基于智能控制的机电一体化系统设计
2023-01-07李琳琳
李琳琳
(河南金马中东能源有限公司电仪计量部 河南 济源 459000)
0 引言
机电一体化主要是在参照动力功能、控制功能等相关功能的基础上,提出一种新型、先进的微电子技术,并使用相关软件,将机械装置与电子装置进行有效的结合所构成机电一体化系统的总称。为了充分利用机电一体化智能化控制优势,提高机械设备的精确度和功能性,实现对系统结构的有效简化,现以“捅风眼机自动控制系统设计”为例,加强对机电一体化系统的科学化设计。
1 机电一体化系统组成
机电一体化系统组成示意图如图1所示,从图1中可以看出,该系统主要是由以下几个部分组成:(1)机械本体。机械本体作为机电一体化系统的重要组成部分,通常会表现出较高的运动机械能力。机械本体在实际设计中,需要利用电子技术,确保机械运动变得更加智能化、高效化和柔性化,以完成机电一体化追求目标。(2)驱动部分。驱动部分在实际设计中,需要利用信息处理部分指令,确保驱动运动机械动作执行到位,驱动部分主要用到了以下三种驱动模式,分别是气动驱动模式、液压驱动模式和电动驱动模式。(3)检测部分。检测部分主要用于对运动机构等相关物理量的精确化检测[1],并向信息处理与控制部分安全、可靠地传输所需信息,为后期控制信息发送和处理提供相应的依据和参考。(4)信息处理与控制部分。信息处理与控制部分作为机电一体化系统核心组成部分,与人体大脑功能类似。将运动机械设置为该系统内部计算机处理和控制信息目标,通过利用运动机械[2],可以对使用传感器所检测到的数据信号进行存储、变换等处理。同时,利用接口,将执行命令发送到执行机构中,确保规定动作执行到位。(5)能源部分。能源部分主要用于为机电一体化系统提供源源不断的能量和动力,如电动、气动等[3]。
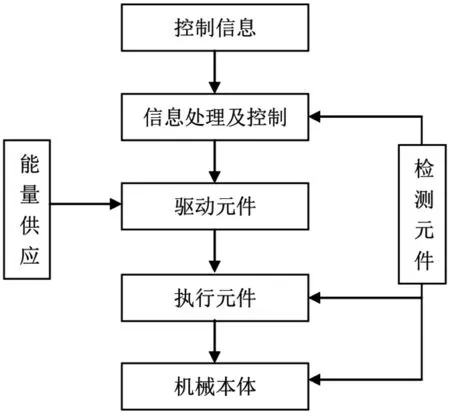
图1 机电一体化系统构成图
2 系统需求分析
2.1 系统工作模式
捅风眼机自动控制系统在实际设计中,通常需要用到以下几种工作模式:(1)压力模式。压力模式在实际运用中,要在充分结合所检测到的送风口压力大小的基础上,对其进行捅风眼处理。(2)时间模式。时间模式在实际运用中,需要结合所设置好的时间,在保证送风口压力处于安全范围的基础上,对其进行定时捅风眼处理。(3)请求模式。请求模式在实际运用中,需要操作者对捅风眼机处理是否到位进行全面的分析和判断。
2.2 系统功能需求
为了达到控制混合空气压力的目的,本文所设计的捅风眼机自动控制系统必须完成以下几个功能。(1)对模拟量信号、I/O 信号等外围信号进行全面化检测。(2)结合系统设计相关标准和要求,对系统功能逻辑进行科学设计,确保输出信号控制的科学性和合理性。(3)具有强大的人机交互功能,为用户提供简洁友好的操作界面,便于用户通过使用该界面,对系统实际工作状态进行全面的检查,为后期系统参数科学设置打下坚实的基础。(4)具有强大的信号连锁功能,在网络功能的应用背景下,向上位PC 机安全、可靠地传输响应的信号,从而实现对各个信号的连锁化控制,为后期系统工作状态等相关数据的全面化记录创造良好的条件。
2.3 系统控制需求
为了实现对捅风眼机自动控制系统的自动化、智能化控制,需要在保证风眼风压处于正常值的基础上,将上限、下限参数统一设置在0.10~0.20 MPa,当风压远远超过风压的最大值时,捅风眼机会自动进入到工作状态中,当风压低于风压最小值时,捅风眼机会自动暂停运行。另外,通过利用操作面板,可以有针对性地调节和设置风眼风压的上限参数和下限参数。同时,当任意一个风眼出现异常故障问题时,需要将其统一设置为不捅模式。对于炉体而言,在进行转动报警期间,捅风眼机会自动退出运行模式,并在第一时间内自动归位。在确保整个系统能够正常、稳定、安全运行的基础上,对多种工艺参数进行科学设置,从而提高系统的运行性能。将所需要的数据安全可靠地传输到可编程控制器中,由可编程控制器对所接收到的数据进行运算处理,然后,将处理好的数据显示在监控机屏幕上,监控机还负责对操作员指令的实时化接收,并将相关生产任务进行下达处理,便于后期更好地调整和控制生产工艺参数。
