双级永磁变频空压机节能技术研究与应用
2022-12-19李谞
李谞
0 引言
压缩空气是啤酒生产中不可缺少的动力源。在啤酒的生产过程中,压缩空气系统担负着为啤酒工艺、生产设备以及各种气动元件提供气源的职责。然而,压缩空气系统的高能耗问题也一直是啤酒生产企业关注的重点,据统计,压缩空气系统的用电能耗占啤酒生产企业用电总量的15%左右[1];其中,空气压缩机(简称“空压机”)作为压缩空气系统中的核心设备,其能耗约占整个压缩空气系统的70%以上[2]。由此可见,对压缩空气系统进行节能改造,关键在于有效地降低空压机的能耗水平。近年来,面对日益严峻的外部环境以及啤酒市场竞争的加剧,对压缩空气系统进行节能技术改造,尤其是采用更低单位能耗的空压机替代较高单位能耗的空压机进行节能改造具有一定的可行性,其不仅有利于压缩空气系统的节能降耗,提高设备的使用寿命,还能实现啤酒生产企业降本增效的目标,为今后落实国家“碳达峰”及“碳中和”的相关政策迈出重要一步。
1 啤酒行业空压机现状分析
当前,受企业规模、产能和资金等因素的影响,不少中小型啤酒生产企业的空压机普遍为工频螺杆式空压机。其在运行过程中依据排气口压力以及管网用气的动态变化进行调节;当用气量不断变化时,空压机就会不断地在启动、加载、保压、卸载、停机之间往复循环以稳定气压。空压机频繁地加、卸载不仅使空压机的运行效率低下,造成严重的能源损耗的同时,也会进一步地降低空压机的使用寿命,使空压机的维护成本随着运行时间的增加而逐年升高[3];此外,空压机“高压低用”、匹配不合理以及压力带设置过宽等也是目前啤酒生产企业压缩空气系统中空压机使用普遍存在的问题。
随着各地对节能减排的要求越来越严格以及企业对低能耗节能的需求越来越急迫,一些大型啤酒生产企业开始逐步使用双级永磁变频螺杆空压机替代传统的工频螺杆式空压机,以此推进企业的降本增效工作,从而达到节能减排的目标。
2 双级永磁变频螺杆空压机运行分析
2.1 双级永磁变频螺杆空压机的电动机分析
一般而言,双级永磁变频螺杆空压机电动机为永磁同步电动机。永磁同步电机无励磁线圈,转子的直流励磁绕组被永磁体取代,显著提高了功率因素,降低定子电流和铜耗;同时,转子永磁体和定子旋转磁场同步运行,不产生转子感应电流,降低了转子损耗[4]。图1 为永磁同步电动机与工频Y 系列异步电动机的效率-转速曲线对比图,由图1 可知,相比Y 系列异步电动机,永磁同步电动机在转速的初始阶段已接近与最大效率ηmax。由此可见,永磁同步电动机在节能效果上相较于工频电动机具有更大的节能优势。
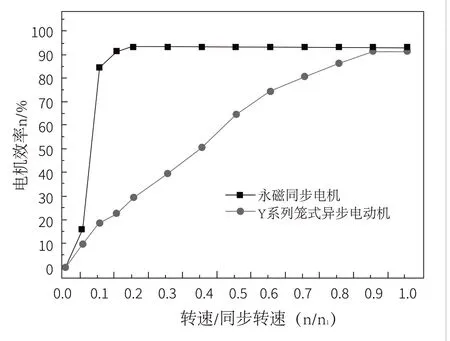
图1. Y 系列异步电动和永磁同步电机的转速n-效率η 曲线图[5]
