板坯连铸焊丝打号机故障分析及处理
2023-01-12马钢第四钢轧总厂吴慧平
◇马钢第四钢轧总厂 吴慧平
介绍了焊丝打号机的基本结构以及系统核心部件的工作原理,分析了在使用过程中常见的故障,提出了对应的处理措施,保障了打号机稳健运行。
1 前言
在生产过程管理体系中,板坯号关联了板坯生产时间、炉号、铸机流号、规格、品种等相关信息,是铸坯的唯一标识。将板坯号清晰准确地打印在铸坯上是生产物流管理的关键环节,便于质量跟踪及可追溯性管理,可以有效防止混号事件的发生,为高温铸坯热装、热送提供了必要条件。本单位焊丝打号机采用计算机管理控制,电控驱动方式,根据二级通讯编码信息,由PLC转换成相应的控制逻辑,输出一系列的控制信号,驱动喷头,送丝起弧,喷出相应的字符轨迹到铸坯端面,在铸坯表面留下板坯号。打号机是一种自动化程度高、结构复杂的先进设备,具有机、电、气集于一身的技术和知识密集等特点,在使用过程中,通过统计、分析常见故障,制定预防性措施从而降低打号机故障率,对铸坯的信息管理具有重要的作用。
2 打号机结构
打号机总体由控制系统、上位机、操作箱和机身四个部分组成。
(1)控制系统如图1所示,控制柜安装在操作室内,包括电源配电、PLC控制、驱动器、变频器、继电器等电气元件。PLC采用西门子S7-300系列的可编程逻辑控制器,配备FM357位置控制模块,CP343以太网通讯模块。柜内使用科尔摩根S600系列的驱动器控制大车横移及X轴上下Y轴左右动作,西门子G120系列的变频器控制大车纵移动作,继电器控制气动阀,接触器控制焊机电源从而控制起弧,接近开关、光栅、限位等信号检测元件输入至输入模块参与控制与监测。

图1 打号机控制系统图
(2)上位机采用研华工控机,Intel双核CPU,安装西门子step7调试软件,配备画面上位机软件,如图2所示,实时监控X轴、Y轴及Z轴位置、铸坯板坯号信息以及电机、变频器、功能模块、机身等主要设备的运行状态,可操作电源开关及电机使能,设置字高、间距、符数、速度等参数,查询铸坯打号、事务操作、报警或异常记录。

图2 打号机上位机监控画面
(3)操作箱采用西门子触摸屏显示打号机的状态,操作箱按钮开关可以选择远程本地模式,以及进行送丝、调零、机身左/右、喷头左/右、机身前/后、喷头上/下、复位、紧停等手动操作。
(4)机身由龙门架、横移小车、机身框体、喷涂机构、送丝装置、十字平台、位置检测单元、除鳞器等组成。龙门架主要起支撑整个机身的作用,并为机身横向运动提供导向和定位装置。横移小车采用横移电机组件上的伺服电机驱动,通过齿条传动,利用导向轮在滑轨上进行横移。机身框体作为基础件,自动检测装置、除鳞装置、喷涂机构、送丝装置、冷却装置安装在机箱里面,通过纵移驱动组件上的变频电机驱动,通过齿条传动实现纵移。喷涂机构的电极夹头与电弧电源输出正负级电缆连接,压缩空气接头与主气管连接,金属丝经过导电铜管至喷嘴,在焊机的直流高电压下起弧。送丝装置由丝盘和送丝架组成,工作时左右丝盘在喷枪的拉动下同时送丝。十字平台是电弧喷涂系统中喷枪的控制机构,XY两轴的上下左右运动可形成需要的标识字符。通过位置检测杆受压回缩,接近开关检测铸坯位置。除鳞器通过电机驱动除鳞头旋转将铸坯表面附着的氧化皮除落。
3 打号机设计参数
打号机负荷容量约17kVA,系统用电为三级负荷。压缩空气总消耗量约为2.0Nm3/min,压力:0.5~0.6MPa,压缩空气品质为洁净气。打号机工作周期一般不超过75秒,满足铸机每流出坯最短间隔时间按拉速2.2m/min,定尺8m计算的要求。打号机主要设计参数如表1所示。

