数控车床加工外圆尺寸精度控制的一种新方法
2022-12-21范明明
范明明
(台州技工学校,浙江 台州 318000)
0 引言
浙江省单考单招职业技能操作考试机械类专业考试中,考生可以选择数控车工、数控铣工、普通车工、钳工4个工种中的1项进行考试。数控车工项目的图样尺寸精度要求较高,尺寸公差等级、公差带代号不一致,尤其是外圆尺寸较多,尺寸分数占比大,因此想要取得高分,必须保证按要求完成外圆尺寸加工[1-2]。常规的按基本尺寸编程,再通过修改磨损来控制精度的方法无法满足对精度控制的要求。因此本文针对外圆尺寸的控制,选择采用了统一偏差编程(所有外圆根据偏差分布情况,选择最容易计算的上偏差或下偏差进行编程),加工过程中再根据实际测量尺寸与目标尺寸(精加工完成后所要得到的最终尺寸,由于存在测量误差,零件加工完成后受形变、温度等条件的影响产生的尺寸误差,不同检测量具之间存在的检测误差等,因此目标尺寸一般要求控制在上下偏差的中间值,即如图1中的φ38±0.012 mm外圆,尽量控制目标尺寸为φ38.00 mm)的偏差值,分次修改磨损的方式控制精度,而对于机床精度较差的情况下,需要再结合分次修改磨损后根据实际加工情况修改程序坐标的方式进行尺寸修正[3-4]。
