空调冷凝器折弯机控制系统设计及应用*
2022-12-09尚玉廷
尚玉廷
(广州番禺职业技术学院,广东 广州 511483;珠海格力智能装备有限公司,广东 珠海 519000)
众所周知,制冷技术的心脏是“一机”加“二器”,“一机”即制冷压缩机,“二器”即冷凝器、蒸发器,通称热交换器[1]。空调冷凝器折弯机是两器成型加工关键装备,主要用于空调两器中的冷凝器及蒸发器的整体折弯,将空调室外机冷凝器折弯成一定角度,呈“L或U”型,以满足空调器整体设计及生产工艺的要求[2]。
1 折弯机结构设计
1.1 主要结构及功能
空调两器折弯机系统主要包括机械部分和控制系统部分[3],其主要结构如图1所示。折弯机结构部分主要由拖U机构、送料机构、平台升降机构、折弯机构共4部分组成。
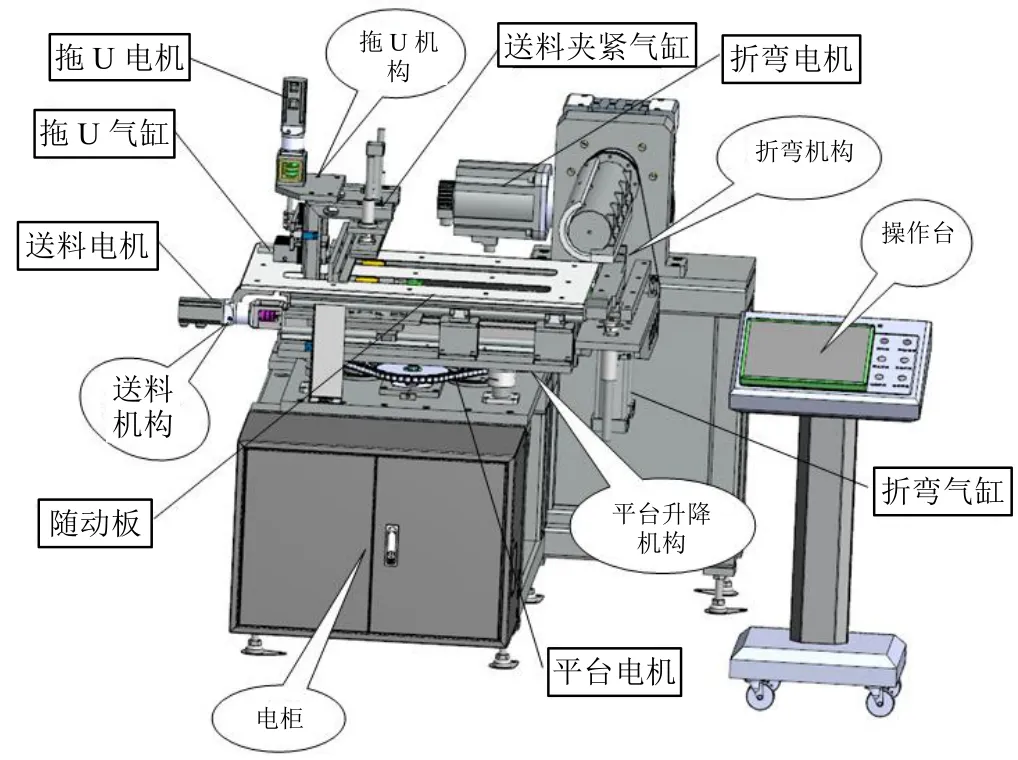
图1 折弯机主要结构图
1.1.1 机架部分
设备的机架是由40 mm×40 mm结构钢构成,机架是由6个M30×150 mm的脚杯所支撑,结构平稳。
1.1.2 旋转部分
辊筒上附加有滚花,可增加对两器件的摩擦力,辊筒的一端是由带有减速机的电机提供动力[4],另一端配有轴承座支撑,可实现辊筒的转动。在辊筒轴上安装有可滑动的R85辊筒瓦,可实现快速换模。
1.1.3 升降部分
支撑架的两端安装有滑块,两端滑块均安装在足够强度和刚度的支撑板上。支撑架的动力源是2个缸径为100 mm行程为250 mm的气缸,可实现支撑架的顺畅升降,下夹板的表面进行了滚花,增加了表面的摩擦力,可防止两器件的打滑。
1.1.4 定位部分
设备的定位尺寸有前定位,可由手柄摇动的前挡板定位,可由100 W电机带动的拖U部分进行后定位,前后定位不能同时使用。
1.1.5 气动部分
设备的外部气源接入设备气动系统时会经过过滤器进行水分的过滤,调压阀对气体的压力进行调整,气罐对接入气体进行稳压并通过压力泵进行增压,然后再分别进入气缸中,带动设备运动[5]。
