数字化制作树脂暂时冠与Protemp 4树脂暂时冠边缘密合性的比较
2023-01-07张静莹何晓玲广东医科大学第二临床医学院口腔系广东东莞523820
魏 裕,张静莹,何晓玲(广东医科大学第二临床医学院口腔系,广东东莞 523820)
暂时修复体主要指牙体缺损或牙列缺损修复过程中,牙体预备完成至最终修复体戴入前为患者制作的过渡性临时修复体,包括暂时冠、暂时桥、暂时贴面、嵌体等,以暂时冠最为常见。暂时冠发挥保护活髓预备基牙免受机械、温度和化学刺激,可保持预备体牙颌面稳定性和邻面修复间隙,具有一定的咀嚼功能,在前牙区还发挥一定的美学诊断和发音功能[1],但粗糙不密合的边缘容易使菌斑沉积,对牙周支持组织造成损伤[2],因此暂时修复体除需具有良好的解剖生理外形外,还要有较好的边缘密合性。边缘密合性是指修复体组织面边缘到牙预备体肩台表面之间的垂直距离[3]。目前制作暂时冠的方法主要为直接法和间接法[4],随着目前口腔数字化制作的发展,采用CAD/CAM 切削和3D 打印制作更为精良的树脂暂时冠也成为可能,本研究选取CAD/CAM 切削和3D 打印数字化技术制作的树脂暂时冠、传统方法制作的Protemp 4 暂时冠,比较3 种树脂暂时冠的边缘密合度,为临床应用提供依据。
1 材料和方法
1.1 材料和设备
D700 三维扫描系统(3Shape,丹麦)、CAD/CAM切削机(xmill-500,中国深圳);沪鸽临时冠桥树脂块(沪鸽,中国山东),3D 打印机(UltraCraft A2D,中国广州)、打印光敏树脂浆料(沪鸽,中国山东);Protemp 4临时冠桥树脂材料(3M ESPE,美国),硅橡胶轻体(3M ESPE,美国),硅橡胶重体(3M ESPE,美国);标准树脂牙(理月模型,中国东莞);体视显微镜(ZEISS 公司,德国)。
1.2 方法
1.2.1 实验分组 选择需标准树脂牙体90 颗,由同一位医生按统一标准(全瓷冠预备标准)进行牙体预备,制备深凹槽边缘,边缘宽度1 mm,聚合度为6~8°。将预备好的90 颗牙分为CAD/CAM 切削组,3D 打印组和Protemp 4 组,每组30 个。
1.2.2 树脂暂时冠的CAD 设计 采用3shape 扫描仪对上述预备完成的基牙进行三维扫描(图1),并通过配套的3shape 设计软件对11 基牙的暂时冠进行数字化设计(图2),然后再将设计完成的暂时冠数据以STL格式保存。

图1 牙体预备后进行扫描
图2 数字化设计的暂时冠
1.2.2.1 CAD/CAM 切削制作树脂暂时冠(图3)将树脂冠STL 文件输入CAD/CAM 切削设备,通过CORITEC 450i CAD/CAM 高速铣床切割沪鸽临时冠桥树脂块,直接制作完成CAD/CAM 树脂暂时冠30 个。

图3 CAD/CAM 切削制作树脂暂时冠
