100%国产莱赛尔纤维紧密纺9.7tex 纺纱生产工艺与质量控制要点
2022-12-09穆冠涛张青松翟消南薄海贵张龙马祥龙
穆冠涛,张青松,翟消南,薄海贵,张龙,马祥龙
(新乡市(中国纺织科学研究院)中原分院,河南 新乡 453000)
引言
莱赛尔纤维是以天然植物为原料,经人为加工制成的纤维素纤维,于20世纪90 年代中期问世,被誉为近半个世纪以来人造纤维史上颇具价值的产品,兼具天然纤维和合成纤维的多种优良性能。莱赛尔是绿色纤维,其原料是自然界中取之不尽用之不竭的纤维素,生产过程无化学反应,所用溶剂无毒。莱赛尔纤维以可再生的竹、木等捣碎后形成的浆粕为原料,先进的工艺使得其溶剂回收率高达99.7%,不仅节能、环保,而且可持续发展。用这一纤维制成的衣物不仅光泽自然、手感滑润、强度高、基本不缩水,而且透湿性、透气性好。文章以9.7tex 100%国产莱赛尔紧密纺纱为例,介绍其具体的生产研发过程、纺纱工艺和质量控制要点。
1 纤维原料性能指标
文章中使用的国产莱赛尔纤维由中纺院绿色纤维股份公司生产,纤维规格为1.33dtex*38mm,干断裂强度3.88cN/dtex,湿断裂强度3.5cN/dtex,干断裂伸长率12.6%,干强CV 值8.6%,干伸CV 值16.6%,湿模量1.25cN/dtex,含油率0.27%,回潮率10.28%,蓬松度16.25,卷曲数7.3 个/25mm,弹性率78.6%。
2 纺纱设备及工艺流程
100%国产莱赛尔纺纱工艺流程为:FA380 型圆盘抓棉机→立达B34 混棉机→立达A79 储棉机→立达C72 型梳棉机→立达SB-D50 型并条机→立达RSB-D50 型并条机→环球CMT-1801 型粗纱机→立达G32 型细纱机→赐来福AUTOCONER 6 型络筒机。
3 工艺设置
3.1 清棉工序
抓棉小车行走周期40S/周;抓棉机打手间隙下降距离1.0mm/次;打手刀片伸出肋条距离2.5mm;抓棉机打手速度750r/min;B34 打手速度550r/min;A79 打手速度480r/min;温度29℃,相对湿度60%。
3.2 梳棉工序
立达C72 梳棉机经过多次优化试验,梳棉工艺配置如下:
锡林-盖板隔距:0.20mm/0.175mm/0.175mm/0.15mm/0.15mm;给棉罗拉-刺辊隔距:0.8mm;刺辊-锡林隔距:0.30mm;锡林-道夫隔距:0.175mm;锡林速度:625r/min;刺辊速度:922r/min;锡刺比:2.3;产速:45Kg/h;生条定量:23g/5m;温度28℃,相对湿度55%。梳棉工序关键控制质量数据见表1。

表1 梳棉工序关键控制质量数据
3.3 并条工序
3.3.1 头并
立达SB-D50 并条作为头并,并合数采用6 根并合,牵伸倍数为5.87,为了增加条干的均匀性以及提升可纺性,条子定量为23g/5m,后区牵伸倍数:1.7;罗拉中心距:44mm×54mm;出条速度:400m/min;温度29℃,相对湿度56%。头并关键控制质量数据见表2。

表2 头并关键控制质量数据
3.3.2 末并
立达RSB-D50 配有自调匀整并条机作为末道并条,并合数为6,条子定量20g/5m;总牵伸倍数:6.95;后区牵伸倍数:1.3;罗拉中心距:44mm×54mm;出条速度:350m/min;温度27℃,相对湿度54%,末并关键控制质量数据见表3。

