 所示。

图8 不同铁硅比的炉渣含硫质量分数随时间的变化Fig.8 Variation of sulfur mass fraction of slag with time for different ω(Fe)/ ω(SiO2)
图8、图9 表明,在反应25 min 条下,当铁硅比从0.60 增加到0.97 时,炉渣S 质量分数基本都在1%以下,脱硫率在95%以上。 铁硅比继续增加到1.37 时,炉渣S 质量分数增加到1.82%,脱硫率降低到90.47%。 结合XRD 图谱(图10)分析,在低铁硅比条件下,熔渣中主要物相为铁橄榄石相(Fe2SiO4),当铁硅比增加至0.97 时,出现锌铁尖晶石相(ZnFe2O4)。 范艳青等[17]研究高铅渣的还原过程时也发现了在铁硅比为1.66 的高铅渣中存在ZnFe2O4相,与本试验结果相吻合。 尖晶石熔点较高,会导致炉渣里有固相析出,造成炉渣黏度增加,从而导致脱硫率降低,因此建议铁硅比保持在0.97以下。
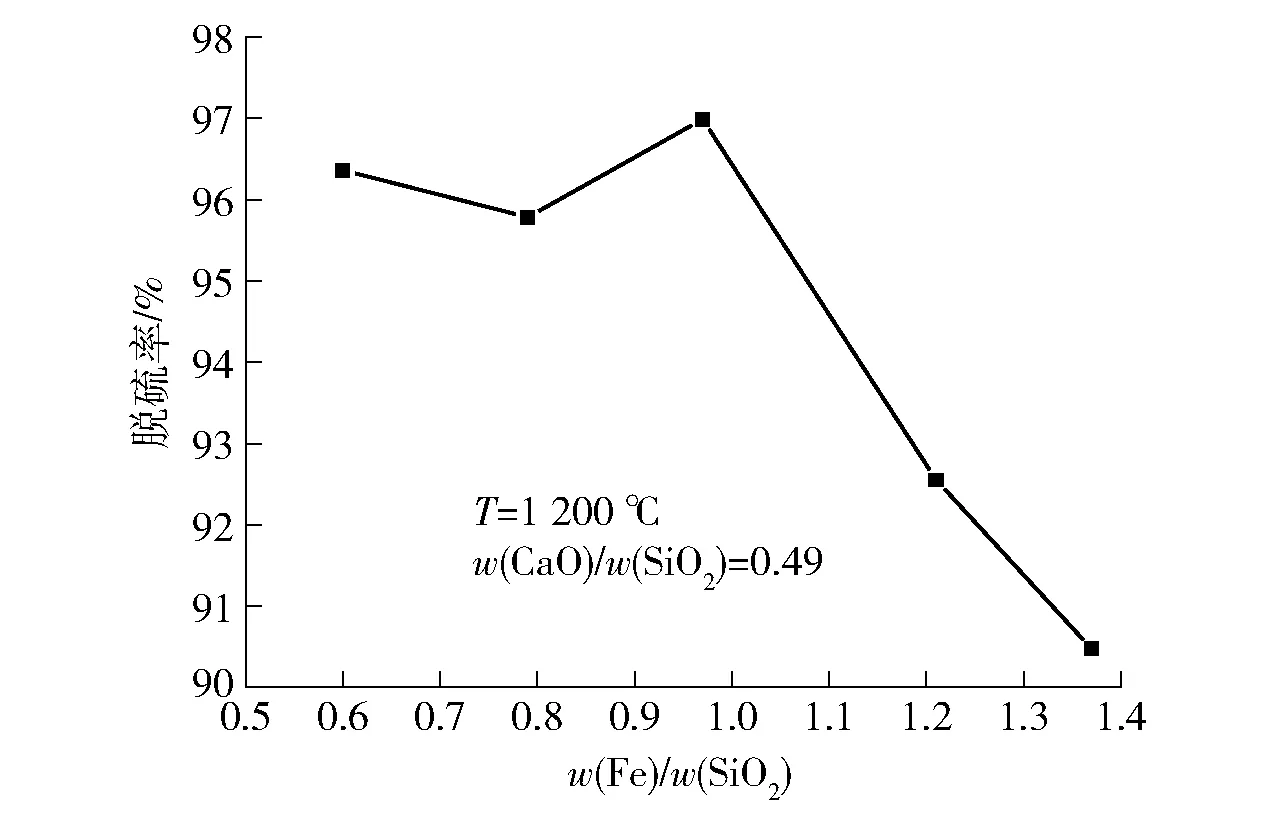
图9 脱硫率与铁硅比的关系Fig.9 Relationship between desulfurization rate and ω(Fe)/ω(SiO2)