表1 打号机主要设计参数
4 打号机工作周期及原理
为了缩短打号周期,板坯称重时,打号机开始预动作,行驶至预打号位。打号机收到铸坯到达信号后,横移装置启动带动机身横移,通过打号机侧面检测光栅检测到铸坯边缘,机身伺服电机编码器记录板坯边缘位置,再根据二级铸坯宽度信息,编码器定位机身横移位置,横移到位后机身纵移,位置检测杆滚轮接触到钢坯标识面,检测杆受压回缩,第一个接近开关感应到后机身减速前进,第二个接近开关感应到后机身停止前进。纵移到位后启动除磷装置,板坯端部氧化皮出去之后,送丝电机将两根成一定角度的金属丝均匀连续地送进到导电嘴中,同时启动焊机,在直流高压电作用下,金属丝接触端短路瞬间起弧,释放的热量不断地熔化持续送进的金属丝并在高速压缩空气作用下形成细小的微粒喷射出去,伺服控制系统根据设定的字符串控制十字平台X轴Y轴的运动轨迹,在铸坯端部打印板坯号,打号周期结束后回原始位。打号机核心的工作原理就是使金属丝在直流高压电下短路,瞬间起弧融化金属丝,在压缩空气作用下将其雾化并喷射至铸坯端面。
5 打号机故障分析及处理
通过统计最近几年打号机的故障类型与次数,绘制打号机故障的Pareto图,如图3所示,发现打号机故障主要问题为堵丝故障,故下面针对打号机堵丝故障进行分析及处理。
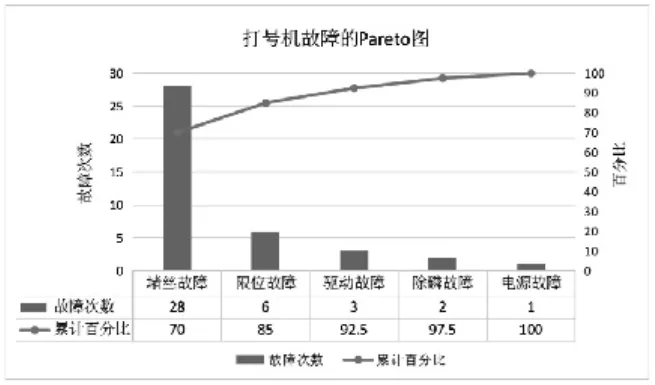
图3 打号机故障的Pareto图
焊丝交叉及起弧不好。①导电嘴松动:铝丝本身带有应力,导电嘴安装时若未拧紧,使用一段时间后会造成导电嘴松动,从而使铝丝相交不好。因此安装导电嘴时一定要使两个导电嘴在一个平面上,两根丝相交到一起;一定要用工具把导电嘴拧紧,加强点检,防止松动。②交点距离导电嘴口太远:铝丝本身带有应力,铝丝离开导电嘴后会朝某一方向弯曲,若两根铝丝弯曲方向相反,且交点较远时,偏差的距离过大会导致两根铝丝相交不好。调整时适当摇晃送丝管的位置,以调整送丝管的角度,使两根铝丝的弯曲方向趋向一致,此外现场将逐步使用加长型的导电嘴替换原有较短的导电嘴,减小交点到导电嘴口的距离。
送丝管阻力大。送丝管内部柔性金属管在送丝过程中会与铝丝不断摩擦,刮下铝丝表面的铝粉,长时间使用后铝粉堆积,增大送丝阻力,造成送丝不畅、堵丝。目前制定了半个月的清理周期,将送丝管拆下来,用压缩空气吹,将铝粉吹出,定期清理送丝管。
导电嘴烧坏。①送丝速度过快,铝丝起弧熔化需要的连续电流负荷较大,易造成铝丝与导电嘴放电粘接;另外丝没有完全熔化,因导电嘴到坯的距离就2.5CM左右,如果丝没有完全熔化丝就会顶到坯子上,引起后来丝送不出来而引起堵丝;可以调送丝速度板旁边的的电位器,逆时针减小,顺时针增大,调到输出电压在6V左右。②使用一段时间后导电嘴前端磨损,与铝丝放电烧坏导电嘴;定期检查导电嘴磨损情况,出现问题及时更换。
起弧中断。①焊机输出电缆在导电嘴处连接松动。定期紧固导电嘴处连接电缆。②焊机内部的电流检测模块损坏导致在规定时间内检测不到起弧致使打号中断。定期清理焊丝内部积灰,通过监控PLC程序,检查起弧检测状态。
6 结束语
通过打号机常见故障的分析及预防性维护措施的实施,目前打号机运行非常稳定。清晰美观的板坯号有助于铸坯信息的管理,满足了生产的需求,提升了产品质量。