基于带通滤光片的平面工件面形干涉测量方法
2022-12-21王凯闫英周平
王凯,闫英,周平
(大连理工大学 机械工程学院,辽宁 大连 116033)
0 引言
干涉法测量工件面形具有非接触、无损伤、精度高等特点,干涉仪在工业检测领域应用广泛,常用的光学干涉测量包括单色光相移干涉法[1-2]、白光垂直扫描干涉法[3-6]和多波长干涉法[7-10]三大类。利用干涉法进行平面面形测量时,必须要对干涉图样进行相位解包裹,以获得每根条纹蕴含的面形信息。常用的相位解包裹方法分为空间相位解包裹和时间相位解包裹。其中时间相位解包裹方法精度更高,应用更加广泛,此方法往往需要高精度运动控制及精密的激光系统来完成移相,造价高昂。尽管其分辨率较高,有较高的精度,但是高昂的价格使其并不适用于低成本的测量场景。
有的研究者使用双波长的干涉技术,结合数字全息,提出双波长数字全息[11-12],韩永胜等[13]使用不同波长的激光来构成双波长系统,结合移相法研究了光弹性条纹的自动分析技术。湖北工业大学何浪[14]使用椭圆拟合法来提取干涉图的相位,此外还有厦门大学的学者采用自主开发的算法用于干涉条纹的中心线提取,能够实现条纹中心线的快速准确定位,可以达到像素级的精度[14],Ramesh等[16-18]从图像处理角度,使用条纹细化和倍增等方法,优化了面形恢复算法。Shen等[19]提出一种利用白光的干涉特性来还原被测物体的三维形貌信息的白光垂直扫描干涉法,解决了单色光相移干涉中相位模糊的问题,测量范围也有所增加。Kitagawa等[20]于2014年提出一种利用三波长干涉法测量薄膜表面形貌和厚度的新方法,该方法最大的特点就是在光路中增加了一个带通滤波器,可以较容易地获取所需的信息。
本文针对以上问题,以环形工件为例,提出一种使用中心波长差10 nm的两个窄带滤光片,从白光光源获得中心波长相差10 nm的准单色光,进行干涉获取不同的干涉图样,然后以第三个带宽为20 nm的滤光片,结合光的单色性对光程差较大情况下干涉条纹可见性削弱的影响辅助干涉条纹级数确定,自动排序则使用两干涉图沿圆周交替膨胀搜索排序的图像处理算法。排序完成后使用Zernike多项式拟合出被测面形,并使用摆正算法获得最终面形结果。
1 测量原理
把工件放置在一块光学平晶上时,由于工件的面形误差,会在工件与光学平晶之间产生一层空气薄膜,该空气薄膜在各个位置的厚度与工件面形相关,其厚度中便蕴含了面形的信息。
