面向增材制造的航空发动机外部系统支架拓扑优化设计
2022-12-25仲明哲李文彪朱继宏张卫红
孟 亮 仲明哲 李文彪 夏 凉 高 彤 朱继宏 张卫红
1.陕西省空天结构技术重点实验室,西安,710072
2.西北工业大学机电学院,西安,710072
3.西北工业大学航宇材料一体化设计与增材制造装备技术国际联合研究中心,西安,710072
4.中国航发沈阳发动机研究所,沈阳,110015
5.华中科技大学机械科学与工程学院,武汉,430074
0 引言
作为航空发动机的关键组成部分之一,外部系统涉及大量装机接口、发动机管路和成附件,其安装支架的设计对系统设计、加工装配与后期维护提出了严峻挑战。面向增材制造的结构优化设计技术可以充分发挥结构轻量化和3D打印一体化制造的优势,是第五代航空发动机研制中减小结构质量、提高结构承载性能和装配维修效率的关键技术[1]。发动机外部系统支架作为连接附件管路和机匣的重要结构,需要对附件提供准确的定位和足够的刚度。此外,由于外部系统支架数目众多且材料多采用密度较大的不锈钢,因此结构增重显著。为此,针对大小形态各异、受载相似的系列支架开展轻量化设计,对提高发动机整体性能意义显著[2]。
拓扑优化(topology optimization,TO)是根据指定的载荷工况、性能指标和约束条件合理分配材料、确定最优传力路径的结构优化设计方法。相比于尺寸优化和形状优化[3-4],拓扑优化具有更灵活的设计空间,是实现高性能、轻量化创新结构设计的有效方法[5-7]。经过几十年的发展,拓扑优化在最初的密度法基础上先后发展出了渐进优化算法(ESO)[8]、水平集方法[9]、固定网格拓扑优化[10-11]、等几何[12]和特征驱动方法[13]。目前,拓扑优化已广泛应用于航空航天[14-15]、汽车制造[16]、建筑设计[17]等领域。然而,由于传统减材制造工艺在成形拓扑优化复杂构型方面的诸多限制,往往需要开展二次设计,一定程度上牺牲了结构性能,并未充分发挥拓扑优化方法的优势。
增材制造(additive manufacturing,AM)技术的出现为复杂结构件的制备提供了便利。该方法通过材料逐层堆积的方式实现零件制备,尤其对复杂构型结构具有较强适用性,在原型快速制造和小批量生产制造中优势突出。此外,增材制造技术极大程度上促进了结构的整体设计与制造,可以有效减少零件数量和装配工序。截至目前,增材制造已发展出立体光固化成形(stereolithography,SLA)[18]、选择性激光烧结(selective laser sintering,SLS)[19]、选择性激光熔融(selective laser melting,SLM)[20]、熔融沉积成形(fused deposition modeling,FDM)[21]等多种技术,可成形材料涵盖金属、非金属、复合材料、生物材料等,可成形结构件从微纳米元器件到数米的大型结构件,在航空航天、机械电子、新能源、医疗器械、建筑领域具有广阔的应用前景[14,21-25]。