2.4 系统信号统计
为了保证捅风眼机自动控制系统设计的科学性和合理性,技术人员要将该系统信号输入组数、开关量输入个数、开关量输出个数分别设置为5 组、36 个、32 个,其中,信号输入模块主要用于对空气流量、鼓风压力、风眼机位置等信息的精确化输入,便于其他人员查看和调用。
3 系统硬件设计
控制系统硬件结构设计示意图如图2所示,从图中可以看出,系统硬件主要是由以下两个部分组成,一个是基础自动化级,另一个是过程控制级。控制系统在实际设计中,主要用到了总线方式,以实现对相关重要数据的全面化检测和控制,同时,还要利用设备总线,确保自动控制系统与设备之间保持良好的通信关系,这为后期数据传输和共享打下坚实的基础。
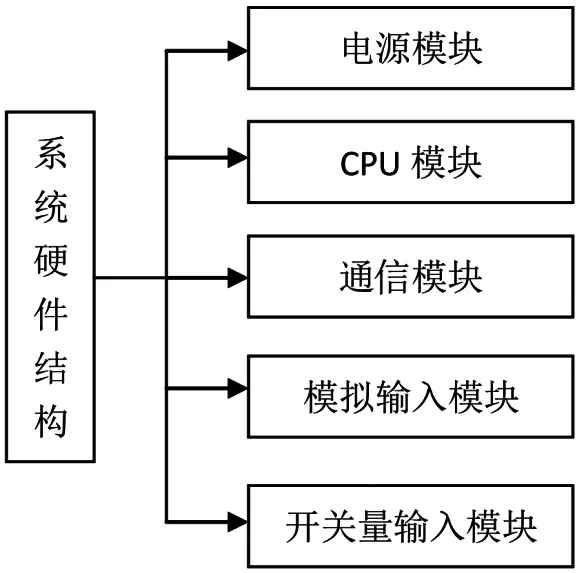
图2 控制系统硬件结构设计示意图
3.1 监控站设计
监控站作为捅风眼机自动控制系统硬件重要组成部分,在实际设计中,要将所选用的西门子工控机直接设置为所需要的监控站,同时,还要将总线网络与PLC 进行有效的连接,然后,利用控制模型,对各个控制系统进行统一化指导和管理。对于西门子工控机而言,在实际设计中,主要选用了工业机架式,不断地扩大电源范围[4],同时,还要利用图形显示卡,实现对各个以太网接口、声卡等各个零件的集中化管理,在此基础上,还要利用Windows 操作系统,对各个系统硬件进行统一化监控。工业控制计算机通常表现出以下几个特点:(1)实时化、智能化检测和控制工业生产过程,一旦发现工业生产出现异常问题,监控站会在第一时间内快速做出响应,提醒相关人员及时处理该异常问题[5],确保被控系统能够正常、稳定、安全地运行。工控机表现出适应含有粉尘、高温潮湿等恶劣环境的能力强、故障诊断性能高、简单易维护等特点,通过将其与相关控制装置进行充分结合,可以利用高级编程语言,为操作系统运行提供强大的支持。同时,监控站还表现出较为丰富的软件功能,通过将其科学地应用到工业智能化控制领域中,可以为用户提供极大的便利[6]。
3.2 操作站设计
操作站在实际设计中,主要用到了PLC 控制器,具有强大的通信功能,通过采用模块化设计思想,可以确保捅风眼机控制任务得以有效执行。另外,在充分结合I/O点数的基础上,严格遵循功能模块配置相关标准和要求,将多个机架进行充分结合,完成对以下几个模块的科学化设计。(1)数字输入模块。数字输入模块主要用于对开关的全面化、实时化检测。(2)数字输出模块。数字输出模块具有强大的实时控制功能和信号显示功能[7]。(3)模拟量输入模块。模拟量输入模块主要用于对多路输入信号的全面化检测,同时,利用该系统,可以实现对空气流量、鼓风压力、测距位置等信息值的精确化输入,从而保证数据采集任务能够落实到位。(4)接口模块。通过利用接口模块,可以将主机架与扩展机架进行充分结合,确保两者结合为统一整体。(5)通信模块。通信模块的设计和应用可以很好地满足多个传输接口使用相关标准和要求,并利用测距装置,完成对相关信号的安全化、可靠化传输[8],同时,还能与PC 机之间建立良好的连接关系,确保信号得以有效交换。
4 系统软件设计