1.1.6 电气部分
电气部分主要是由三菱FX5U系列PLC、威纶通触摸屏及伺服驱动器等组成,可以通过触摸屏调整和监控控制参数,从而保证折弯机的正常稳定运行。
1.2 折弯机控制系统设计要求
1.2.1 工作模式
需要设计手动、自动2种模式,并且2种模式可以自由切换。手动模式实现对伺服电机的点动、手动、回零并对各气缸单独控制,自动模式实现折弯机全自动稳定运行[6]。
1.2.2 参数设置和状态监控
系统能够根据产品要求设置相对应的参数,能够显示各执行机构的工作状态,具有自动化程度高、操作方便、只需一次操作便可完成工件成型的特点;而且具备参数记忆及设置功能,存放数量至少50条,界面操作简单快捷[7]。
1.2.3 故障诊断与报警提示
控制系统能够诊断出各执行机构在自动运行过程中是否发生故障。故障发生后设备停机、报警指示灯点亮,并且能够在触摸屏上显示故障及故障产生的原因。
1.3 产品技术参数
产品技术参数如下:①产品尺寸。宽度小于等于660 mm,长度小于等于850 mm。②产品高度。单层为19.05 mm,双层为38.1 mm,通过切换等高块实现。③折弯层数。双层或者单层。④折弯半径为R85 mm或R60 mm,并可以快速切换。⑤折弯角度为0~120°,可调,角度重复精度为±1°。⑥拖U高度为0~33 mm。⑦折弯类型。U形折弯或者L形折弯。⑧折弯周期为单层大于等于12 s,双层大于等于22 s。
2 折弯机整体设计方案
根据折弯机系统设计要求,设计制定了折弯机控制系统总体设计方案。控制系统包括2大部分,即威纶通触摸屏界面(上位机)和下位机三菱FX5U控制系统(下位机)[8]。威纶通触摸屏界面(上位机)将整个自动运行的过程参数、状态在触摸屏界面进行显示并进行修改,通过按钮等操作折弯机的手动和自动运行。三菱FX5U控制系统(下位机)主要完成各个伺服电机的点动、手动、回零和自动运行,气缸的前后运动,以及系统出现故障时触摸屏和三色灯进行报警,并显示故障原因。
