一种车床自动钻孔夹具的设计
2023-01-11徐小龙程大卫
徐小龙,程大卫
(安徽马钢重型机械制造有限公司 安徽马鞍山 243000)
1 概述
车工在车床上都是利用尾座套筒孔内装上钻头,然后人力手摇套筒移动来钻孔的,这是非常辛苦的体力劳动,尤其在孔径大、长度深(250 mm以上)的工件钻孔。因为手摇钻孔深度5-10 mm便要松开尾座紧固螺栓,后推沉重的尾座体进行退屑冷却,再前挂尾座体至原位置,紧固尾座螺栓,在继续钻孔5-10 mm,再松螺栓退屑。这样反复数十上百次操作,至钻孔深度达图为止。几件工件孔钻下来,人便汗流浃背、疲惫不堪。我受到车床自动走刀切屑启发,发明制作了一件非常简单的钻头夹具,装在车床小刀架上,机床自身不作任何改动便可自动走刀钻孔。
2 自动钻孔夹具的设计
图1是按CW6180车床小刀架设计加工制作而成的。
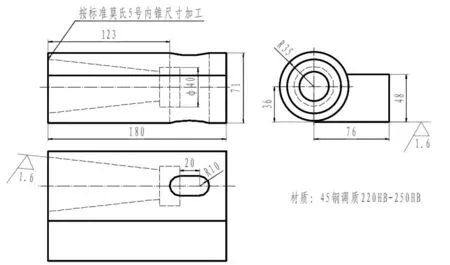
图1 自动钻孔夹具
1.按图1尺寸(除莫氏5号内孔及腰形孔外),上刨床将各面加工达图。
2.上划线平台按图1精确划出莫氏5号内孔中心点及大径外圆线,划出腰形孔线。
3.将划好线的夹具体装在四爪卡盘上,划线圆端面对着机床尾座方向,并精确校正划线圆与机床旋转轴心线同心,并保证各面与机床轴心线垂直或平行。
4.在尾座孔内装上合适的钻头,钻出莫氏5号内锥孔小径,后在刀架上装上刀具车出内锥孔及退刀槽部分。最后,用标准莫氏5号外锥绞刀进行铰孔,以提高内孔表面粗糙度。
5.卸下夹具,上铣床铣出腰形孔。至此钻头夹具加工完成。
3 自动钻孔夹具的使用方法
1.切削用量的选择。根据孔径大小,加工材质硬软不同,切削速度大约选择10 m/min-40 m/min,进给量0.2 mm/r-0.5 mm/r。
2.将夹具锥孔端面朝向卡盘方向压紧在CW6180车床小刀架上,夹具锥孔内装上合适的钻头就可以使用了。
3.对于要钻孔径较大(30-65 mm)长度在200 mm以内的工件,首先选择好切削用量,并开转机床,用手移动机床大拖板和中拖板,直接将钻头尖轻碰工件端面旋转中心点位置停止,这时操作者左手抓住车床大拖板和手轮,向工件方向轻轻用力进给,同时操作者右手抓住中拖板手轮,横向左右微量移动,眼看钻头中心点与机床旋转中心点重合,钻头两切削刃均匀排屑,即可停止右手操作,左手继续缓慢进给5 mm左右,看钻头是否稳定,没有跳动即可停止手动进给。改为机床自动进给,同时打开冷却液对着钻头连续充分冷却,直至钻孔深度达图为止,最后快速将大拖板反向退出钻头,这时中拖板手轮不能动,卸下工件,再装第二件工件钻孔。重复上述步骤,这时中拖板手轮不需调整。
4.对有些长轴类零件,一端或两端要钻较长(300 mm以上)的中心油孔或中心通水孔时,先将轴一端用卡盘夹住,另一端用中心架支撑住,并找正调好中心,这时准备两根同直径钻头,一根普通短钻头,一根加长钻头。有效长度要大于所钻孔深度20 mm左右,先用短钻头装在夹具孔内钻孔,方法同上条,钻头钻到位时,机床快速电机反向退回,卸下钻头,换上加长钻头。用手摇大拖板手轮,将钻头摇进先钻的孔内,估计深度快到孔底时,缓慢靠上,并停止手轮移动。这时,找一块10mm左右的厚刀垫,紧帖机床三角形导轨底边平行放置,刀垫一端头靠上大拖板,做为快速移动大拖板时位移参照物,这时即可自动进给钻孔,同时眼看大拖板刻度盘数值,一次进给5 mm-20 mm左右(视钻头螺旋槽长短而定),后机动快速反向退出钻头,清除铁屑,再机动快速正向将钻头开进所钻孔内,同时眼看大拖板左端面与刀垫端头距离在20 mm左右时,及时停止快速移动,改为手动大拖板轻轻靠上孔底,再进行机动进给5 mm-20 mm,在快速返回,如此反复,直至钻孔深度达图为止。
5.对于图示孔径较大的通孔,所供毛坯又无孔时,可利用此夹具进行钻扩孔,先用直径40 mm左右的钻头,将工件钻成通孔,后装上合适锥柄镗杆刀孔内,就可以扩孔了,方法同钻孔相同,最大直径可扩到100 mm左右。这样便于使用刚性好的大直径刀杆精车。
4 使用夹具钻孔时的注意事项
1.钻直径20 mm以下、长度又较深或无顶尖孔轴类时,可先在夹具内装上中心钻,钻出中心孔,后再钻孔,这样能保证钻头定心稳定。
2.用加长钻头钻孔时,要精心操作,尤其快速移动钻头进孔时,一定要看清大拖板与参照物刀垫间的距离,快到时,及时停止快速而改为手动,绝不能将钻头撞上孔底端面,另外,一次自动进给不能过长,以防铁屑过多挤死,折断钻头,所以一定要勤于退屑。
3.钻孔时,冷却液要连续和充分。
4.如将此夹具在其它不同规格的车床上使用,首先要精确调整夹具上钻头的中心点与机床旋转中心点重合,简单的方法是:准备两个新的死顶尖,分别装在主轴套孔内和夹具孔内,然后将两顶尖靠近,两顶尖间距1 mm左右,看高低,如果不一样高,用刀垫调整装在刀架上夹具的高低,直至两尖等高,既可装钻头钻孔了。
上述自动钻孔夹具,熟练掌握使用方法后,较人工钻孔省时、省力,效率提高了3-5倍以上,对于孔径大,深度长,数量多的工件钻孔,效率提高更为明显,能节省更多时间,加工更多的零件,一年直接和间接产生的经济效益数十万元。此夹具经使用,效果很好,值得推广使用。