如图1所示,当入射光I从下往上垂直照射时,光穿过光学平晶,到达空气薄膜下表面时,入射光会分为两部分,即同时发生透射光I1和反射光I2,透射光I1在到达空气薄膜上表面时也会反射,反射后再穿过空气薄膜到达下表面,并在空气薄膜下表面处与反射光I2发生干涉。
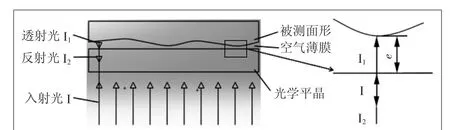
图1 干涉光路图
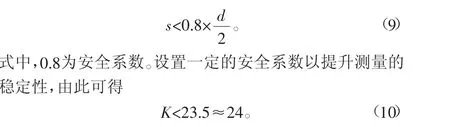
设某一处空气薄膜的厚度为e,则透射光I1与反射光I2的光程差δ计算公式为
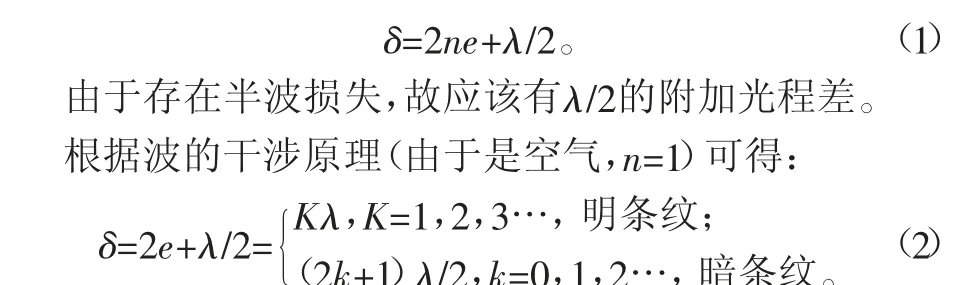
由以上干涉原理,准单色光在空气薄膜下表面形成明暗相间的干涉条纹,并且相邻明(暗)条纹之间的级数只有两种关系,即相等或者相差一级。由此可知,相邻明(暗)条纹所在位置的面形高度差对应也是两种关系,即等高或相差λ/2。弄清楚所有的明(暗)条纹之间的高度关系,完成条纹排序,即可由此恢复被测面形。
本文采用更换两个中心波长相差10 nm的窄带滤光片,来获取不同波长下的干涉图样,两个窄带滤光片的中心波长分别是λ1=600 nm、λ2=590 nm。当波长由600 nm变为590 nm时,干涉的条件就会发生变化,任一束光发生干涉,空气薄膜厚度与干涉条纹的关系满足下式:

如图2所示,假设A点处是某一级亮条纹,根据式(3)可得e1与λ1的关系:

当更换滤光片为中心波长为590 nm时,λ1减小为λ2,便不满足上述等式,即A点处e1的空气薄膜厚度已无法再产生亮条纹,而若需要满足继续相等的条件,则需要空气薄膜厚度相应地变小,即:

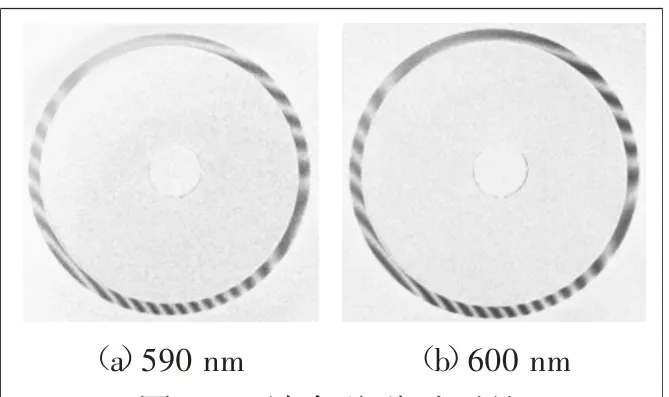
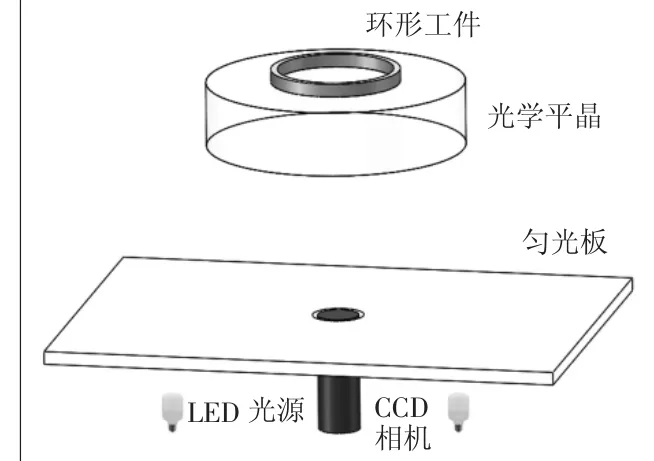
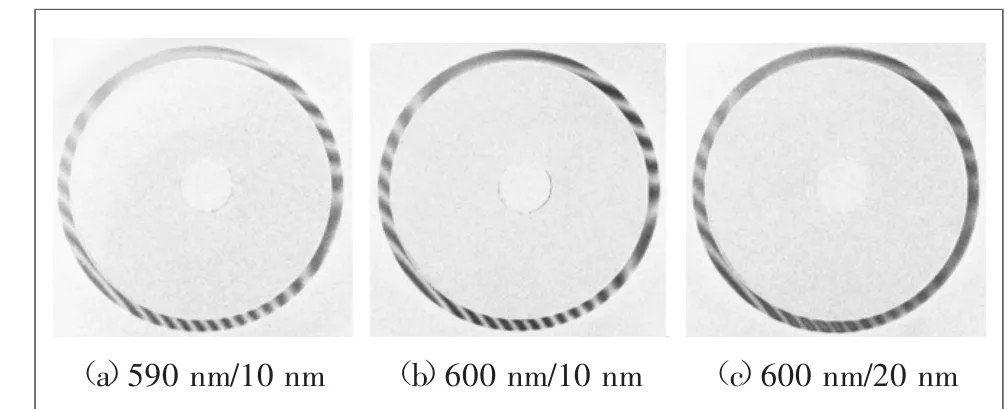
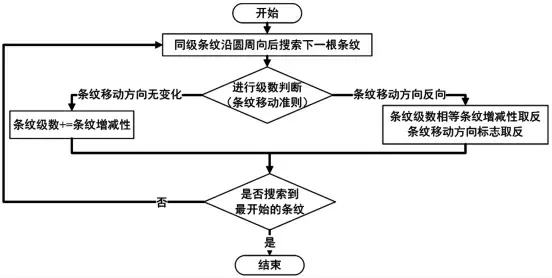
可知e2 如图2所示,条纹移动的垂直距离计算为式(4)、式(5)两式相减,得第K级亮条纹移动前后位置处空气薄膜厚度差Δ的计算公式: 图2 条纹移动量计算 Δ=e1-e2=(K/2-1/4)(λ1-λ2)=5K-2.5。 (6) 由于平面面形元件都有基础的加工精度,面形在测量空间中斜率变化较小,面形上A点的斜率设为i,则当空气薄膜厚度变化为Δ时,条纹在水平面方向移动的距离s计算公式为 当条纹移动距离过大时,超过本级条纹与下一级条纹中间的位置,或者接近中间位置时,就会导致无法判断该条纹是下一级条纹还是本级条纹移动过去的。两级条纹中间位置处的距离为150/i,干涉条纹移动距离s与条纹级数K成正比,要想完成测量,s与d的关系需要满足: 这就限制了条纹级数不能有超过24级的干涉条纹,也就限制了所测量面形不能太差,否则过于差的面形会导致某些干涉条纹的级数过高,即所测工件面形的PV上限Z,误差高于上限的面形不适用于本测量系统,Z的值为 由以上分析可知,当窄带滤光片的中心波长变小时,干涉条纹向空气薄膜厚度变小的方向移动。本文通过实验验证,10 nm的中心波长变化引发的条纹移动是可以从像素上实现检测的。例如,图3所示为某一环形工件在分别使用590 nm中心波长和600 nm中心波长的窄带滤光片下拍摄获得的干涉图样。 图3 干涉条纹移动对比 全局排序还是无法开始,因为无法通过两张干涉条纹图就确定条纹移动方向,需要借助第三个中心波长600 nm,但是带宽为20 nm(前两个带宽为10 nm)的滤光片,带宽增加,透过的光单色性就会变差,多个波长的光同时进行干涉,同一级的条纹会错开一定距离,彼此干涉,这样干涉条纹在图像上的对称度就会下降,此现象随着透射光I1和反射光I2光程差的变大而愈加显著。通过使用第三个滤光片,就可以在干涉图像中检测到空气薄膜较厚的位置,如图4所示。 图4 带宽增加后条纹出现消失 当检测出来某一处条纹消失区时,即可判断条纹消失区边缘的条纹移动方向是远离条纹消失区中心的,由此便获得了条纹消失区最边缘处干涉条纹的移动方向,通过该根干涉条纹沿圆周远离条纹消失区中心点的方向膨胀搜索,即可找到该条纹对应在590 nm干涉图样中对应的位置。条纹排序便从此处开始,后面的每一根干涉条纹级数便可以通过图像算法一一确定。 确定了条纹级数之后,就需要拟合出被测面形。利用多项式进行波面拟合是非常方便的,由于Zernike多项式容易与光学系统像差建立起联系,因此在干涉条纹级数确定后,多使用Zernike多项式进行面形拟合。拟合获得的面形受到测量系统摆放的影响,会有一个倾斜误差,本文采用最小二乘法拟合参考平面,以表征该误差并消除。 如图5所示,整个测量装置放在密闭的黑暗环境中,以避免周围环境光源的影响。