3 折弯机控制系统硬件设计
折弯机控制系统采用FX5U系列PLC作为控制中枢,威纶通MT8121iE触摸屏作为上位机。整个控制系统硬件组成如图2所示。上位机(触摸屏MT8121iE)通过以太网和三菱FX5U PLC进行实时通信并向PLC发出数据,同时获取设备各个运动机构的运行状态信息。通过脉冲+方向控制向5个伺服驱动器发出指令,控制5个伺服电机的速度和位置,并反馈电机的位置和转速以及报警信息。PLC通过IO控制各个气缸的前进与后退等。系统中的各种传感器输入信号检测到信号后,反馈回PLC控制系统[9]。

图2 折弯机控制系统整体图
4 折弯机控制系统软件设计
折弯机控制系统软件设计包括2大部分,即FX5U PLC控制软件设计和触摸屏(威纶通MT8121iE)软件设计[10]。
FX5U PLC控制软件设计主要包括采集各种传感器信号、通过逻辑控制执行机构动作、发生故障后报警及报警处理等功能。触摸屏(威纶通MT8121iE)软件设计主要包括设置必要的参数、在线监控各个执行机构的运行状态、对故障时的报警进行提示等功能[11]。
4.1 PLC控制软件设计
本控制系统选用的是三菱FX5U系列PLC,其编程软件是GX-WORKS3软件,支持梯形图、ST等编程语言。PLC软件设计主要分为自动模式、手动模式和故障报警3大部分,整体流程图如图3所示。
手动控制可以实现对折弯电机、平台电机、平移电机、夹紧电机、后定位电机及上夹模气缸、下夹模气缸、避让气缸、随动气缸的单独点动和连续控制,主要是对各个执行机构进行手动测试和设备调试[12]。折弯机控制系统的核心部分是自动控制,当系统上电后,先进行初始化,然后进行系统自检,再选择自动模式,并确定要折弯工件的折弯次数是1弯还是2弯,按下自动启动,即可自动运行。运行过程中可以通过触摸屏在线修改运行参数及监控各部件实时工作状态[13]。
