45 t转炉氧枪机械升降装置自动控制系统
2022-12-21王海帆
王海帆
(河钢唐钢公司 河北 唐山 063000)
0 引言
任何一项生产都需要完备的设施作为支撑,在转炉实际生产运作中,直流电机作为控制转炉氧枪的驱动方式被广泛使用,也是重要的单体设备,在生产运行中极为关键。随着生产技术的不断革新,交流调速电机驱动逐渐引入生产实践中来控制转炉氧枪的升降[1]。交流调速电机驱动有着独特的优越性能,运行中能够实现实时调整,并且随着升降速度的不同发生改变[2]。与高速升降电机驱动相比,低速升降所用的电机驱动局限性更为明显,不仅占用空间大并且耗时较长,制动性能也未能达到最佳状态[3]。高低速之间的转换过程也不能顺畅过渡。在转换的过程中还会因为作用力之间的关系不匹配而造成设备受损[4]。这一过程无论对生产的精准性还是成本耗量都会产生重要影响。在现代化生产作业模式下,交流变频调速技术所充当的角色变得越来越重要,无论是中型转炉养枪升降还是小型转炉氧枪升降,交流调速电机驱动都能发挥出重要的作用[5]。不仅使生产成本得到了控制,设备的内耗问题也会因此减缓,使用起来也更为方便快捷。本文以某钢厂45 t转炉氧枪升降自动控制系统为例进行研究,分析交流变频调速技术在生产中所扮演的重要角色。
1 工艺过程
转炉炼钢过程中,每套氧枪的转换点之间的作用关系基本相同,无论是氧枪的配套参数,还是光电编码器,每一个部分都是严格按照配比关系来进行,它们之间的作用关系是保障安全生产必备装置。凸轮控制器、行程开关缺一不可。氧枪位见表1。

表1 氧枪枪位
以氧枪由换枪点至吹炼点为例。氧枪的作用力发挥,首要起始点源于0速启动,这种启动方式在以往的生产运用中并未进入到实践化操作。伴随炼钢工艺的不断改进,该启动方式已得到普遍应用。一旦启动成功,换枪点便开始运行。设备在运行中速度频率不断提升,升降的速率也逐渐进入到高速运行状态。当生产需要改变时,该速率可切换至低速运行状态,并将变速点进行下降调节,当换枪点调节到一定位置后即可进入到吹炼点,速度在不断下降的过程中逐渐调整并停止。
2 自动控制系统的构成
2.1 硬件配置
PLC:本系统PLC采用新品Control Logix5450,该产品的应用与其他同类产品相比更具优越性,在控制转炉氧枪升降过程中,这种性能更为突出,受到许多钢铁企业受众群体青睐。不但性能高效,运行整体状态也极其平稳,应用范围主要针对转炉氧枪升降控制系统设备来完成。该系统CPU模块精心采用1684-L1M2型号:这是一款高端模块组,有了该模块组生产效能将变得更高,这在以往生产中并未被投入使用[6]。而Control Net通信模块采用1766-CNBR;Device Net通信模块采用1766-DNB。
工作站:45 t转炉氧枪机械升降装置自动控制系统工作站配备研华工控机,CPU主频2.8 GHz,内存512 M,配备了三套硬盘系统,均为1 T存储量,50倍速光驱,内置Control Net网卡,显示器采用22英寸华硕显示器。该工作站不仅能够满足普通生产中的应用,还能作为科研器械来进行使用。例如它作为编辑器进行应用,满足生产的自动化控制需求。除此之外,该系统采用了EPSONLQ-1600K针式打印机对日常数据进行打印分析,这样很多近期数据就能利用此种方式实时进行打印输出,实现信息传播的快捷性和精准性,也保证了数据的时效性。
通信:本系统在运转过程中数据传输采用同轴电缆传输方式,通过与PLC之间的关联通信进行远程数据传输,使用的网络控制系统为Control Net,传输速率可达到5M bit/s,有效地保证了数据传输的准确性与及时性。在系统中赖以支撑的是Device Net,它是变频器与PLC之间所需的设备通信装置。通信介质为Device Net专用的5芯粗缆。