表3 末并关键控制质量数据
3.4 粗纱工序
粗纱工序主要控制好大、中、小纱张力差异,确保粗纱定量的均匀一致性,优化选择合适粗纱捻系数,确保细纱工序好生产。粗纱定量:4.8g/10m,粗纱捻系数:85,粗纱锭翼速度:1000r/min;罗拉直径:28.5mm,罗拉中心距:41mm×53mm×60mm;总牵伸倍数8.3倍,后区牵伸倍数:1.19;温度28℃,相对湿度57%,粗纱工序关键控制质量数据见表4。
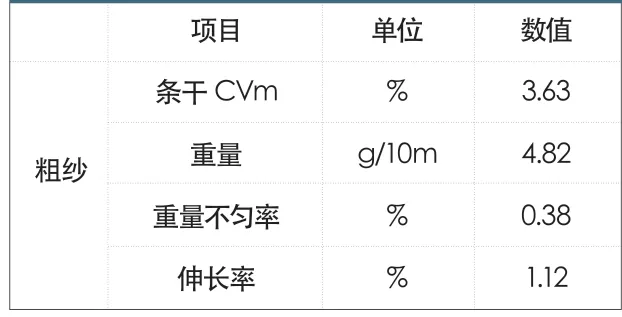
表4 粗纱工序关键控制质量数据
3.5 细纱
细纱工序采用立达G32配置绪森紧密纺。锭速为17500r/min;捻度:1142捻/m;罗拉中心距:42.5mm×70mm;隔距块:2.5+压力棒;钢丝圈:Bracker E3/289-1 udr 9/0;钢领:PG1 3854;温度31℃,相对湿度52%,细纱关键控制质量数据见表5。

表5 细纱关键控制质量数据
3.6 络筒
络筒工序主要是控制络筒接头外观和强力,优化捻结器选型,经过多次实践,最终选择DZ 3/16.1E,确保了捻结外观和强力要求。清纱器选用USTER QUANTUM3 清纱器,不断优化清纱工艺参数,运用智能清纱系统中的Q 参数功能,把异常数据纱穗排查出来,向前道工序追溯,查找原因,最终解决问题,提高纱线质量。
4 测试结果(见表6)
从表6 中可以看出,文中开发的100%国产莱赛尔9.7tex 紧密纺纱线在条干CVm、+50%粗节、+140%棉结、+200%棉结等方面均达到乌斯特公报2018 版中的5%水平,可以满足下游面料开发的需求。
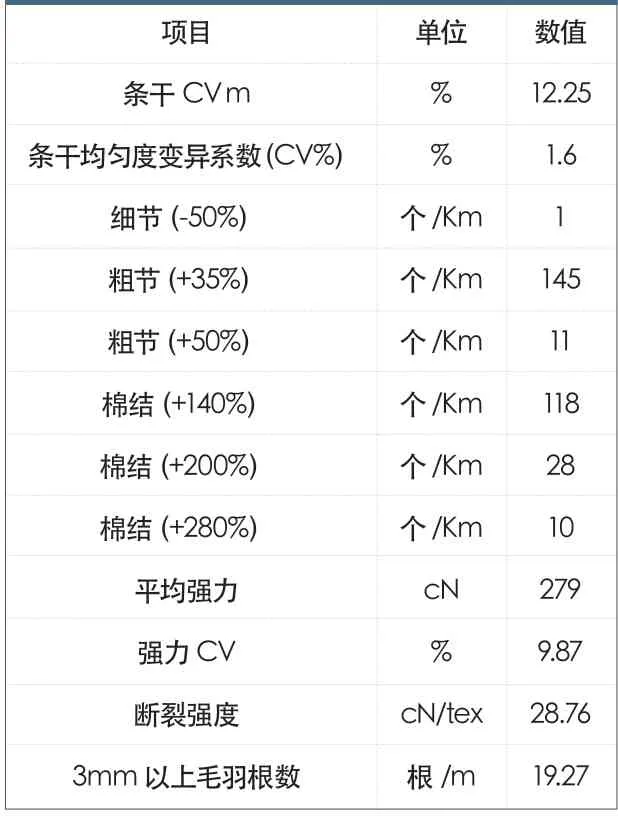
表6 筒纱纱线测试结果
5 结论
1)文章以100%国产莱赛尔纤维为原料,开发了莱赛尔9.7tex 紧密纺纱线,纱线质量能够满足下游面料开发的要求。
2)在产品研发过程中,不断优化清梳工艺,减少纤维损伤,梳棉从有利于纤维转移的方向优化工艺,确保了生条质量,粗纱工序,调整合适张力,确保大、中、小纱的均匀一致性,选择合适粗纱捻系数,有利于细纱工序顺利牵伸,细纱工序,逐锭调整,杜绝单锭异常数据的产生,络筒工序关键控制好捻结头质量,外观合格率达到90%,接头强力达到88%,从而提高纱线的可纺性,提升纱线质量。