近年来,国内外学者将拓扑优化与增材制造结合,开展了深入研究。GEBISA等[26]指出,传统的面向制造设计的范式向面向增材制造设计的范式转变,在理论上可避免面向制造设计中花费大量时间的重构与再分析。XIA等[27-29]利用增材制造能够加工微型结构的特点,开展了宏观微观多尺度的拓扑优化,提高了结构性能。针对增材制造的工艺约束,ZHOU等[30]在特征驱动的拓扑优化方法上引入了连通性约束;MORGAN等[31]通过优化增材制造成形方向使支撑结构材料用量最小。特别地,JIU等[32]提出了特征驱动拓扑优化方法,实现了拓扑优化设计模型到增材制造模型的无缝衔接。SONG等[33]提出了一种面向增材制造工艺的拓扑优化重构方法,并成功应用于一种飞行器的舵面设计。MENG等[34]总结了该研究领域的最新进展,并深入分析了面向增材制造的拓扑优化面临的挑战。
围绕支架拓扑优化设计,TOMLIN 等[35]在空客A320飞机铰链支架设计中应用拓扑优化技术,获得了高性能、轻质的新结构;法国泰雷兹阿莱尼亚宇航公司(Thales Alenia Space)与3D打印服务公司Polyshape为韩国新型通信卫星Koreasat-5A及Koreasat 7设计并打印了天线支架结构,质量比传统结构减小了22%;西北工业大学和中国航天科工三院合作设计的考虑力、热载荷的热弹拓扑优化支架减重18%[14];WU等[36]采用带有应力约束的拓扑优化方法对航空发动机支架进行设计,获得了质量、强度、刚度更好的支架模型;SHI等[37]对航空支架进行了考虑机械力和温度载荷的热弹性拓扑优化设计,在满足所有约束的情况下减重18%以上。
在上述背景下,本文拟开展面向增材制造的航空发动机外部系统支架多工况拓扑优化设计。首先根据外部系统支架和机匣及管路附件之间的连接关系,建立支架结构的力学分析模型,并开展12种危险载荷工况下的发动机支架有限元分析,筛选出极限载荷工况。然后分别建立考虑增材制造材料各向异性属性的单工况和多工况拓扑优化模型,根据拓扑优化结果开展外部系统支架结构的重构建模及力学性能校核。最后使用增材制造技术实现外部系统支架拓扑优化设计结果的一体化打印,并开展了与原始机加支架的力学性能试验对比。
1 航空发动机外部系统支架分析
1.1 外部系统支架载荷分析
航空发动机的外部系统结构在飞机飞行时主要承受飞机机动带来的惯性载荷和发动机叶轮旋转带来的振动载荷。由于发动机的振动载荷在初始设计时难以确定,因此本文只考虑基于外部惯性载荷作用下的拓扑优化研究,并在后续工作中开展振动校核,避免产生共振。
