大直径钢圆筒圆弧电加热器支架设计
2022-12-30朱萍萍
朱萍萍
上海振华重工(集团)股份有限公司长兴分公司
1 引言
钢圆筒作为海上风电基础支撑部分,下端桩体入海固定,上端螺栓联接塔筒。海上工况复杂,钢圆筒所有拼缝均须符合焊缝成型质量等级《承压设备无损检测》(NB/T47013)等规范要求,并达到I级标准。在厚板的对接环焊缝上,通过100%MT磁粉探伤+100%UT超声波探伤检测手段来判断焊缝质量,焊缝返修不可超过两次,故提高焊接质量,焊接一次合格,减少返工返修是钢圆筒焊接的关键要素。在焊接工艺规程中,除了焊材、坡口、焊接顺序等要求,焊接时焊道层间温度、焊后保温尤为重要,通过严格控制预热、层间温度、后热保温及焊接线能量等措施来防止出现焊接质量问题[1]。
对于焊前加热、保温,通常使用火焰加热方式,气体通过火焰支架圆管通道进入火焰喷嘴口,点燃后加热[2]。但会存在室外风速不可控、用气管道配置不足、支架圆管通道漏气、手工点燃危险性高、多个喷嘴口贴合加热体差、受热不均等因素影响加热,为此改用陶瓷电加热形式。陶瓷加热设备是一种热量分布均匀的高效加热器,但一般电加热设备的搁置支架,存在放置加热设备后与大直径圆弧加热体贴合度不够、加热范围局限、受热不均匀难以调整、散热不良好、不轻便、不易组合使用、易受地形影响出现倾斜等问题,极大影响电加热器在连续焊前加热、后热保温的使用,需要设计一组圆弧电加热器支架,使其能充分贴合圆弧加热体,结构简单、受热均匀、调节容易,并能组合、拆解使用。
2 结构设计
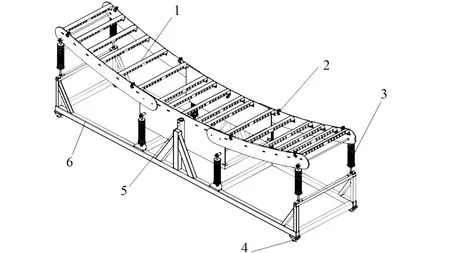
圆弧电加热器支架工装由2个侧向圆弧电加热器支架和底部圆弧电加热器支架3部分组合而成。底部圆弧电加热支架放置中间,2个侧向支架在底部支架两侧对称放置,组合支架处于同一平面(见图1)。圆弧电加热支架也可拆解单独使用,底部支架可用于小直径圆筒环焊缝电加热,满足不同筒径环焊缝的焊接预热、层温控制及焊后保温需求。

1.侧向圆弧电加热器支架1 2.底部圆弧电加热器支架 3.侧向圆弧电加热支架2图1 圆弧电加热器支架组合工装简图
2.1 侧向圆弧电加热支架
侧向圆弧电加热支架由行走车轮装置、侧向固定支架、弹簧装置、侧向铺设支架、滚轮装置组成(见图2)。行走车轮装置位于侧向固定支架底部四角,与侧向固定支架螺栓联接固定,弹簧装置在侧向固定支架的上四角,两两对称安装,4组弹簧装置有一定高低差。侧向圆弧铺设支架与弹簧装置长螺杆联接固定。滚轮装置装焊于圆弧铺设支架上。

1.滚轮装置 2.弹簧装置 3.侧向固定支架 4.行走车轮装置 5.侧向圆弧铺设支架图2 侧向圆弧电加热器支架1工装简图
行走车轮装置在设计时考虑到外场施工工况,地面会存在不平或有斜坡的情况,采用万向轮安装于底部。通过万向轮可轻便推动支架,支架放置到位后,旋转车轮螺杆使车轮上升脱离地面后固定,车轮螺杆可改善支架水平及调整高度,提高支架贴合精度。
侧向固定支架采用方管焊接成型,结构强度高,轻便美观。侧向固定支架起支撑作用,将侧向圆弧铺设支架、4组弹簧装置连接成一体,具有很强的抗变形能力。
弹簧装置共4组,下端使用螺杆、螺母联接侧向固定支架,上端使用长螺杆、向心关节轴承、轴套、螺母联接侧向圆弧铺设支架(见图3)。压缩弹簧放置于上、下支撑块之间,下端的螺杆与螺母配合可调节弹簧装置的高度,使侧向圆弧铺设支架可水平、可倾斜,满足直圆筒或锥圆筒贴合需求。弹簧装置具有调整电加热设备与直/锥钢圆筒环缝焊接区域紧密贴合的作用,满足各类筒径焊接区域加热及保温,最大限度降低因加热或保温不足出现的焊缝开裂、未熔合等风险。