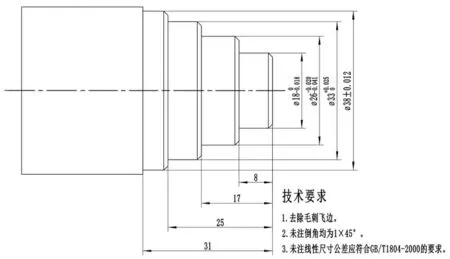
图1 外圆零件图
1 图样工艺分析
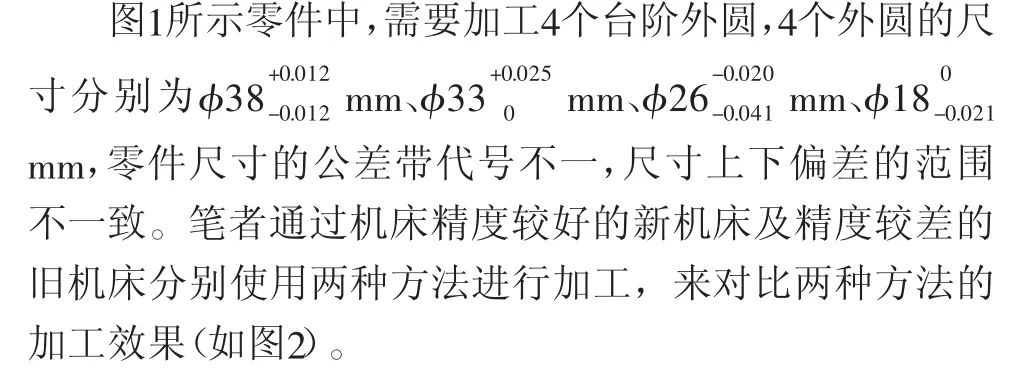

图2 新机床(左图)及旧机床(右图)
2 实验验证
2.1 常规的控制方式(使用精度好的新机床进行加工实验)
常规的加工方式是直接进行编程后,修改磨损控制尺寸,图1所示公差的零件不容易控制尺寸精度的加工情况如表1所示。
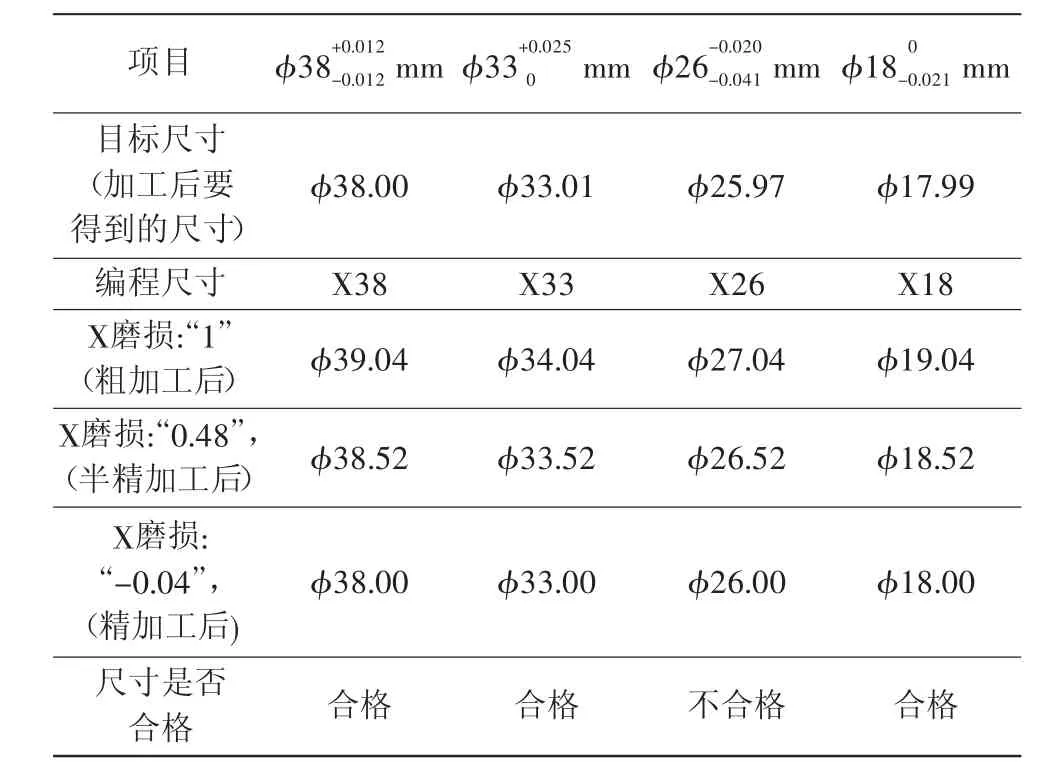
表1 常规方法机床精度较好的新机床的加工情况
b.测量各个外圆尺寸,控制精度,由于各个外圆的尺寸偏差范围不一致,不能一次控制好所有的外圆尺寸。
c.加工成品零件(如图3),零件的4个外圆不能一次加工到公差范围内。

图3 新机床采用常规方法加工出的零件
2.2 统一偏差编程后修正余量控制精度控制方法(使用精度高的新机床及精度较差的旧机床分别进行实验)