LED光源发出的白光经过白色匀光板,让光均匀照射工件,在匀光板中间开一个洞,使用CCD相机拍摄干涉条纹,CCD相机连接工控一体机,干涉条纹图传输至工控机中,便可以由图像处理恢复被测面形。滤光片有3块,每次拍摄放置其中1块在CCD 相机的上部,使得只有需要的光透过进入CCD相机。 图5 实验装置 如图6所示,从实验中获得了某一工件干涉条纹图,分别为600 nm干涉条纹图、590 nm干涉条纹图、20 nm带宽干涉条纹图。 图6 某一工件干涉条纹图 获取干涉条纹图后,用MFC库编写GUI界面,并使用OpenCV计算机视觉库进行条纹排序,本文针对亮纹进行排序,直接对条纹图进行技术确定,处理起来较为困难,因为不好直接在坐标上标定出条纹的位置,为了解决这个问题,本文采用细化亮条纹,获取其条纹骨架线的预处理方法来简化排序过程,对骨架线排序算法程序流程如图7所示。 图7 条纹排序算法程序框图 排序完成之后,每根条纹有了对应的级数,条纹中心线对应的像素点的高度值计算公式为 式中:p为条纹级数。将每个骨架线上的像素点赋上对应的高度值,然后使用Zernike多项式进行面形拟合,拟合结果如图8(a)所示。由于测量系统的摆放会引进倾斜误差,因此需要去除这部分斜率,本文使用最小二乘法拟合出可以表征图8(a)面形在测量空间中与水平面的倾斜误差的平面,将该平面设为参考平面,计算所有数据点到该平面的距离值,再用这个距离值代替原高度值,即可获得最终面形结果,面形结果如图8(b)所示。 该工件经过多次变换位置重复测量,得平均PV值为1.78 μm,RMS值为0.49,为了验证结果的准确度,本文使用商用高精度平面度 仪(FlatMaster200,Corning Tropel Co.,USA)进行对比测量,测量结果如图8(c)所示,多次测量后得该工件实际面形为1.79 μm,RMS值为0.51,与本文所述测量系统的测量结果较为接近,证明了本方法的准确性。 图8 Zernike拟合结果、摆正结果和对比测量结果 为了实现低成本的面形测量,提出了一种借助中心波长相差10 nm的窄带滤光片获取准单色光的方式进行干涉,并以第三块带宽为20 nm的滤光片辅助排序,将排序结果完成高度赋值,有了被测面形上离散的已知数据点,再使用Zernike多项式拟合完整的被测面形,最后使用最小二乘法表征出测量空间中拟合面形的斜率并予以去除,获得了较为准确的面形结果。综上所述,该方法可以应用于低成本、低分辨率要求的面形测量。



2 实验验证


3 结论