1.长螺杆 2.上支撑块 3.压缩弹簧 4.下支撑块 5.螺杆图3 弹簧装置工装简图
侧向圆弧铺设支架呈圆弧形,由两侧圆弧板及若干支撑方管组成,支撑方管侧面开方孔,方便散热。支撑方管采用耐高温材料,电加热设备直接铺设在支架上,易与直/锥钢圆筒环缝焊接区域紧密贴合,从而使焊接区域充分加热[3-4]。滚轮装置装焊在两侧圆弧板上,滚轮最高点高于加热器铺设后的高度。当圆筒存在椭圆度问题时,滚轮受压后传递到压缩弹簧,压缩弹簧收缩后进而使支架有效贴合,同时保护电加热器不受磨损而损坏。
2.2 底部圆弧电加热支架
底部圆弧电加热支架由行走车轮装置、底部固定支架、弹簧装置、底部圆弧铺设支架、滚轮装置、弧度调节杆组成(见图4)。行走车轮装置位于底部固定支架底部四角,采用万向轮与底部固定支架螺栓联接固定。弹簧装置结构组成与侧向支架弹簧相同,两两对称安装在底部固定支架上,8组弹簧装置中间4组低,外侧4组高。
1.底部圆弧铺设支架 2.滚轮装置 3.弹簧装置 4.行走车轮装置 5.弧度调节杆 6.底部固定支架图4 底部圆弧电加热器支架工装简图
底部圆弧铺设支架分3片圆弧段用螺栓联接成一体,调节弧度时螺栓松开,待调节后再拧紧(见图5)。中间支架部分与中间4组弹簧装置长螺杆联接固定,并设置有弧度调节杆,调节杆开设多个螺栓孔,通过调节底部圆弧铺设支架的高度来满足不同钢圆筒外径的弧度。两侧支架与外侧4组弹簧装置长螺杆联接固定,滚轮装置装焊于底部圆弧铺设支架的圆弧支撑板上。3段铺设支架由圆弧板及若干支撑方管组成,支撑方管侧面开方孔,方便散热。支撑方管采用耐高温材料,电加热设备直接铺设在支架上。

1.单侧底部圆弧铺设支架1 2.中间底部圆弧铺设支架 3.单侧底部圆弧铺设支架2图5 底部圆弧铺设支架工装简图
3 实施方式
大直径钢圆筒在滚轮架上组对焊接外环焊缝前,圆弧加热器支架工装通过弹簧装置下降整体高度,随后推动至环焊缝下方,在环焊缝位置放置后固定行走机构车轮,通过车轮螺杆上升调整支架整体水平,使车轮与地面充分接触。整体支架固定到位后,通过圆弧调节杆及弹簧装置调整高度与直/锥钢圆筒紧密贴合,留有小间隙。将电加热设备(陶瓷加热绳)直接铺设在圆弧铺设支架上并固定。陶瓷加热绳是热量分部均匀的高效加热器,其恒温可控,具有传热快、坚硬、不易碎、高温下不变形、不易老化的特点。
将滚轮架通电带动钢圆筒缓慢转动,加热器通电后,通过热传导加热焊缝区域,待预热达到焊接工艺规程温度后再进行环焊缝焊接。焊接时陶瓷加热绳恒温控制,保证焊层温度;环焊缝焊接完成后,需降低陶瓷加热绳的温度对焊缝保温一定时长。
完成环焊缝焊接后,通过弹簧装置降低高度,加热绳断电无温度后取下,再分别移走侧向及底部圆弧加热器支架。
4 结语
圆弧电加热器支架在大直径钢圆筒对接环焊缝时使用,焊接前底部滚轮架带动钢圆筒滚动,电加热支架放置电加热设备后通电,对焊接区域进行充分预热及焊后保温。大直径钢圆筒圆弧电加热器支架已在多个风电及其他项目的焊接加热作业中推广应用。现场施工效果表明,该结构设计轻巧、受热均匀、调节容易,并能组合、拆解使用,适用于大型筒径的环焊缝焊接预热、层间温度控制及焊后保温需求,安全性高,省时省力,可有效提高生产效率。