2.2 软件配置
PLC编程软件:45 t转炉氧枪机械升降装置自动控制系统的PLC编程软件采用RS Logix5000 Ver 12.02这一最新款产品,该软件应用较方便,非常易于上手,在使用中用户可在较短的时间内完成。操作界面清晰直观,通过各项指令设定能够较为轻松地进行使用。
上位监控软件:本系统的上位监控软件采用了RS View32中文Ver 6.30.16这一款最新图形开发工具。该软件在生产应用中极其方便,所有参与工作人员通过该软件可详尽地掌握到所需信息内容,不仅如此,它的数据既可以做到历史记录保存,又可以进行数据的实时更新,工作人员可以随时掌握生产信息源。所调取的数据可以生成多种形式,一旦发现与实际生产不符的状况便会产生报警[7]。最为关键的是它还能根据需要进行口令功能的设定,以适应更为广泛的生产需求。
通信软件:本系统的通信软件为了便于后期的升级维护,采用最新产品 RSLinx Ver 2.39,RSNetWorx for Control Net Ver4.20,RSNetWorx for Device Net Ver 4.21。该软件具有诊断功能,与上位监控软件的作用一样,也能起到监控的作用,并且所呈现出的图像更为清晰直观。
操作系统软件:以上全部软件工具均在Windows 2000及中文Office 2002操作系统环境下进行安装运行。
2.3 变频器
本系统采用最新产品1336 IMPACT变频器。该变频器采用的技术为FORCE技术,能将控制电动机的磁场独立分隔开,并且转矩效应也能作为独立的个体进行掌控。这样即便是变频器处于0速状态,也可达到满转矩的生产需要。如果将设定的编码进行调速,配置它的作用范围能够达到1 000:1。并且调速范围越低,它的精准性越高。例如当调速范围控制在100:1以内时,这时的调速精准性将得到进一步提升,转矩调整率也会因此得到提升。
3 PLC与变频器之间的数据通信
3.1 PLC与变频器之间数据通信特点
在本系统中,1336 IMPACT变频器通过自带的1203- GK5 Device Net通信接口与PLC机架上的1756-DNB Device Net通信模块实现了生产数据的信息通信与传输。通过通信电缆即可实现PLC与变频器之间的数据交换,大幅度降低生产所需成本,使生产变得更为安全高效,不仅操作方便,还能使系统的性能得到大幅提升。PLC输入映像见表2。

表2 PLC输入映像表
3.2 PLC与变频器之间的数据通信实现
PLC的功能实现需要作用媒介通过调整电机电压来实现,也可通过电机转矩调整,当电机所转换的信息资源被PLC读取时便形成了可视映像,这些资源数据通过传输功能线进入到PLC系统中,实现变频器与PLC之间的信息转换。变频器状态字见表3。PLC输出映像见表4。
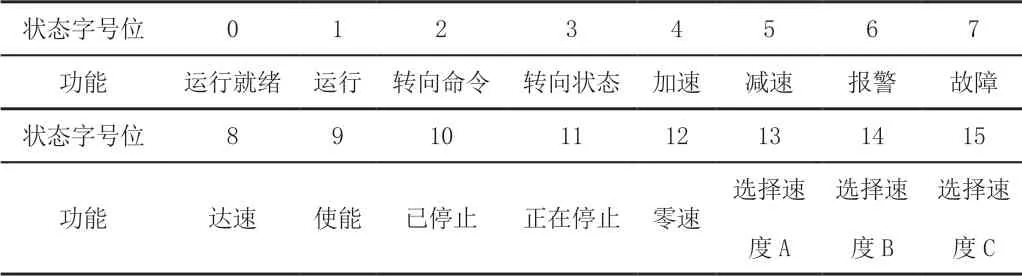
表3 变频器状态字

表4 PLC输出映像表
3.3 变频器相关参数设定
系统运行参数通过变频器操作面板上设置参数来完成,这些参数可以保证系统正常运行。每个参数值范围都有它特定的含义,标志着该变频器的精准性及操作范围划定。变频器控制字见表5。
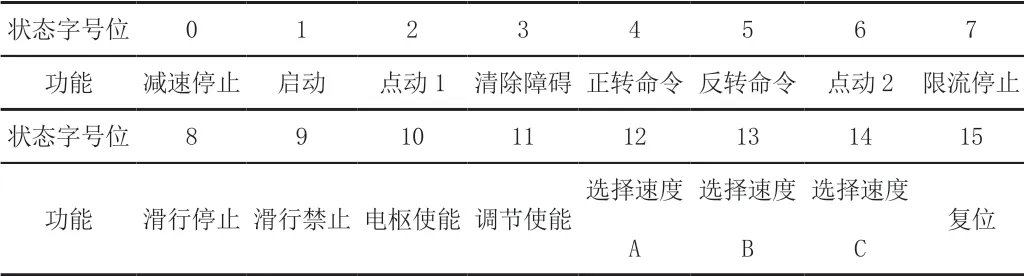
表5 变频器控制字
例如:参考频率3设定为8 Hz,对应的速度值为每分钟8 m;参考频率4设为45 Hz,所运行的速度范围值为每分钟40 m。加速过程为1 m/s设定为3 s,减速过程为1 m/s设定为3 s。变频器的频率—时间特性曲线见图1。