1.2.2.2 3 D 打印制作树脂暂时冠(图4)将设计的树脂冠STL 文件输入3D 打印系统,采用立体光固化技术(SLA)制作树脂暂时冠。其具体步骤为:首先工作台铺满暂时冠树脂浆料,使用特定波长和强度的紫外激光分层选择性投照液槽中的液态光敏树脂,使逐层固化堆积成形,直至修复体初步制作完成;最后再将该修复体进一步光固化,共打印完成30 个树脂暂时冠。
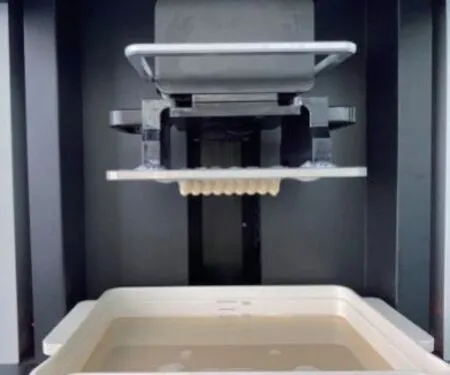
图4 3 D 打印制作树脂暂时冠
1.2.3 Protemp4 直接法制作树脂暂时冠(图5)在牙体预备之前用硅橡胶印模材料制取右上中切牙印模,此时的印模用作直接法制作暂时冠的阴模成型腔。Protemp4 通过注射枪将双组分混合后直接注入印模中,在涂有凡士林的已行牙体预备的基牙上复位,加压固定,室温放置10 min,待材料完全固化后取出暂时冠,修整抛光完成30 个Protemp4 暂时冠。
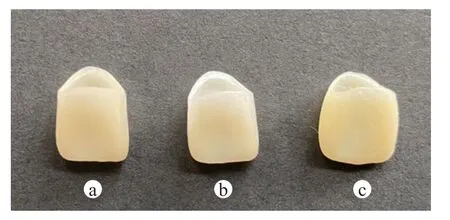
图5 3 种不同方法制作的树脂暂时冠
1.2.4 边缘间隙宽度测量 用双色硅橡胶印模法获得边缘间隙模型[5],将轻体型硅橡胶注入树脂暂时冠的组织面,使暂时冠重新就位于预备牙体,在万能力学实验机上持续加力50 N。待轻体硅橡胶凝固后,取下暂时冠,这时轻体型硅橡胶薄膜会黏附在牙预备体上,再将重体型硅橡胶放入个别托盘中在牙预备体上重新就位,两种(轻体、重体)硅橡胶结合并固化在一起后取下,就可连同轻体型硅橡胶薄膜从预备体上完全取下,最后在轻体型硅橡胶薄膜的内面注入重体型硅橡胶,凝固后即可得到暂时冠与牙预备体的边缘间隙硅橡胶复刻模型。将硅橡胶复刻模型沿颊舌面及近远中面中点切为4 份,使用体式显微镜观察并测量每个剖面上冠修复体边缘到肩台边缘的间隙宽度(图6 红色箭头所示)。每个硅橡胶模型样本共测量8 个点,每个测量点测量3 次,取平均值作为结果,最后计算30 个样本的间隙宽度平均值并进行比较。
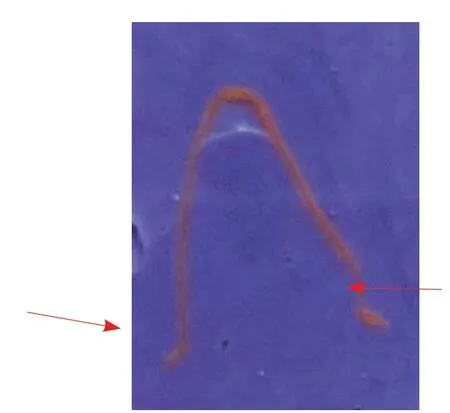
图6 边缘缝隙硅橡胶复制法
1.2.5 牙冠制作时间 用计时器记录3 种不同方法制作树脂暂时冠所用时间。CAD/CAM 切削树脂暂时冠制作时间包括扫描、设计、切削;3D 打印树脂暂时冠制作时间包括扫描、设计、3D 打印;Protemp 4 树脂暂时冠制作时间包括备牙前取模、双组分混合后注入印模中、复位加压固化、取出暂时冠修整抛光。
1.3 统计学处理
以SPSS 19.0 软件对实验数据进行统计学处理,采用单因素方差分析及SNK-q检验,P<0.05 为差异有统计学意义。
2 结果
2.1 边缘间隙宽度
体式显微镜下观察CAD/CAM 切削,3D 打印与Protemp 4 树脂暂时冠边缘间隙形态,见图7。经过测量分析,CAD/CAM 切削组,3D 打印组与Protemp 4 的边缘间隙分别为(90.71±1.86)、(89.97±1.93)、(214.81±2.09)μm,CAD/CAM 切削和3D 打印树脂暂时冠的边缘间隙小于Protemp 4 树脂暂时冠边缘间隙(P<0.01),CAD/CAM 切削和3D 打印树脂暂时冠之间的边缘间隙差异无统计学意义(P>0.05),见表1。