发动机外部系统支架通过螺栓与机匣安装边相连,支架连接的系统外管路和成附件由于机动过载会产生惯性力,通过连接螺栓作用于支架结构。为此,在开展拓扑优化结构设计之前,首先根据成附件、管路等的质量结合飞机机动过载开展外部系统支架受力状态分析。本文中共考虑12种危险载荷工况,见表1。
发动机外部系统支架设计要求:支架在过载工况下稳定工作且不发生永久变形;承受相当于表1所列载荷1.2倍的静载时,发动机外部系统支架应不发生永久变形。
通过分析表1所列12种危险载荷工况发现,各工况间存在一定关联。本研究首先对发动机外部系统支架原始设计进行静强度分析,根据分析结果从12种危险载荷工况中筛选出极限载荷工况,建立了基于极限载荷工况的发动机外部系统支架拓扑优化设计模型。
1.2 航空发动机外部系统支架惯性力分析
为使计算更加准确,同时避免由于螺栓过多、网格划分使计算速度变慢等因素影响,按照解析方法将支架所受的惯性力分配到各螺栓孔上。图1所示为某发动机机匣、外部系统支架和附件的相对位置关系。
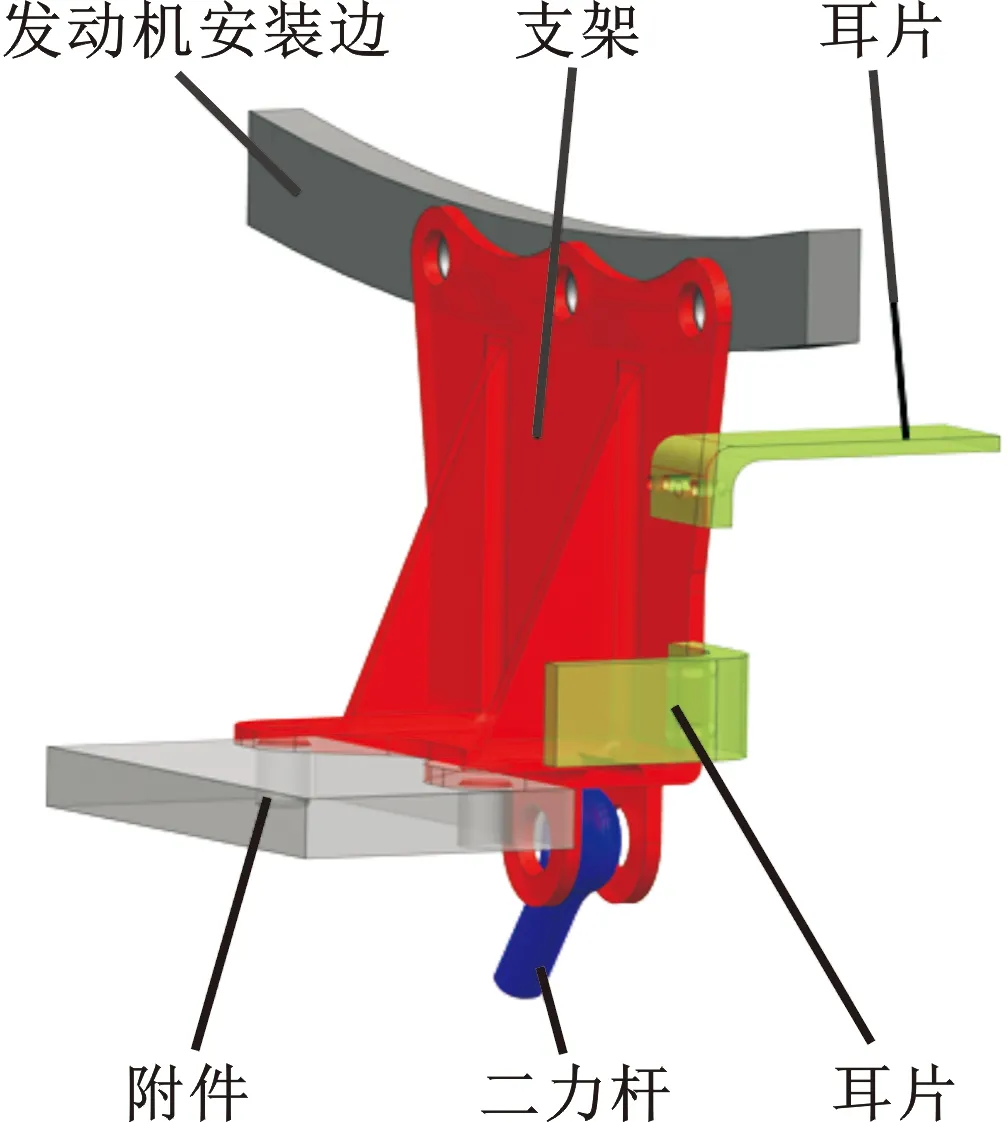
图1 外部系统支架的相对位置
外部系统支架承受x、y、z轴3个方向的惯性力作用即Fx、Fy、Fz,如图2所示,其中

图2 外部系统支架受力分析
(1)
式中,m为外部系统支架的自重,g=9.8 m/s2。
与外部系统支架相连的二力杆和附件同样受到x、y、z轴3个方向的惯性力作用,并通过铆钉将载荷传递至外部系统支架上。将惯性加速度转化为惯性作用力,质量为m1的二力杆和质量为m2的附件所产生的惯性作用力如下:
(2)
(3)
式中,F1y、F1z为二力杆在y、z轴方向上的惯性力;F2x、F2y、F2z为附件在x、y、z轴方向上的惯性力。
1.3 外部系统支架初始模型静强度分析
1.3.1材料属性及网格划分
原始设计的外部系统支架采用0Cr18Ni9Ti不锈钢进行生产制造。0Cr18Ni9Ti不锈钢的力学性能参数如表2所示。

表2 0Cr18Ni9Ti不锈钢性能参数
对原始的外部系统支架采用二阶8节点的四面体单元进行网格划分,并开展网格收敛性验证,最终确定的最大单元尺寸为1 mm。最终的外部系统支架有限元模型中单元规模约为3万。
1.3.2边界条件及载荷施加
如图3所示,外部系统支架通过D、E、F孔和发动机机匣相连,因此约束3个孔周节点6个自由度。A、B孔和附件相连,将附件在惯性载荷作用下产生的力均匀分配至A、B连接孔处;C孔施加二力杆产生的等效惯性载荷。
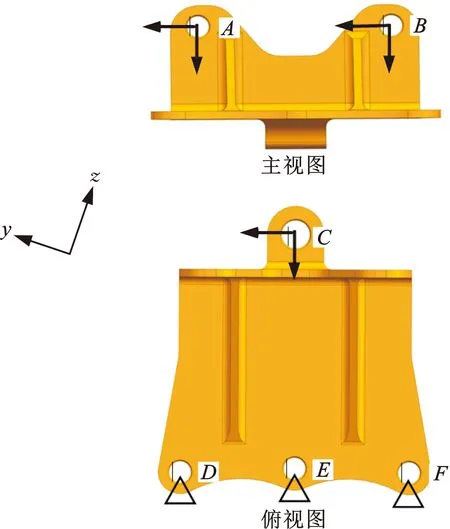
图3 边界条件及载荷示意图
1.3.3有限元仿真结果分析
使用ABAQUS软件进行求解计算,得到外部系统支架原始设计在12种危险载荷工况下的应力和位移云图。分析发现,结构最大应力均出现在支架与发动机安装边的安装处,这是由有限元计算中固定约束的施加方式引起的,难以反映孔周的真实应力水平。为此,后续开展强度校核时选取应力集中区域外的结构最大应力。