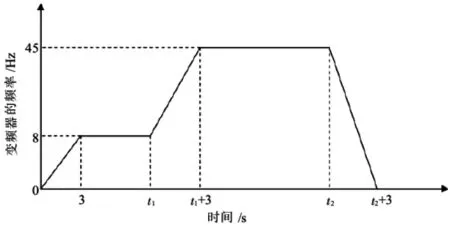
图1 变频器的频率—时间特性曲线
4 PLC程序及功能
4.1 PLC程序功能
有了PLC程序生产操作性程序,所有的实时功能都变得更为灵活多变,它的操作方式可以有多种选择,无论是自动还是手动都能实现。一旦选定了某种生产运行方式,便可进行预设,设定的程序会随着设定的起始点进行运动。从起始点运动减速到停止需完整的生产过程[8]。如果选定了吹炼位置,氧枪可进行微调,以满足枪位的精准瞄准目标。
4.2 工作站画面功能
工作站画面有了此功能,将更高效地在运行中呈现出氧枪枪位以及升降变频器状态等各个实时画面。工作人员可随意调度取用,随时监控各个生产环节中的氧枪状况,通过画面更为直观掌握各运行参数,并可清晰地捕捉。一旦发生异样情况,可根据截取画面采取有效措施进行调整,此时系统的报警功能就发挥了重要作用。它能在出现问题时及时反馈一些不安全因素,从而保证生产的顺利完成。
5 防坠落控制装置
在防坠落控制装置中,起关键性作用的是安装在氧枪升降小车上的摩擦制动防坠落机械装置,该装置之所以能够起到防护作用,关键在于它能通过螺栓之间的咬合以及齿轮之间的咬合形成了环环相扣的制动能力。有了这种制动力升降小车在上下运行过程中,能有效避免意外状况的发生。特别是在安装导向轮以及立柱上的导轨设置,能使咬合几乎达到完美程度。而运行轨迹也会沿着这些咬合齿轮印迹进行,这样便能有效降低生产不安全因素。
转炉氧枪摩擦制动防坠落装置安装结构如图2所示,图2中1为防坠落机械装置、2为齿条、3为齿条安装梁。
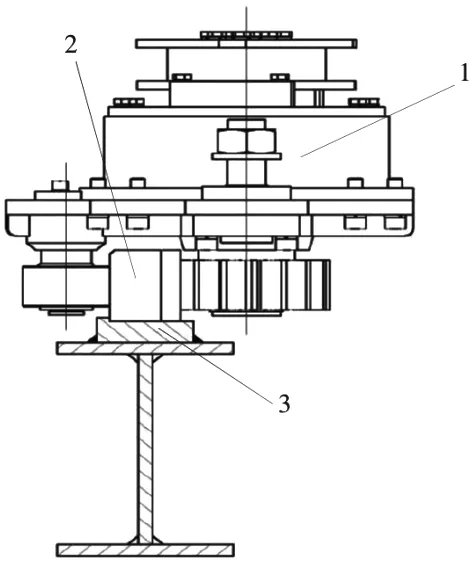
图2 转炉氧枪摩擦制动防坠落装置安装结构
防坠落机械装置升降小车在上下运行时增加了安全可靠性,有效地降低了事故发生率,而齿轮之间的咬合装置也使得氧枪升降小车能够平稳地沿着运行轨迹上下活动。应注意的是这种咬合角度需要实时进行检查,一旦出现咬合错开以及脱轨现象,就要及时进行调整和修正,否则制动力强度就会削减,从而影响了生产安全性。
摩擦制动防坠落装置的可靠性与安全性有目共睹,它为生产的高质量以及安全做出了有效保障。在实际生产过程中,带氧枪小车的运行安全系数会大幅度提升,确保生产顺利进行,其作用不容忽视。特别是当两厢小车的运行速度超过既定标准时,这种防护装置便会启动。在启动过程中,升降小车所产生的拉力能够确保小车在原有轨迹上运行,而这种咬合齿块也会增强平稳性,使防护装置起到安全作用。一旦发生钢绳断裂事件,升降小车便会出现失控现象,这才是摩擦制动防护装置真正起到作用的关键时刻——摩擦制动防坠落装置因意外摩擦力而形成自动化的启动装置,使坠落的小车快速地将速度调整到一个平稳状态。但齿块式防坠落装置并没有因此而启动,主要原因在于钢丝绳还存有拉力的作用。
齿轮安全器防护机械装置在运行中并不会对机械设备造成磨损或者更多的伤害,因为它的运行原理完全依靠于内部摩擦力,而不是机械之间的磨损力来达到控制目的。当生产中因为操作不当出现氧枪掉落到转炉中的情况时,也可通过该设置将氧枪及时提起,这样就能有效避免危险事故的发生。有了这个防坠落装置,相当于给生产做了一个安全防护工程,它不但操作极其简单快捷,还能够确保生产的顺利进行。
6 结语
综上所述,45 t转炉氧枪机械升降装置自动控制系统自投入使用以来,在生产中发挥了重要的作用,不仅大幅度提升了生产的效率,还使生产成本得到了有效控制。该系统运行稳定,实现了生产的高效性与精准性。因此该系统与同类生产操作系统相比更容易维护,其优越性明显,值得推广。