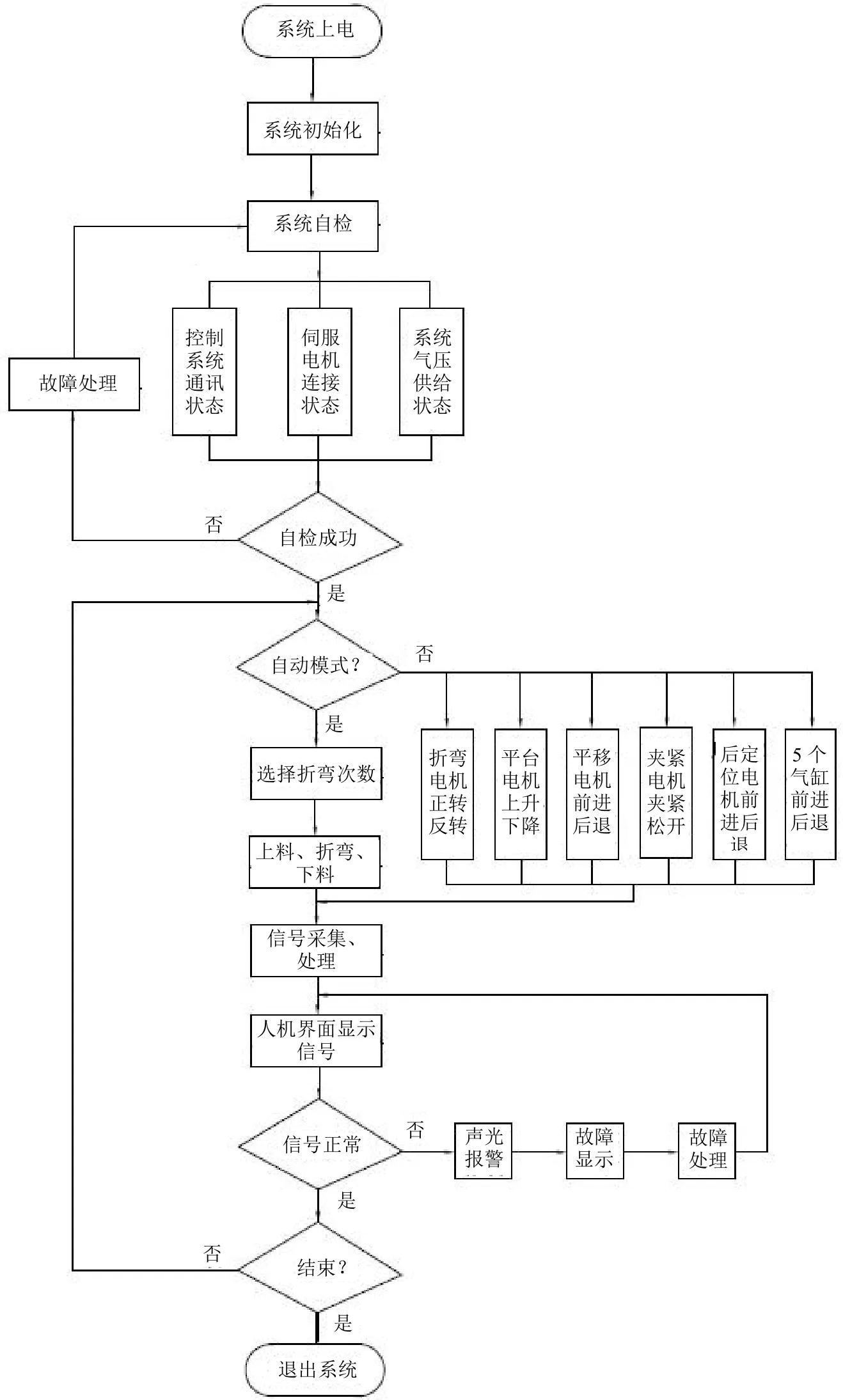
图3 PLC控制系统控制流程图
PLC的IO输入输出如图4和图5所示。
4.2 触摸屏界面设计
触摸屏作为控制系统的上位机可以显示和输入控制参数,并可以在线修改、监控和显示报警详细信息。作为折弯机控制系统的控制核心,PLC将编码器和传感器等采集到的控制信息进行信号处理,再将信号传送给各个执行机构进行相对应的动作[14]。
触摸屏采用威纶通科技公司的12寸触摸屏,分辨率为1 024×768,集成了2个USB 2.0接口,可连接鼠标、键盘、Hub及USB存储器。基于EasyBuilder Pro软件进行编写,采用TCP/IP(以太网)协议通过以太网实现触摸屏和FX5U之间的数据传输[15]。
触摸屏的主要界面如下:①初始画面。包括公司名称、设备名称、版本号、登录设备的密码输入界面及各界面的切换按钮。②参数设置。主要对加工过程中的工艺参数进行更改设定,如图6所示。③配方界面。主要设置产品型号、产品编号、折弯角、回转角、送料长度、状态等信息,如图7所示。④手动模式界面。主要完成5个伺服界面的点动、手动、回零以及气缸的手动控制,如图8所示。⑤首页即自动模式界面,如图9所示。

图4 PLC控制I/O分配图1

图5 PLC控制I/O分配图2

图6 参数设置界面

图7 配方调用界面
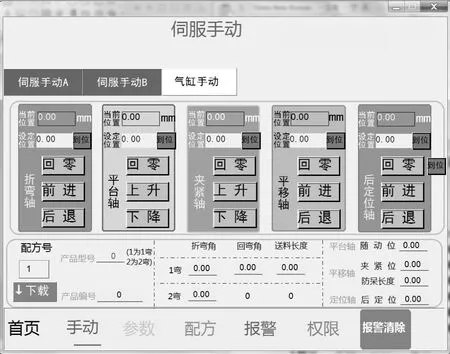
图8 手动界面
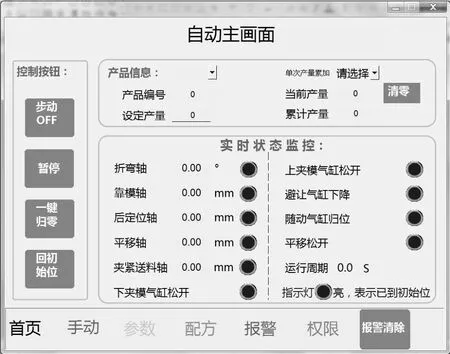
图9 自动主界面
5 结语
折弯机作为空调两器重要的加工设备,采用先进的伺服控制系统,实现了设备高速稳定的运行,确保了折弯两器的加工质量和生产效率。该设备经过一年多的实际运行,结果表明系统产品质量高、设备运行稳定高效,为空调两器的生产提供了强有力的保障。