分析结果表明,外部系统支架的原始设计在12种危险载荷工况下的最大应力分别为348.6,40.8,26.3,20.8,14.5,80.5,35.9,69.9,67.6,78.4,94.4,24.7 MPa。其中工况1和工况11下结构应力水平显著高于其他工况,为2种极限载荷工况,对应的结构响应见表3,表中分别标注了各工况下结构关键部位的应力水平和模型的最大位移量。后续拓扑优化将选取工况1和工况11作为输入载荷,其余工况则主要用于重构后模型校核分析。
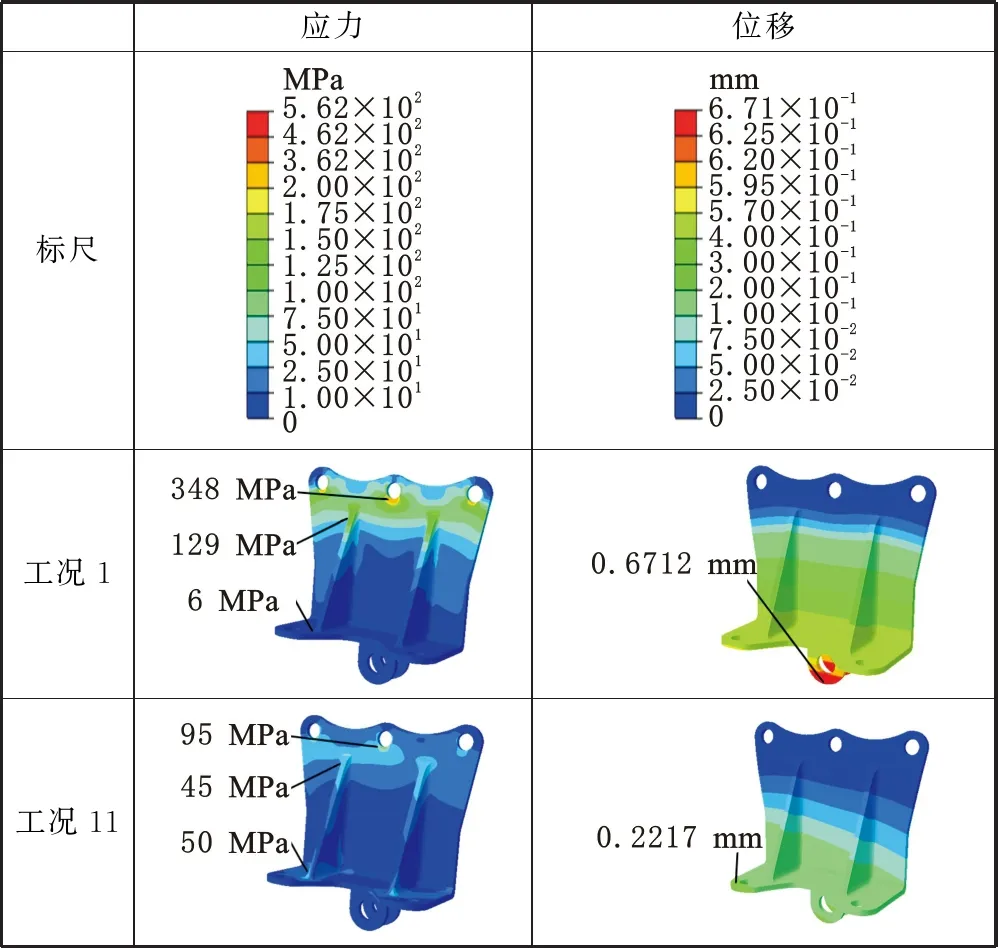
表3 原始模型危险载荷工况分析
2 航空发动机外部系统支架拓扑优化设计
2.1 变密度法拓扑优化方法
连续体结构的拓扑优化旨在设计区域Ω内
寻找一个给定体积的子区域Ωmat(有材料区域),使得该区域对应的目标函数(如结构柔顺度、结构位移等)取得极值。引入材料密度函数ρ:
(4)
则连续体结构的优化模型为
(5)
依据有限元法,可以将连续体结构的设计域Ω离散成n个单元,并将密度函数ρ(x)近似为n维向量ρ=(ρ1,ρ2,…,ρn),其中ρi为有限单元i的密度值。一般优化目标为结构整体柔顺度C:
(6)
其中,F为施加的载荷;U为单元节点位移。
整数模型的计算求解非常困难,通常采用变量连续化方法,将0~1整数变量问题变为0~1间的连续变量优化模型,目标函数取结构柔顺度最小,此时优化模型可以表示为
(7)
式中,K为结构刚度矩阵;Vi为单元i的体积;V为结构总体积;Vf为给定的体分比上限;δ为一极小的正数(10-3)以避免刚度矩阵奇异。
变密度法的优化模型(式(5))在有限元离散后形成了一个大规模0-1整数规划问题,求解比较困难。此时引入材料插值模型可以解决灰度单元问题并建立起取值在[0,1]之间的设计变量与材料属性(如弹性模量、密度、热导率等)之间的映射关系,将0~1离散变量问题转化为更容易求解的连续变量问题。不失一般性,设弹性模量插值通式为
Ei(ρi)=η(ρi)Ei0
(8)
式中,Ei为第i个单元的弹性模量;Ei0为相应的实体材料下(伪密度为1)的弹性模量;ρi为单元i的伪密度;η为插值函数,后续优化中使用的是SIMP模型插值模型。
实体各向同性材料惩罚(solid isotropic material with penalty,SIMP)模型[38-41]采用简单的幂函数插值模型的形式将单元伪密度与材料属性相关联,表达式为
(9)
式中,p为SIMP惩罚因子。
当单元伪密度在0到1之间变化时,相应的插值函数值变化曲线如图4所示。可以看出,惩罚因子越大,中间密度单元惩罚后的值越趋向于0,从而使得ρp的取值趋向于0或1,这样通过对材料属性的适当惩罚使得优化结果尽可能地接近0-1解,得到轮廓清晰的优化构型。SIMP模型形式简单,灵敏度计算方便,收敛速度快,一般p取3即可获得很好的惩罚效果。