为了充分发挥和利用智能控制相关技术的应用优势,提高机电一体化系统的稳定性和实用性,技术人员必须要严格按照系统功能模块设计相关标准和要求,完成对以下模块的科学化设计。这些模块在实际设计中,所选用的开发工具和开发语言分别为eclipse、JAVA,整个web 展示主要运用了以下三种技术,分别是 JSP 技术、Spring 技术和Hibernate 技术。
4.1 组态软件功能模块设计
系统在实际运行期间,通常需要借助组态软件,确保人机界面与用户之间形成良好的交互关系,同时,还要利用系统硬件输入设备,智能化监控工业对象。组态应用软件功能图如图3所示。图3中的控制对象是捅风眼机,以功能为划分原则,对组态应用软件进行划分,使其被划分为以下几个模块;(1)控制策略组态。结合系统设计需求,完成对捅风眼机控制策略的构建,同时,通过利用JAVA编程语言,完成对智能控制策略相关功能的编写和开发。(2)监控画面组态。在系统显示模块的应用背景下,通过利用相应的显示组件,可以实现对相关画面的自动化监控,同时,借助监控画面[9],可以实时化、智能化监控控制系统,一旦发现控制系统出现运行异常问题,系统监控画面会在第一时间内发出相应的报警声。(3)监控系统运行。运行模块在实际设计中,利用组态,就可以完成对组态数据库的自动化生成,便于后期更好地对控制回路进行全面化分析,从而实现对功能模块运行流程的实时化控制,在此基础上,通过利用运行模块所对应的控制子程序,可以确保监控系统能够正常、稳定、安全地运行。(4)数据库管理。数据库管理任务主要用于对相关实时数据的智能化管理,并为指定用户提供相应的访问接口,便于用户结合自身的实际应用需求,从实时数据库中,有针对性地调用和读取所需数据,另外,通过利用历史记录模块,可以从实时数据库中调取和应用所需要的实时数据,并严格按照相关标准和要求[10],将其科学地整理为相应的磁盘文件,并为用户提供强大的数据查询功能、接口传送功能和数据显示功能。最后,通过利用报表任务,可以从整理好的历史记录数据中调取有价值的数据,然后,按照相关标准和要求,将其整理成相应的文件,并做好对这些文件的安全化存储,便于后期用户有针对性地查询、打印和传送。

图3 组态应用软件功能图
4.2 组态软件菜单设计
组态应用软件在实际设计中,通常会涉及到以下三个组成部分;(1)首页。首页主要用于对压力模式、复合模式等工作模式的选取以及自动方式、手动方式等工作方式的选取。同时,首页还能用于对气体流量、炉内温度等控制工艺参数的实时化、全面化显示。(2)过程参数。过程参数主要用于对炉内损坏、未通过等风眼状态的显示以及自动方式、手动方式的选取结果的显示。(3)系统总貌。系统总貌除了可以用于对系统所有开关量信号的精确化显示,还能用于故障信号的检测,从而降低系统故障出现概率。
4.3 PLC 实现功能设计
捅风眼机自动控制系统在实际设计中,要利用PLC 主控制器,保证数据采集功能、信号交换功能的设计和实现效果。PLC 这一主控制器所实现的具体功能如下:(1)全面化检测和管控外围按钮和开关信号。(2)真实有效地显示信号交换结果以及控制输出数据。(3)可以准确无误地输入和管理空气流量、鼓风压力、测距位置等相关数据,并将各个A/D 转换分辨率统一设置为15 位,以达到满足相关控制标准和要求的目的。(4)严格按照传输接口相关标准和要求,安全、可靠地传输测距装置相关信号。
5 结语
综上所述,本文所设计的捅风眼机自动控制系统不仅可以实现对所需数据的准确化采集,还能智能化控制相关操作,有效地缩短了系统响应时间,数据传输性能完全符合相关标准和要求。另外,通过将PLC 主控制器和相关仪表作为现场设备进行使用,可以将现场总线与微机通信充分结合,从而完成对分布式监控系统的构建。由此可见,本文所设计的捅风眼机自动控制系统具有较高的应用价值和应用前景,值得被进一步推广和应用。