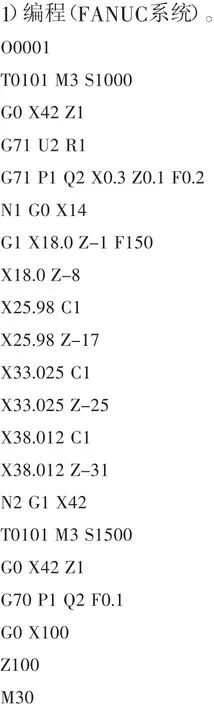
编程的时候采用统一偏差编程(统一采用上偏差、下偏差或者中差来编程),根据图1所示4个外圆尺寸的公差分布情况,基本尺寸加上上偏差更方便计算,该零件4个尺寸适合统一采用上偏差编程(如表2),编程时4个外圆分别使用坐标X38.012、X33.025、X25.980、X18.000,这样只需要计算φ26的外圆减去上偏差-0.020,得出X坐标25.980,其他几个外圆可以直接得出,方便计算[5-6]。
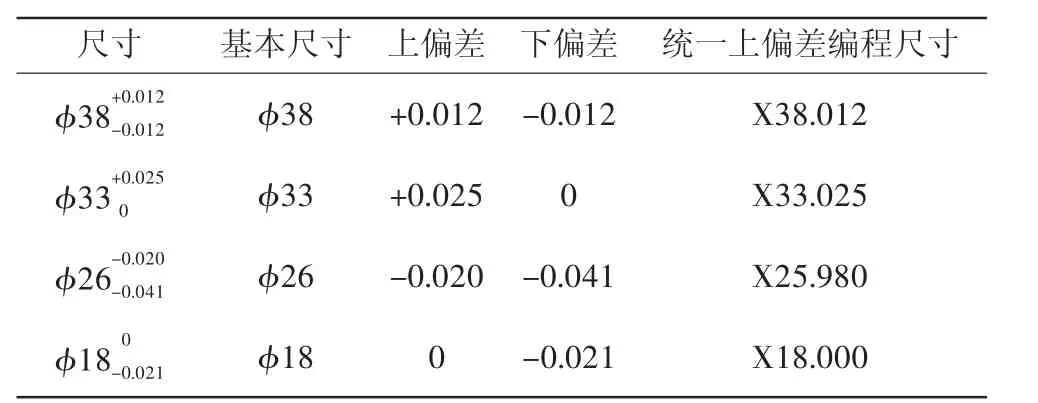
表2 统一上偏差编程尺寸
修改磨损操作步骤(使用精度好的新机床进行实验):
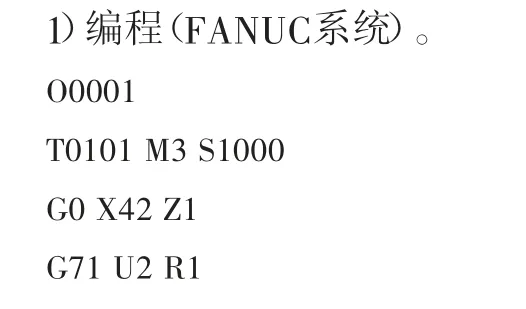
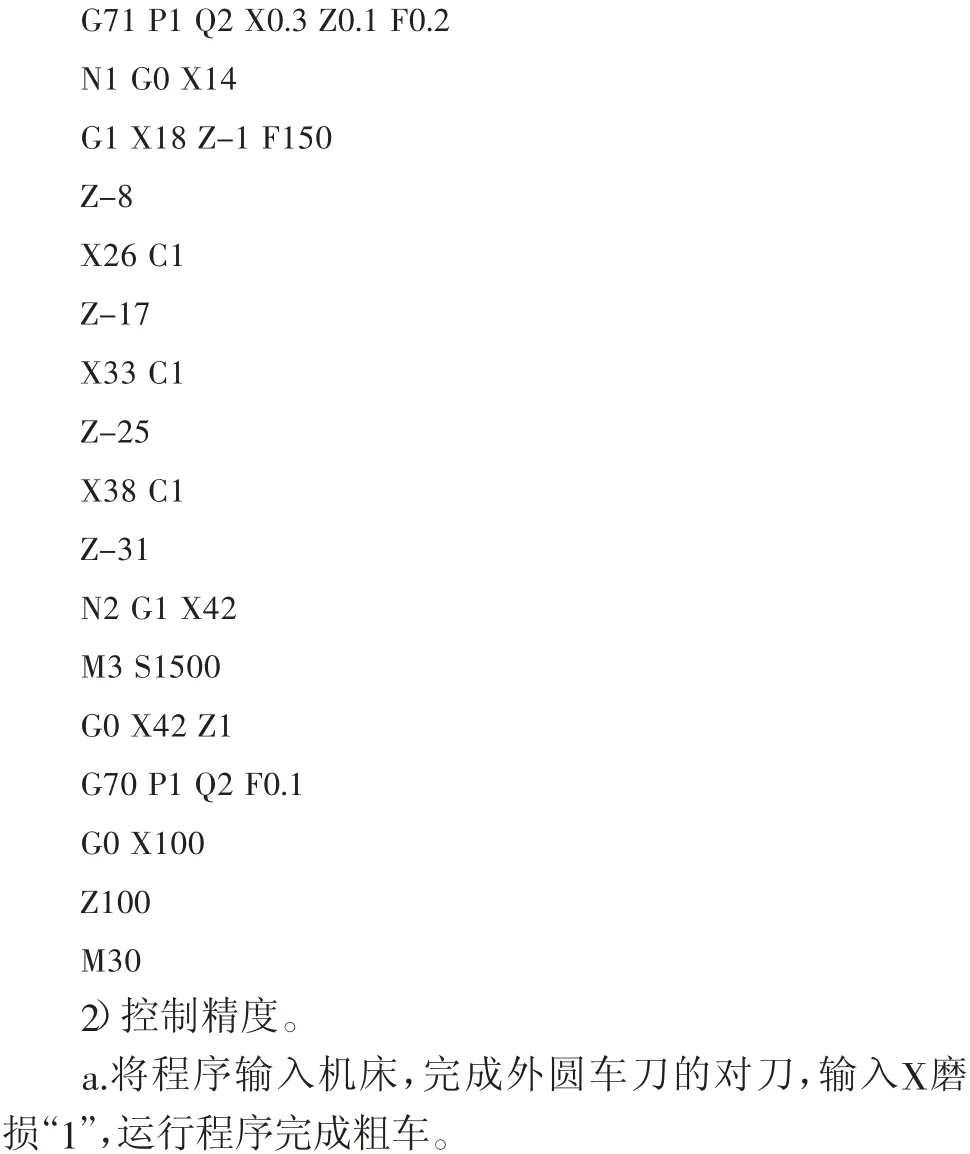
a.采用统一偏差编程,将程序输入机床,完成对刀操作,X磨损输入“1”(即相当于留余量1 mm),运行外圆车削粗加工程序。