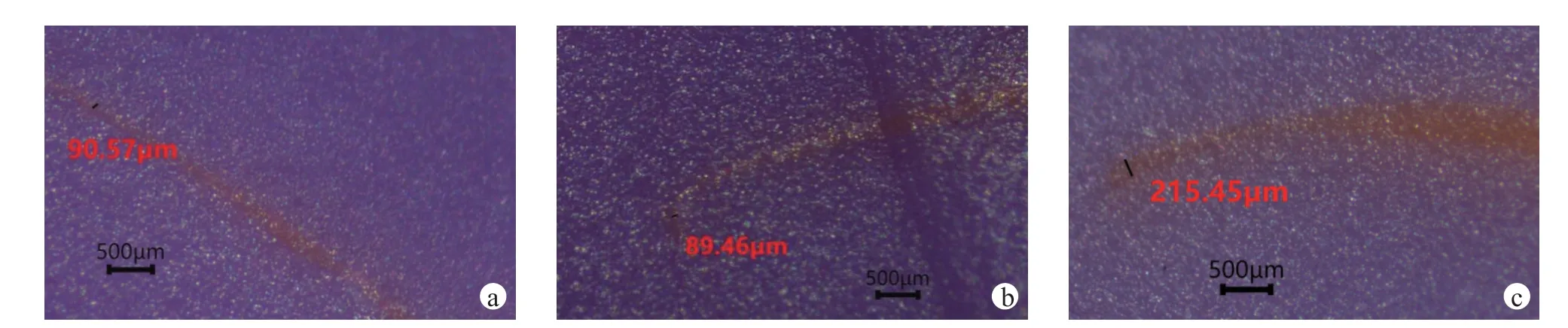
图7 体式显微镜观察各组边缘间隙图(×20)
表1 3 种不同方法制作树脂暂时冠的边缘间隙()
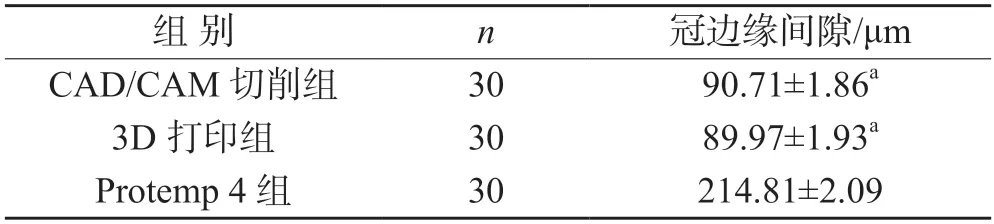
表1 3 种不同方法制作树脂暂时冠的边缘间隙()
与Protemp 4 组比较:aP <0.01
2.2 暂时冠制作时间
CAD/CAM 切削组、3D 打印组与Protemp 4 的暂时冠制作时间分别为(25.60±1.11)、(25.44±0.83)、(24.99±0.77)min,CAD/CAM 切削树脂暂时冠的制作时间大于Protemp 4 树脂暂时冠制作时间(P<0.05),见表2。
表2 3 种不同方法制作树脂暂时冠的制作时间()
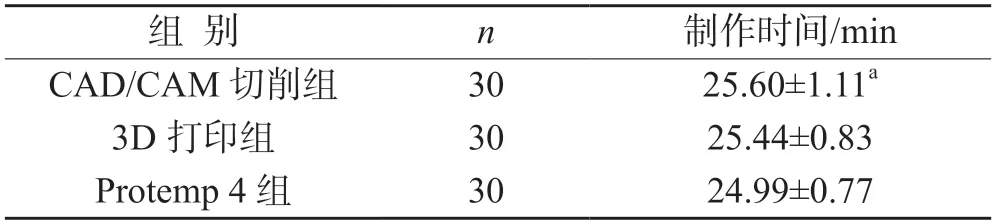
表2 3 种不同方法制作树脂暂时冠的制作时间()
与Protemp 4 组比较:aP <0.05
3 讨论
美国牙医协会(ADA)认为理想的修复体边缘间隙值为25~40 μm[6],但在临床实际中很难达到这一标准。目前被大多数学者所公认的标准是Mclean 和VonFraunhofer 等提出的全冠临床可接受的最大边缘间隙值≤120 μm[7]。随着口腔数字化技术的不断发展,计算机辅助设计与制作技术(CAD/CAM)已被广泛应用于口腔修复和种植领域,CAD/CAM 是在计算机扫描设计后,通过对材料的切削来实现加工与生产。研究证实,CAD/CAM 树脂暂时冠远期临床效果如修复体边缘适合性、继发龋等效果佳[8-9],CAD/CAM 树脂冠较传统方法制作的暂时冠的边缘密合度更好,特别是在需具有更高标准的过渡性修复时临床应用价值更高[10]。但CAD/CAM 属于减材加工技术的一种,即应用工业铣削或磨削的加工方式,将具有一定形状的固体口腔科坯料如瓷块、树脂块切削消减而形成所需的口腔修复体形状的数控加工技术,该方法在制作固定义齿时对加工材料浪费较多,导致修复体成本较高[11],其原理与快速成型技术(rapid prototyping,RP)相反。近年来,口腔修复体快速成型技术得到迅速发展,这是一种基于“分层制造、逐层叠加”的离散堆积成型技术,又称增材法加工技术。它首先将口腔修复体三维数字模型转变为二维片层模型后连续叠加,再由计算机程序控制按顺序将口腔材料层层堆积,最终制造口腔修复体。目前,增材制造技术因能避免材料浪费,已成为替代减材制造技术的新型加工方法之一[12]。