图4 SIMP插值模型曲线
2.2 拓扑优化模型的建立
2.2.1几何模型前处理
根据外部系统支架和机匣及附件之间的连接关系对支架结构原始设计进行设计域的填充,如图5所示。其中红色部分为外部系统支架与机匣及附件的连接孔洞,设置为非设计域,其余橙色部分为设计域。
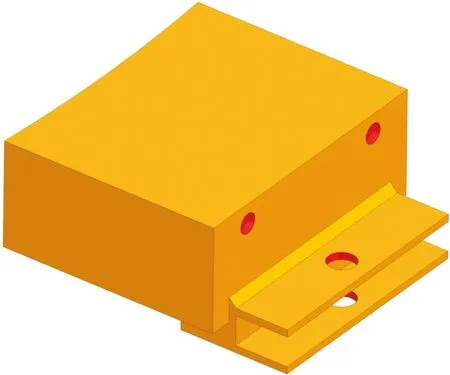
图5 填充设计域
2.2.2材料属性及网格划分
本研究中拓扑优化后支架设计拟采用增材制造工艺加工。由于缺少0Cr18Ni9Ti不锈钢对应的增材制造材料粉末,为此使用力学性能相近的316L不锈钢进行代替。考虑到增材制造成形方向与力学性能的关联性,首先开展了316L不锈钢拉伸样件力学试验,测得打印材料沿不同方向的拉伸曲线如图6所示。对比曲线发现,增材制造材料存在一定程度的各向异性,结合成形工艺特点,本文基于横观各向同性材料假设开展后续拓扑优化设计。提取的材料弹塑性力学参数如表4所示。网格划分参考1.3.1节,采用1 mm的二阶8节点四面体单元进行网格划分。
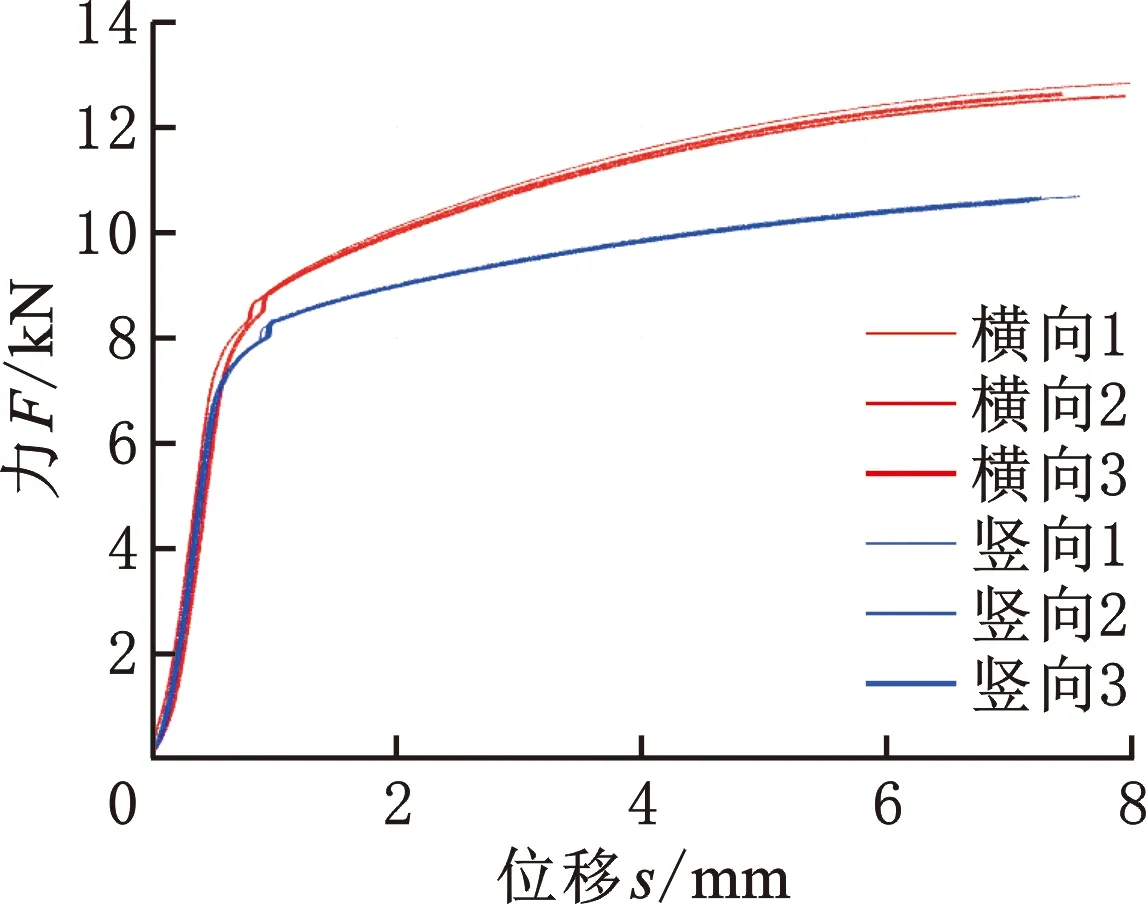
图6 增材制造材料拉伸测试

表4 316L不锈钢性能参数
2.2.3边界条件及载荷施加
边界条件和载荷参考1.3.2节中的方式来施加,根据1.3.3节中的有限元方仿真结果,在拓扑优化过程中主要考虑工况1和工况11两个极限载荷工况。
2.2.4拓扑优化问题定义
以外部系统支架结构在极限载荷工况1和工况11 下的柔顺度响应最小化作为优化目标;考虑结构预期减重指标,将结构体积作为约束条件,通过优化算法驱动支架结构单元伪密度变量更新以实现材料布局的拓扑演化。外部系统支架结构的整体优化设计数学模型如下:
(10)
式中,V0为外部系统支架的材料用量体积约束。
表5所示为支架结构减重10%设计目标下拓扑优化问题的约束设置情况。

表5 支架结构优化体积约束
为了得到更清晰的优化结果,可以设定拓扑优化尺寸约束的最小成员尺寸和最大成员尺寸,防止结果中出现“过细”或“过粗”的结构。在外部系统支架优化过程中,根据网格尺寸大小,设置最小结构尺寸为2 mm,最大结构尺寸为4 mm。
2.3 拓扑优化求解与迭代
2.3.1初始优化模型求解
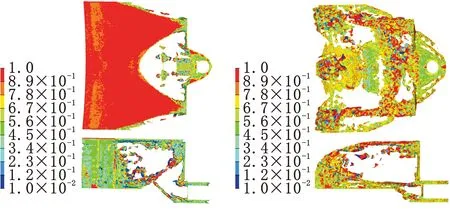
将2.2.4节中定义的拓扑优化问题应用于极限载荷工况1和工况11,对定义的拓扑优化问题进行求解。图7所示为不同角度下支架结构的材料分布情况。

(a)工况1优化结果 (b)工况11优化结果