b.粗加工完成后测量所有外圆的尺寸,测得4个外圆的 实 际 尺 寸 为φ39.01 mm、φ34.02 mm、φ26.98 mm、φ19.0 mm,比目标尺寸均大1.01 mm,半精加工及精加工余量一致能更好地控制尺寸精度,因此将余量1.01 mm平均分成两次进行加工,即半精加工车削0.5 mm余量,初始X磨损1减去0.5,得出半精加工的X磨损,在机床系统里修改X磨损,输入“0.5”(如表3)。
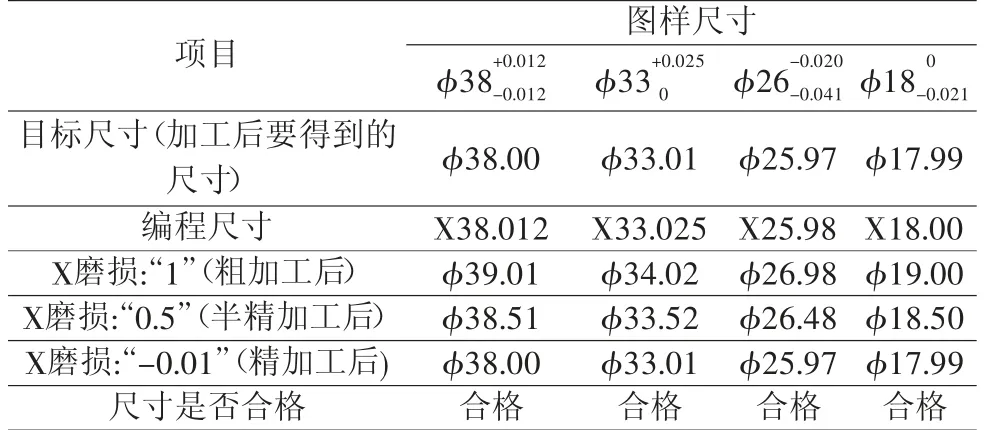
表3 机床精度较好的新机床的加工情况
c.半精加工后测量所有外圆的尺寸,测得4个外圆的实际尺寸为φ38.51 mm、φ33.52 mm、φ26.48 mm、φ18.5 mm,比目标尺寸均大0.51 mm,说明加工精度较好,可以直接进行精加工,目前的X磨损0.5减去余量0.51,得出精加工的X磨损,在机床系统里修改X磨损,输入“-0.01”。
d.精加工后测量尺寸(加工成品零件如图4),确认4个外圆能一次加工到公差范围内。
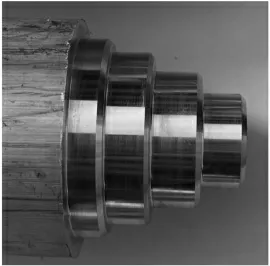