3D 打印技术是快速成型技术的一种,有研究表明,3D 打印暂时冠在密合性和牙龈塑型效果优于传统修复组[13];另有研究认为,3D 打印技术与CAD/CAM切削技术制作的氧化锆全瓷单冠的密合性无明显差异[14]。本研究发现,3D 打印树脂冠和CAD/CAM 切削暂时冠边缘缝隙均显著低于临床可接受的边缘间隙值(<120 μm),两者之间差异无统计学意义(P>0.05)。但两种数字化制作暂时冠边缘缝隙均小于Protemp 4 树脂暂时冠,差异有统计学意义(P<0.01)。这也进一步说明数字化制作的暂时冠临床应用效果优于手工制作Protemp 4 树脂暂时冠,其原因可能为传统制作方法中人为操作的误差较大,而数字化扫描的方式可以大大减少人为的误差,并且冠边缘位置等细节处理由计算机设计确定,为精确制作修复体提供了前提条件[15]。另CAD/CAM 暂时冠是由预聚合块铣切而成的,聚合收缩小,所以最终暂时冠边缘间隙远小于Protemp 4[16]。传统制作的树脂暂时冠制作程序较复杂、手工误差大、边缘密合性较差,特别是在前牙区需要美容诊断临时修复中,因此应用数字化制作的暂时冠是非常必要的。
不同制作方法制作的树脂暂时冠的制作时间会存在差异,有研究表明,3D 打印暂时冠的制作时间和戴牙时间均少于普通自凝塑料制作暂时冠的时间[17]。本研究也比较了CAD/CAM 切削组、3D 打印组与Protemp 4 的暂时冠制作时间,结果发现,3D 打印的时间与Protemp 4 制作树脂暂时冠的时间类似(P>0.05),原因可能与本实验中所使用的3D 打印设备与上述研究有差异,以及采用的是与普通自凝树脂材料不同的Protemp 4 新型多功能异丁烯酸酯自凝材料。对于CAD/CAM 制作暂时冠时间的比较,国内少有文献报道。本研究发现CAD/CAM 切削树脂暂时冠的制作时间大于与Protemp 4 树脂暂时冠制作时间(P<0.05),原因可能是除使用的是凝固速度更快的Protemp 4 新型多功能异丁烯酸酯自凝材料外,本研究所选用的CAD/CAM 切削设备的切削工艺对制作时间也有影响,但值得注意的是整体差异不大,均在临床可接受的范围内。在下一步研究中,本课题组将进一步探讨3种不同方法制作的暂时冠所需要的临床戴牙时间,从而为临床应用提供依据。
综上所述,随着数字化医学技术的发展,数字化口腔时代已到来,如三维扫描技术、CAD/CAM、3D打印技术已全面进入口腔医学各个领域[18-19]。CAD/CAM、3D 打印制作的树脂暂时冠在临床应用也日渐广泛。良好的边缘密合性是暂时冠行使功能的必要条件。本研究结果表明,3 种不同方法制作暂时冠的时间均在临床可接受的范围内,但CAD/CAM 树脂冠和3D 打印树脂暂时冠均较传统方法制作的暂时冠的边缘密合度更好,是较理想的暂时修复体,具有较高的临床应用价值。此外,暂时冠还发挥一定的恢复咀嚼的功能,不同方法制作出的暂时冠的力学性能的研究也需进一步开展,从而为临床不同牙位暂时冠的选择提供参考。