图10 不同铁硅比的炉渣XRD 图谱Fig.10 XRD patterns of slag with different ω(Fe)/ω(SiO2)
3.4 钙硅比对脱硫率的影响
在1 200 ℃下,不同钙硅比的混合料(1#、6#~9#)在熔融吹氧脱硫过程中炉渣S 的质量分数的变化情况见图11;在反应25 min 条件下,炉渣的脱硫率与钙硅比的关系如图12 所示。

图11 不同钙硅比的炉渣含硫质量分数随时间的变化Fig.11 Variation of slag sulfur mass fraction with time for different calcium to silicon ratios

图12 脱硫率与钙硅比的关系Fig.12 Relationship between desulfurization rate and calcium to silicon ratio
从图11 ~12 可以看出,当钙硅比在0.22 ~0.49 范围内,随着钙硅比的增加,渣中硫含量降低,脱硫率升高;当钙硅比为0.49 ~0.87 时,脱硫率降低。 当钙硅比较低时,大量的SiO2会聚合成结构复杂的阴离子团,使炉渣的黏度升高。 这是因为随着钙硅比的增大,高温下CaO 分解出的自由氧离子的数量不断提高,渣中硅酸盐阴离子团遭到破坏,使其结构不断趋向简单化,因此,炉渣黏度得以减小,进而使炉渣的脱硫率不断增加[15]。 当钙硅比为0.49时,此时渣中硅酸盐聚合阴离子团大部分已解聚为简单结构单元。 结合XRD 图谱(图13)可知,当钙硅比继续增大时反而易析出硅酸二钙等高熔点物质,导致渣中部分固态组分增多[18],导致炉渣黏度不断增加,脱硫率也相应降低。 以上分析得出:适宜的钙硅比在0.49 左右。

图13 不同钙硅比的炉渣XRD 图谱Fig.13 XRD patterns of slag with different calcium to silicon ratios
4 结论
本文通过实验室吹氧熔炼的方式,研究氧气流量、反应温度、铁硅比和钙硅比等因素对铅精矿协同铅膏、铅玻璃氧气脱硫过程的影响,得到以下结论。
1)氧气流量的增加有利于提高炉渣的脱硫率。采用1#混合料,在氧气流量1.6 L/min、反应时间25 min条件下,脱硫率可达到92.55%,继续增加氧气流量时脱硫速率增加,但脱硫率并没有明显增加。
2)升高温度有利于提高脱硫率。 在铁硅比1.21、钙硅比0.49 条件下,反应温度从1 100 ℃升高到1 200 ℃时,脱硫率由80.47%增至92.55%,继续提高温度脱硫率变化不大。 为了获得较好的脱硫效果且尽量避免高温带来的挥发问题,选择合适的熔炼温度在1 200 ℃左右。
3)在铁硅比≤0.97,反应温度为1 200 ℃时,脱硫率在95%以上;当铁硅比继续增加时,渣中出现锌铁尖晶石相,炉渣黏度增加,脱硫率降低。 铁硅比应当控制在0.97 以下。
4)钙硅比对协同熔炼脱硫过程影响较大,钙硅比由0.22 增加到0.87,炉渣脱硫率先升高后降低。在钙硅比为0.49 时,脱硫效果最好,最终渣含硫降至0.61%,脱硫率达到96.99%。
本文研究表明铅精矿可以协同铅膏、铅玻璃吹氧熔炼,在合适条件下能达到较好的脱硫效果。 文中所探究的脱硫率影响规律,可为铅冶炼实践提供参考。