图4 新机床采用新方法加工出的零件
修改磨损操作步骤(使用精度较差的旧机床进行加工实验)。
a.采用统一偏差编程,将程序输入机床,完成对刀操作,X磨损输入“1”(即相当于留余量1 mm),运行外圆车削粗加工程序。
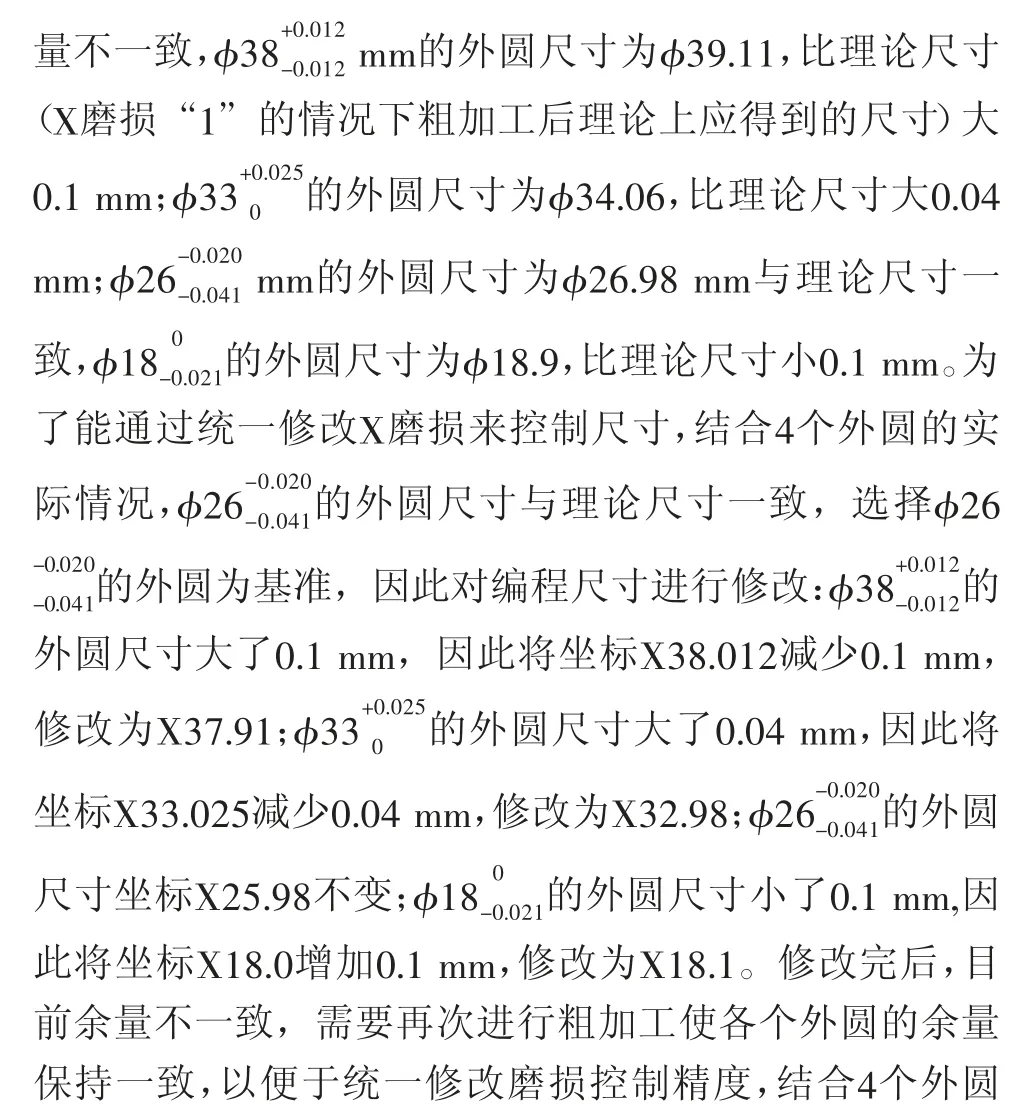
c.第二次粗加工后测量尺寸,测得尺寸余量仍有少量不一致,通过同样的方式再次修改坐标(详细数据如表4所示)。前面一次修改后基本可以达到精度,因此将剩余的余量0.71 mm平均分成两次进行半精加工及精加工,半精加工及精加工余量一致能更好地控制尺寸精度,即上一步的X磨损“0.7”减去0.35,得出半精加工的X磨损,在机床系统里修改X磨损,输入“0.35”。
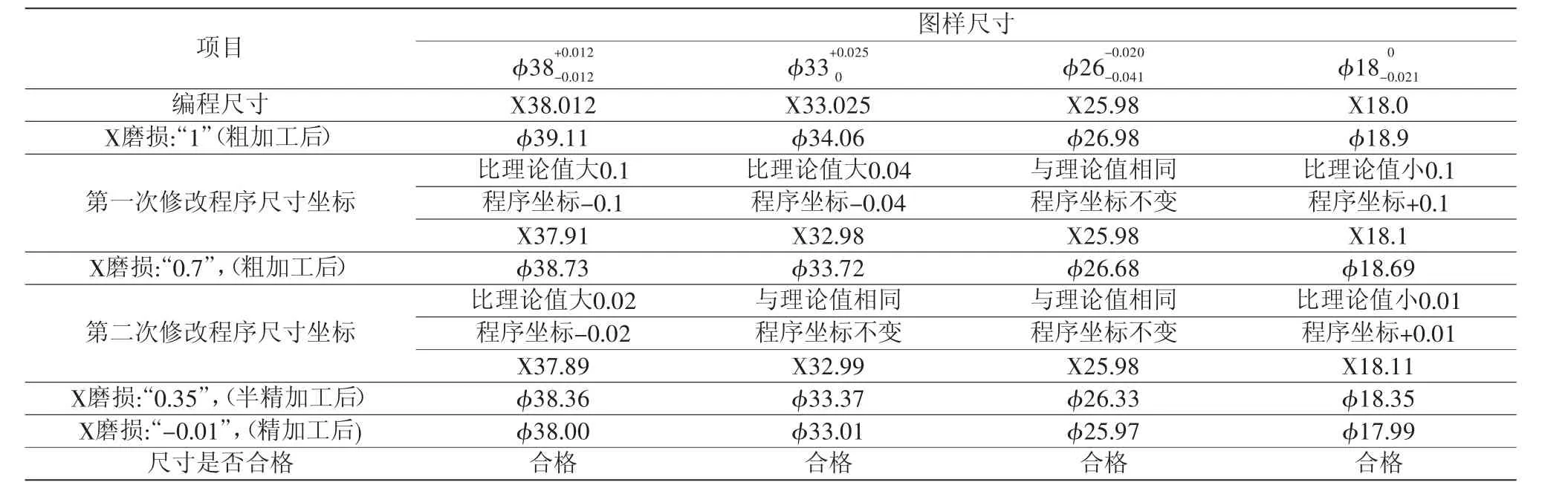
表4 机床精度较差的旧机床加工情况
d.半精加工后测量所有外圆的尺寸,测得4个外圆的实际尺寸为φ38.36 mm、φ33.37 mm、φ26.33 mm、φ18.35 mm,比目标尺寸均大0.36 mm,说明修正后的加工精度较好,可以进行精加工,目前的X磨损0.35减去余量0.36,得出精加工的X磨损,在机床系统里修改X磨损,输入“-0.01”。