此外,永磁同步电机配合变频驱动器(Variable Frequency Drive,VFD)的永磁变频启动方式相比软启动更加平稳、启动电流更小、能量消耗更低,启动时完全避免了电流峰值,进而有效提高了空压机整机的可靠性和稳定性,并彻底杜绝了工频启动对电网和设备的冲击(图2 所示)。当机组在变频的状态下运行时,永磁同步电机将保持极高的效率运行,使电机的转速、扭矩以及运行特性适应空压机的负载,在满负荷的情况下充分发挥峰值效率和功率因数。
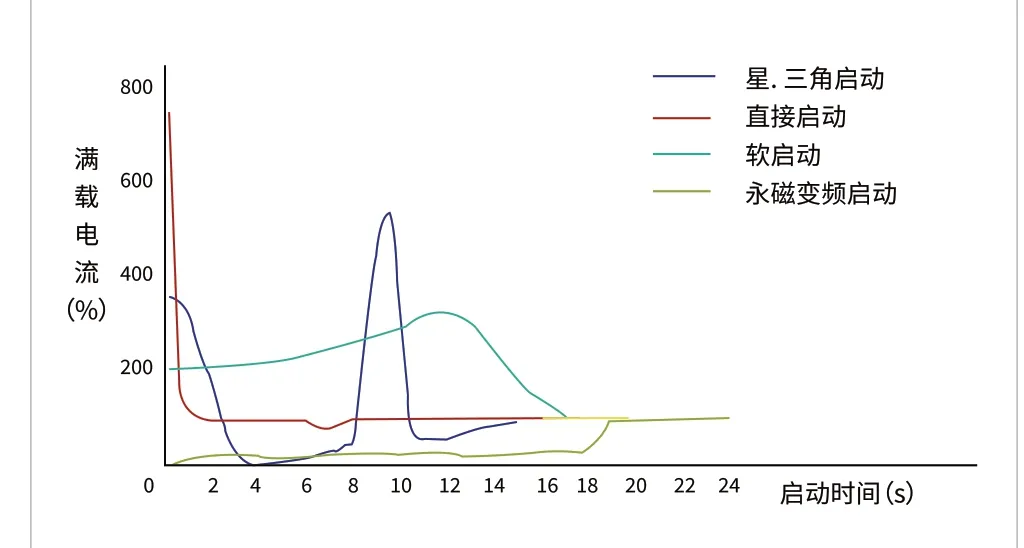
图2. 不同启动方式下的电流趋势图
相比工频螺杆式空压机频繁的加、卸载,双级永磁变频螺杆空压机启动运行至额定压力后,其变频器能够通过实时用气量来调整电机转速,并进行无级变速跟踪产气,在保持压力不变的状况下控制空压机输出实际需要的气量。如图3 所示,普通工频螺杆空压机运行时,其压力一直在额定压力的上下0.07MPa 范围内波动,而搭配VFD 的双级永磁变频空压机的压力可以稳定在额定压力上下0.01MPa 范围内,实现了恒压供气,不仅有效降低空压机的能耗,也提高了机组及用气设备的可靠性和使用寿命。
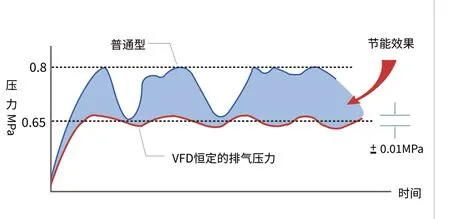
图3. 双级永磁变频空压机(红线)和普通工频螺杆空压机(蓝线)的压力趋势图
2.2 双级永磁变频螺杆空压机的压缩技术分析
工频螺杆式空压机大多为单级螺杆空压机,主要以一组相互平行啮合的阴阳转子在机体内进行相对旋转。根据工程热力学理论,空压机在压缩过程中进行等温压缩最省功[4,5]。图4 为等温压缩和单级压缩在压缩过程中气体的压力P 与体积V 的关系图,其中,面积0-1-2’-3-0为等温压缩所需要的功耗,面积0-1-2-3-0 为单级压缩所需要消耗的功。由图4 可知,等温压缩的功耗相比单级压缩的功耗更小,空压机进行等温压缩不仅有利于降低消耗的功率,还能降低压缩后气体的温度。因此,对于空压机来说,在压缩过程中实现等温压缩,是空压机最理想的压缩过程。然而,空压机进行等温压缩在实际运行中几乎难以实现,这是由于压缩后气体的温度无法完全实现与外界的温度相等。因此,为了降低压缩后的气体温度以及提高空压机的效率,空压机的压缩过程应尽可能向等温压缩靠近。
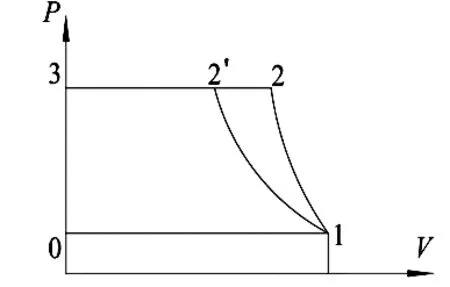
图4. 等温压缩和单级压缩气体的压力P 与体积V 关系图
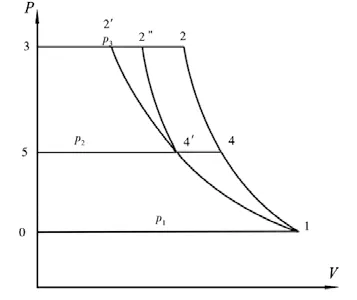
图5. 两级压缩的压力P 与体积V 关系图
3节能改造案例