优化结果表明,图7a所示的工况1优化结果中支架结构的构型变为薄壁加筋形式,但出现了材料分布不连续的问题。图7b所示工况11加载下的优化支架构型呈现连杆桁架式结构,传力路径清晰,可实现载荷到固定端的高效传递。
另一方面,考虑12种危险载荷工况中存在部分工况载荷反向的情况,为了获得结构在相反方向加载工况下均衡的力学性能,考虑进一步开展对称约束下支架结构的拓扑优化。
2.3.2增加对称约束优化结果
在2.3.1节的拓扑优化问题基础上,添加对称约束并进行求解,优化结果如图8所示。从图8a及图8b中可以看出,对称约束使得支架结构材料分布较图7a、图7b中更为均匀,传力路径更加清晰明确。在此基础上,考虑支架结构在多个工况条件下的优化设计。
(a)工况1优化结果 (b)工况11优化结果
2.3.3多工况加权优化结果
在2.3.2节的基础上,将极限载荷工况1和工况11的柔顺度按照1∶1的比例进行加权,作为多工况载荷拓扑优化问题的目标函数,并进行拓扑优化问题求解,优化结果如图9所示,得到了多工况下较为清晰的传力路径。

图9 多工况优化模型求解结果
3 航空发动机外部系统支架重构与校核分析
3.1 外部系统支架重构结果
图7~图9给出了材料密度大于0.5的材料分布可视化结果。支架结构的特征重建和几何重构基于保留不同密度下的系列材料分布趋势进行,主要参考优化结果的传力路径。采用图8a中类梁式的拓扑优化结果作为主要参考进行重构,同时参考图9中多工况载荷的优化结果。根据外部系统支架的原始安装位置及安装条件,保留支架结构与机匣连接的固定点和两个附件连接点。对拓扑特征尺寸及形状迭代,将支架结构原有的两个耳片和支架结构进行一体化设计,保证耳片附件安装孔位置不变。根据螺栓尺寸确定装配孔洞的安装要求,修改孔洞周围结构特征以满足结构装配需求。根据校核结果对模型进行倒圆角处理,以降低局部的应力集中,并对重构模型两侧的粗壮杆进行挖孔处理。外部系统支架模型最终的拓扑优化重构结果如图10所示。

图10 重构结果
3.2 强度、刚度和基频校核分析
使用ABAQUS商用有限元软件对3.1节中的支架重构模型进行12种危险载荷工况下的强度和刚度校核,受载下结构的应力和位移云图如表6所示,表中同时标注了两个极限载荷工况下的机构薄弱位置的应力水平和模型的最大位移量。
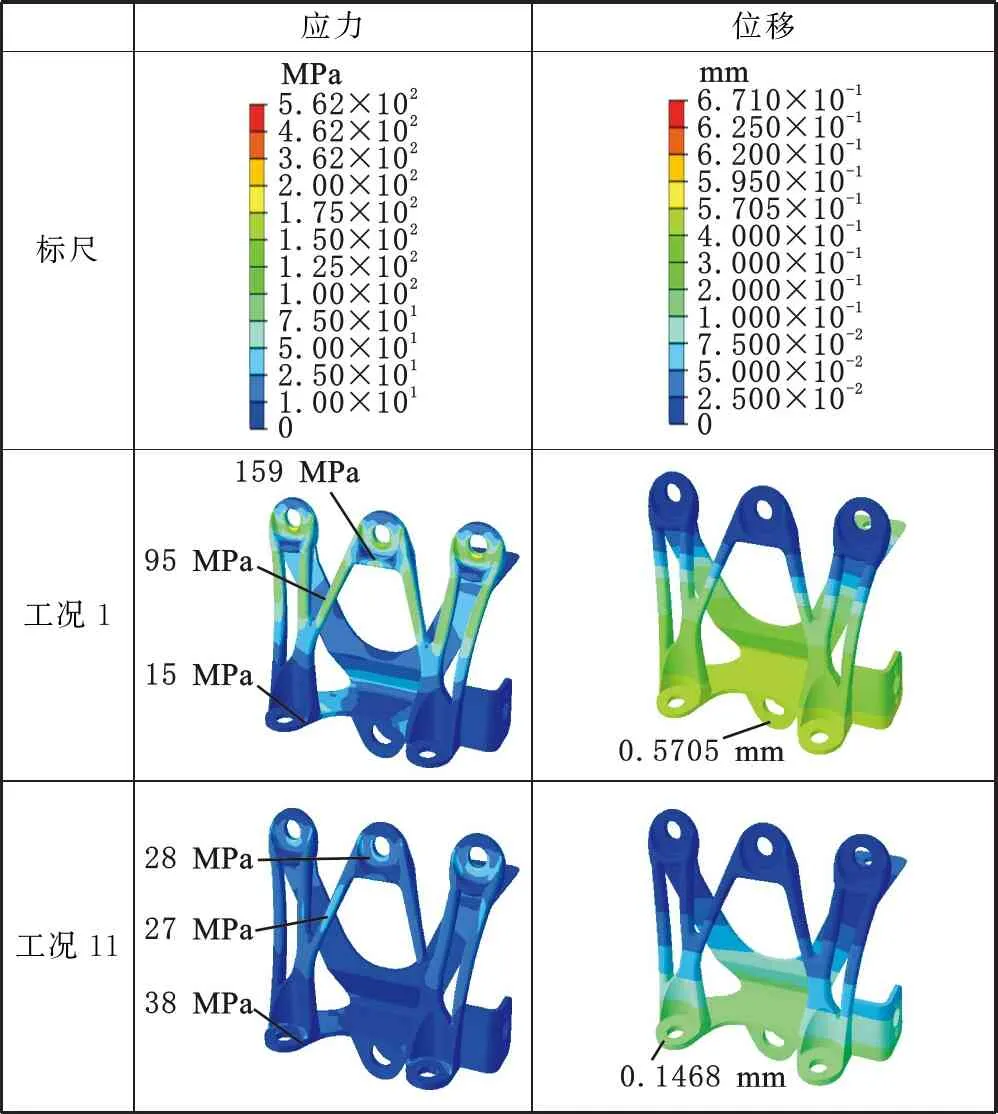
表6 优化模型危险载荷工况分析
由校核结果可知,优化后的支架模型在12 种工况下的最大应力分别为259.4,31.4,18.4,9.3,9.7,55.1,30.2,49.1,46.1,54.7,63.5,20.7 MPa。
对比表3和表6中的分析结果发现,经拓扑优化设计的支架结构改变了初始的腹板加强设计,通过实现2个附件安装孔到3个发动机安装边的一组类梁结构连接,可以更有效地传递安装附件过载引起的弯矩载荷。