e.精加工后测量尺寸(加工成品零件如图5),确认4个外圆能一次加工到公差范围内。
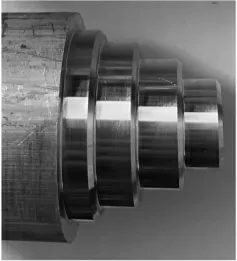
图5 旧机床采用新方法加工出的零件
3 结论
本文分别使用新、旧机床通过常规控制方法及使用统一偏差修正余量的两种方法来控制尺寸精度,经过实际加工后得出常规方法在精度高的新机床上也不易控制上下偏差不一致的尺寸精度。而通过统一偏差编程后,根据实际加工情况来调整程序及磨损,当机床精度高且刀具、材料等都正常的情况下,通过修改磨损就可以保证多个不同公差带、公差等级要求的尺寸精度。若机床精度低的情况下采用统一偏差编程后,通过多次修改磨损,结合每次修改磨损后加工的尺寸情况调整编程数值,使每个外圆的余量一致后进行精加工,也可以很好地保证尺寸精度[7]。
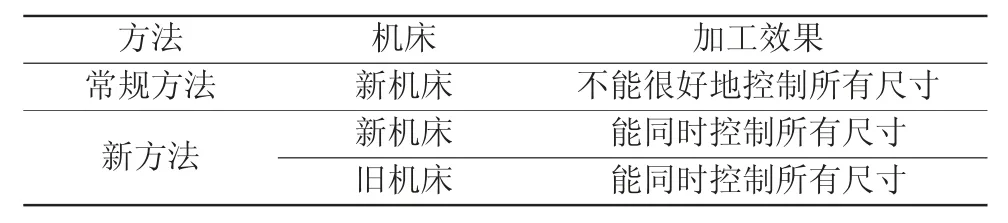
表5 上下偏差不同的外圆尺寸加工效果对比