次氯酸钠生产的自动控制
2022-12-18张河仪
张河仪
(福建省厦鹭电化有限公司,福建 漳州 363900)
福建省厦鹭电化有限公司(以下简称“厦鹭电化”)是一家氯碱生产企业,主要产品为烧碱、氯气、氢气、氯化石蜡、次氯酸钠、盐酸等,其中次氯酸钠是废氯气环保处理的副产品。针对次氯酸钠生产中存在的一些问题进行了工艺控制改造,取得了很好的效果。
1 次氯酸钠生产中存在的问题
1.1 次氯酸钠生产工艺
来自电解装置的湿氯气经氯气干燥工序后,送至氯气液化工序进行液化提纯,液化尾气通过管道送至次氯酸钠工序与配制好的稀碱溶液(NaOH质量分数约15%)进行反应(由冷冻盐水工序送来的冷冻CaCl2溶液移出反应热),生产次氯酸钠产品。产品有效氯为10%~13%,残余碱质量分数0.3%~1.2%(需要一定的残留碱量,确保后续存储的稳定性和使用的安全性)。
1.2 生产中存在的问题
该生产过程为人工监控。由操作人员监控反应过程,用pH试纸判断反应终点。在反应过程中,氯气通入过量,会使次氯酸钠分解放出氯气,如监控不及时,会导致严重的氯气外泄事故。反应原理如下。
正常反应时得到次氯酸钠和氯化钠:

如果在反应完成后,继续通入氯气,会发生如下反应:
2 自动控制改造
针对以上情况,厦鹭电化成立了次氯酸钠生产工艺研究小组,对原有的生产装置进行改造,在查询、比较、计算的基础上,确定了新工艺的基本流程和关键控制点,通过试验进一步完善新工艺的不足之处。新装置投产后,次氯酸钠装置安全、稳定运行,大大减少了操作人员的劳动强度,并节约了大量的烧碱费用。
2.1 技术原理
物质的导电能力可以用电导率进行表示,同物质的电导率与浓度和其温度有密切关系,因此,可以利用该物质在相同温度下的电导率的变化测量其浓度。本改造利用烧碱溶液电导率(图1为烧碱溶液不同温度下的电导率曲线)的变化判断反应终点。
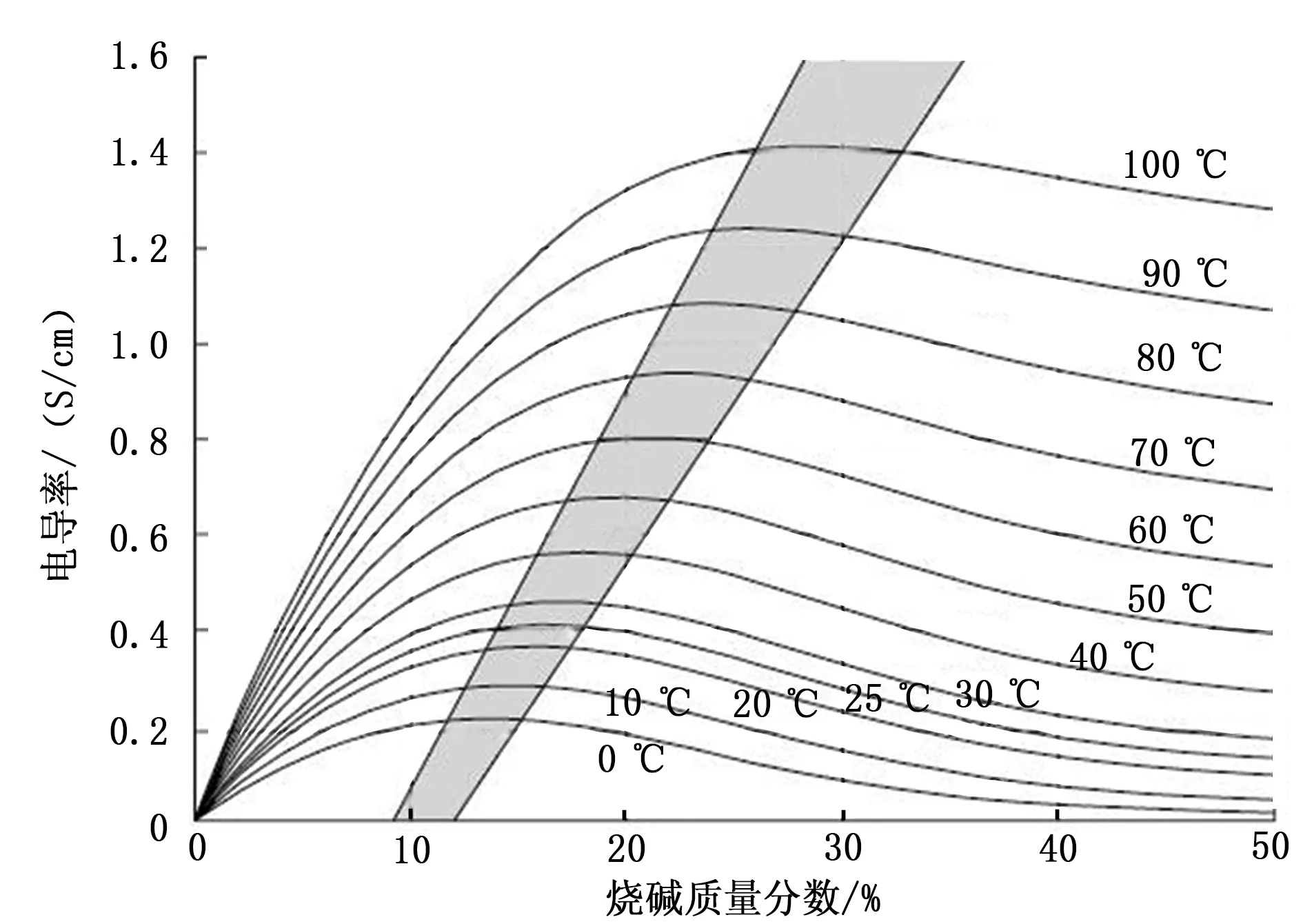
图1 烧碱溶液不同温度下的电导率曲线
在通入氯气的初始阶段,因为烧碱溶液浓度(质量分数15%)较高,其电导率也相对较大;随着氯气的通入,次氯酸钠生成,烧碱溶液浓度慢慢降低,在烧碱质量分数小于10%后,电导率随烧碱浓度的降低而明显降低。