为了评估结构设计的有效性,本文选取了应力集中点周围20个四面体单元共80 个节点的最大Mises应力,计算得到12种危险载荷工况下的最大应力为
σeq=152.48 MPa
(11)
计算优化重构模型的材料的屈服安全系数为
(12)
重构设计后的外部系统支架模型能够在1.2倍的危险载荷下不发生永久变形,满足设计要求。
3.3 外部系统支架优化设计和原始设计对比
外部系统支架原始设计模型体积为45 905.8 mm3,优化重构支架模型体积为37 520.4 mm3,经过拓扑优化设计后,外部系统支架结构模型计算减重为18.27%。
将优化重构的外部系统支架和原始设计在12种危险载荷工况下进行强度和刚度的比较,如图11所示,强度使用各个工况下最大应力水平进行表征,刚度使用各个工况下最大位移进行表征。可以看出,优化后支架的应力水平全面降低,工况1和工况11降幅最显著。此外,结构刚度均得到提高。

(a)强度对比
最后,额外对比了优化前后外部系统支架的固有频率,前四阶固有频率如表7所示。分析数据表明:经过拓扑优化设计后的外部系统支架一阶固有频率提高14.57%。

表7 优化模型前四阶固有频率
综上所述,拓扑优化设计的外部系统支架在强度、刚度等力学性能上均满足设计要求,且相比于原始设计均有显著提高,同时结构的基础频率也得到了提高。
4 航空发动机外部系统支架增材制造及力学性能试验
4.1 外部系统支架增材制造及补加工
拓扑优化后的外部系统支架委托西安铂力特增材技术股份有限公司采用316L不锈钢粉末进行增材制造,所使用的设备为BLT-S300打印机。打印完成后,对外部系统支架进行固溶热处理及表面喷砂等处理。开展射线检测、荧光渗透、三维扫描等检测,发现成形支架结构尺寸满足要求,内部无明显缺陷。
此外,由于增材制造的表面精度及粗糙度不能满足装配需求,故在增材制造过程中需要对外部系统支架的装配面留有加工余量。通过后续的机加补加工操作去除加工余量,提高装配面的表面质量。主要进行的机加工操作如图12所示。其中线切割加工切除毛坯件加工余量,满足外形尺寸设计;铣削加工铣削装配面,使装配面满足装配精度;钻孔铰孔加工在装配面开孔,并使孔满足装配精度要求;表面打磨加工主要进行装配面的打磨,使其满足装配表面粗糙度要求。

(a)线切割 (b)铣削 (c)钻孔绞孔 (d)表面打磨
经过上述操作后得到外部系统支架的样件如图13所示。相比于原始设计的外部系统支架,增材制造加工的外部系统支架免除了原始外部系统支架和耳片之间的铆接,实现了一体化设计与制造。

图13 外部系统支架增材制造样件
4.2 外部系统支架力学性能试验夹具设计
对增材制造生产的拓扑优化后外部系统支架和机加工生产的原始设计外部系统支架进行力学性能试验,使用极限载荷工况1和工况11的载荷进行试验加载。首先开展了试验方案设计与夹具制造。图14a为极限载荷工况1附件位置拉伸试验的夹具装配图,图14b为极限载荷工况11附件位置拉伸试验的夹具装配图,图14c为极限载荷工况11二力杆位置拉伸试验的夹具装配图。