双级永磁变频螺杆空压机则是采用了两组同样相互平行啮合的阴阳螺杆转子,通过双级压缩实现合理的压力分配,降低了每次压缩的压缩比。此外,通过增加中间冷却的方式,对经过一级压缩后的压缩气体进行冷却处理。空压机里的冷却剂会通过机体上的多个喷射孔,形成雾状喷射帘,对热的压缩空气进行近乎完美的冷却,大大降低了进入二级压缩阶段前的压缩空气温度,起到接近了等温压缩过程、节约压缩所需能量的效果。图5为两级压缩的压力P 与体积V 关系图,由上文可知,面积0-1-2’-3-0 和面积0-1-2-3-0 分别为等温压缩和单级压缩所需要消耗的功; 当采用两级压缩,则压缩过程中所消耗的功为0-1-4-5-0 和5-4’-2’’-3-5 所包含区域之和。通过对比单级压缩所消耗的功(0-1-2-3-0),则可知两级压缩对比单级压缩所节省的功耗为面积4’-4-2-2’’-4’,由此可知两级压缩相比单级压缩具有更好的节能优势[5,6]。
某啤酒生产企业三条糖化出糟工段采用压缩空气管道吹糟方式进行(图6 所示)。其中,一线排糟压缩空气的流量需求为17.1m³/min,日平均使用9 小时;二线排糟压缩空气的流量需求为16.91m³/min,日平均使用6小时;三线排糟压缩空气的流量需求为18.8m³/min,日平均使用4 小时。排糟的压缩空气使用量占全厂总用气量的43.55%。

图6. 压缩空气管道吹气排糟
当前,该啤酒生产企业配备了三台工频螺杆式空压机用于管道吹气排糟(表1-1 所示)。由表1-1 可知,三台空压机分别为两台额定压力为0.7MPa,流量10m3/min 及一台额定压力为0.8MPa,流量20m3/min 的微油空压机,而管道吹气排糟实际只需3.5-4.5bar,存在空压机“大马拉小车”的现象。
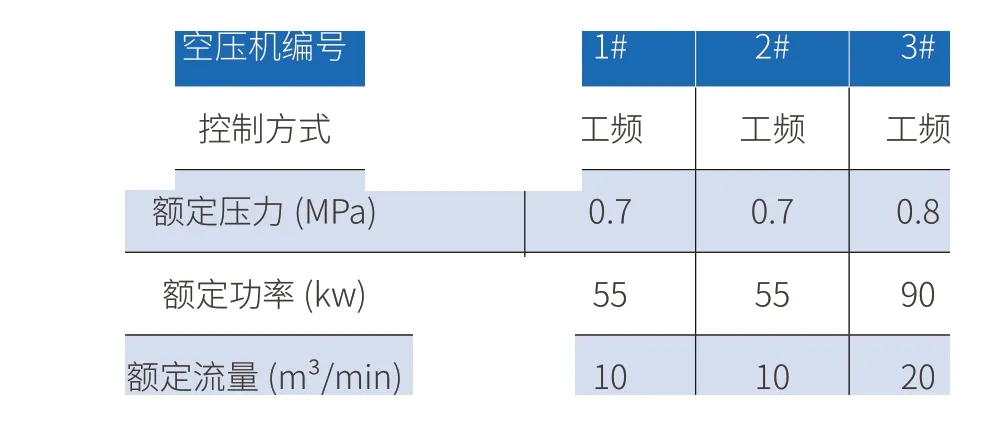
表1-1 糖化出糟工段空压机使用情况
对现场实施节能改造,采用三台排气量为18m³/min、 压 力4bar、 比 功 率4.5kwh/(m³/min) 的 双 级永磁变频螺杆空压机替代原来的三台工频螺杆式空压机。 改造前,三台工频螺杆式空压机年均流量约为16350596m³,年均用电量为1791208kwh;改造后,三台双级永磁变频螺杆空压机年用电量约为1226295kwh,相比改造前的1791208kwh,节约电量约为564913kwh,节能率达到了31.5%,按0.7 元的电价计算,可节约金额为395439 元,与改造前采用工频螺杆式空压机相比,采用双级永磁变频空压机具有非常明显的节能优势。
4 结束语
随着我国啤酒企业规模的不断扩大,设备节能效果的重要性将愈发凸显。作为压缩空气系统的新型节能设备,双级永磁变频螺杆空压机近几年得到了大力发展,并已在其他传统工业得到了广泛的应用。然而,不少啤酒行业中小型啤酒生产企业出于资金成本考虑,更倾向于采用工频螺杆式空压机,双级永磁变频螺杆空压机的普及率仍然较低。近年来,随着国家《“十四五”节能减排综合工作方案》逐步的细化落实,工业设备的节能技术改造将是国家未来实现“碳达峰”及“碳中和”目标的关键支撑,采用更低单位能耗的双级永磁变频螺杆空压机替代较高单位能耗的工频螺杆式空压机有利于节能降耗,提高空压设备使用寿命,具有一定的可行性。