根据所要控制的残余碱量和实际生产中的工艺参数,测算出电导率的预警及控制值A。当在线的电导率仪测定值大于A值时,氯气通入和烧碱通入由各自的在线设定值控制,以稳定、安全的速度生产次氯酸钠;当在线的电导率检测仪检测到溶液的电导率等于或小于A值时,向通氯调节阀和烧碱调节阀发出信号,切断氯气的通入,增大烧碱溶液的量,确保反应安全。
2.2 改造措施
(1)充分利用公司现有的次氯酸钠生产工艺,利用现有主要的生产工艺设备:次氯酸钠反应器和换热循环系统。
(2)在生产系统增设电导率仪,取代人工检测pH值来判断次氯酸钠反应过程的剩余碱量,通过增加通氯调节阀和烧碱调节阀实现自动化控制,减少人工操作的误差和出错概率,确保产品品质稳定和生产过程的安全。
(3)在反应器周围增设在线氯气检测器,检测到氯气微量泄漏(国家标准,≤1 mg/m3)时,该氯气检测器发出信号,切断氯气通入阀,全开烧碱通入阀,确保生产安全、环境安全及人员安全。
新工艺流程如图2所示。
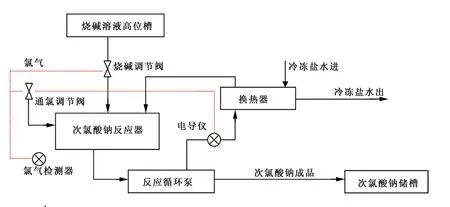
图2 改造后的次氯酸钠生产工艺流程示意图
3 改造效果及经济效益分析
生产装置改为自动控制后,次氯酸钠溶液的质量得到了提高,且节约了烧碱用量,其残余碱量波动范围由0.3%~1.2%稳定在0.3%~0.35%;另外,由于生产过程实现了自动控制,减少了8个操作人员的开支。福建厦鹭次氯酸钠年产量约为5万t,改造完成后,生产1 t次氯酸钠减少了约0.8%的烧碱消耗,烧碱价格按3 000元/t,仅节约烧碱费用就达120万元/a;每人工资按4 000元/月计算,又可节约38.4万元。项目投入资金8万元,节约费用近160万元。
4 下一步需要解决的问题
装置自动控制改造后,尽管系统运行稳定,生产的安全性得到了本质提升,经济效益显著,但因在线电导率仪在高温环境下运行,为确保使用效果,需要仪表人员每周维护和校准,加大了仪表人员的工作量。下一步拟增加换热器,使其不直接检测高温的次氯酸钠溶液,通过取样管线将系统中的次氯酸钠溶液送至换热器降温后再检测,以减少电导率仪的校准和维护频率,同时延长电导率仪的使用寿命。