(a)工况1附件位置 (b)工况11附件位置 (c)工况11二力杆位置
4.3 外部系统支架力学性能试验结果分析
试验使用WDW-300电子万能试验机,加载速度为0.005 mm/min,在到达预定试验载荷后停止加载。
极限载荷工况1附件位置的拉伸试验结果如图15所示。拓扑优化后的外部系统支架加载曲线平均斜率为2936.54 N/mm,机加工的外部系统支架加载曲线平均斜率为2362.15 N/mm,在这种工况下,经过拓扑优化的外部系统支架刚度相比原始设计提高约24.3%。
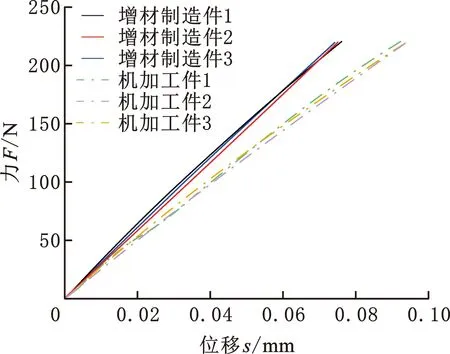
图15 极限载荷工况1附件位置的拉伸试验
极限载荷工况11附件位置的拉伸试验结果如图16所示。拓扑优化后的增材制造外部系统支架加载曲线平均斜率为5895.33 N/mm,机加工的外部系统支架加载曲线平均斜率为4740.92 N/mm,在这种工况下,经过拓扑优化的外部系统支架刚度相比原始设计提高约24.3%。
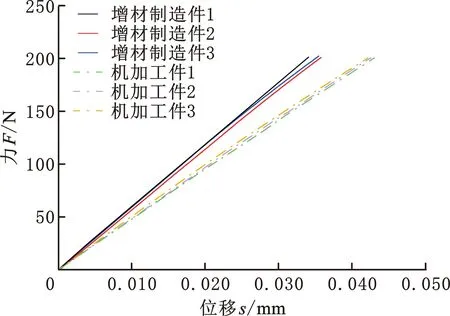
图16 极限载荷工况11附件位置的拉伸试验
极限载荷工况11二力杆位置的拉伸试验结果如图17所示。拓扑优化后的增材制造外部系统支架加载曲线平均斜率为11 261.82 N/mm,机加工的外部系统支架加载曲线平均斜率为8918.57 N/mm,表明经过拓扑优化的外部系统支架刚度相比原始设计提高约26.3%。

图17 极限载荷工况11二力杆位置的拉伸试验结果
上述试验结束后,两类支架结构均形态完整,对结构进行尺寸测量,未发现明显的可观测变形,表明面向增材制造的支架结构优化设计合理、增材制造结构件试验可重复性强,符合设计与制造要求。
5 结论
本文围绕航空发动机外部系统支架减重需求,开展了面向增材制造的外部系统支架拓扑优化设计、制造与力学试验验证研究,主要研究结论如下:
(1)完成了外部系统支架结构的拓扑优化设计及重构校核分析,基于增材制造各向异性材料属性,开展了面向增材制造的外部系统支架优化设计,全新的材料拓扑布局形式平均降低结构最大应力水平约30%,提高第一阶固有频率约15%。
(2)完成了拓扑优化后的外部系统支架结构增材制造加工和力学性能试验。增材制造外部系统支架结构质量减小约15%,结构刚度提高约20%。
(3)全新设计方案实现了1个外部系统支架、2个管路支架和4颗铆钉的一体化增材制造,有效提高了发动机装配质量和效率。
此外,拓扑优化外部系统支架结构增材制造样件已开展装机验证,顺利通过地面静载和发动机点火试验,充分验证了3D打印一体化设计结构在航空发动机结构设计制造领域的广阔应用前景。
