基于铁路道岔整铸式异型套筒组合扳手的研究
2022-12-07张俊
张 俊
(新疆铁道职业技术学院,新疆 乌鲁木齐 830000)
0 引言
铁路轨道由道床、轨枕、钢轨、联结零件、防爬设备及道岔等组成。钢轨、道岔以螺栓组合弹条与轨枕进行联结固定,其中螺栓提供可靠的刚度和稳定性。当前,铁路轨道的中间联结零件,使用较多的六角螺栓尺寸多为36 mm或46 mm尺寸,还有少数六角尺寸为41 mm的螺栓。目前对于道岔螺栓的松紧现场作业有三种方式:人工松卸、单头内燃螺栓机松卸、双头螺栓机松卸[1]。人工松紧工具简单方便,作业强度大。单头内燃扳手作业效率高,仅使用少部分螺栓松紧作业[2]。双头螺栓机适合长轨线路的作业、质量相对较重。由于螺栓大小种类差异,长短粗细各不相同[3]。上述三种方式进行现场作业都需要工作人员携带多个螺栓头,在更换作业时候不仅耽误时间,还降低了工作效率。时常还会因为忘记携带螺栓头造成作业取消,给轨道维修作业带来诸多不便。鉴于此,结合铁路线路实际作业,设计一种整铸式异型套筒组合扳手,可覆盖多个常用型号螺栓的收紧作业,适合线路上的普通三型枕螺母、B30大螺栓、普通钢轨接头螺栓,顶铁螺栓、冻结接头螺栓、道岔T型螺栓螺母等的松紧作业。基本上一个套筒头可以完成道岔90%的螺栓螺母松紧作业。线路可以达到98%的螺栓松紧作业。不仅为作业人员减少了作业强度,还提高了作业效率,保证了作业安全。
1 技术背景
手工具普遍应用于制造、组装或维护等作业需求,根据工作需要与环境选择不同的手工具,其使用形态也存在差异[4]。一般手工具是以握持端的前端设置驱动组件,不同形态的驱动组件例如套筒、扳手、起头等,其使用方式施力于握持端带动驱动组件转动,同时驱动组件对应待工作组件进行螺栓固定(拆卸)达到作业需求[5]。传统套筒扳手是将扳手与一组套筒统一放在一起,使用时将扳手取出套上套筒,或是在手柄两端各带一个套筒,将多个这种套筒扳手组成组套形式放于工具盒内,携带与使用极不方便,成本也会增加,并且缺乏有效的着力装置,实用性不高[6]。
2 设计方案
基于上述背景,该设计采用如下方案:可提供轴向拉力的整铸式异型套筒组合扳手,其包括内六方套头,套头下方与钢管固定连接,钢管末端与下套头固定,内六方套头外有套筒,套筒壁圆周开有槽孔,套筒上口与内六方套头口形状保持一致。为了使受力更为均匀,在使用该套筒组合扳手拆卸螺栓时,套筒会在内六方套头上方进行错位摆动,套筒上口便卡住内六方套头中的螺母,从而对螺栓提供轴向拉力,配合旋转力矩便可较为轻松地拔出螺栓[7]。该套筒组合扳手包括内六方套头③,下部与钢管固接,钢管末端固接套头③,套头③外有套筒④,套筒内壁呈圆周对称分布,套头顶角与中心连线夹角为60°,套筒上口②与套头内口①形状保持一致(如图1所示)。
在使用整铸式异型套筒组合扳手拆卸螺栓时,将套筒上口②旋转与内六方套头内口①位置一致,随后将螺栓底部螺纹根部焊接的螺母套进套头③,输出头套入内六方套头③中,并将其固定于固定孔中,使输出头与套头③联结为一体。将该套筒组合扳手反向旋转,如图2所示,与图1相比,套头③先旋转30°后才与套筒④一起旋转,在图2所示状态,套筒上口②与内六方套头内口①错位摆动,彼此相差30°,套筒上口②便可卡住位于套头③中的螺母,从而实现向螺栓提供轴向拉力的目的,同时配合旋转力矩即可轻松拔出螺栓。若在外拔时遇到的阻力较大,那么可停止反向旋转,并将其改为正向旋转,虽然套筒上口②与内六方套头内口①彼此相差30°的错位,但依然能提供一定的轴向拉力,经多次反复旋转便可克服阻力,从而更为轻松地拔出螺栓。
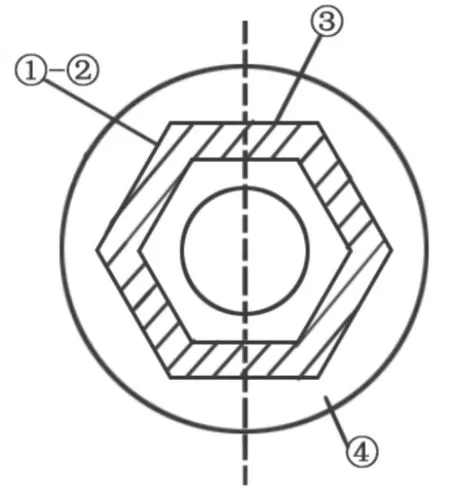
图1 套筒内外六方头对正结构

图2 套筒内外六方头错位结构
3 设计加工
根据上述设计方案,利用Inventor Inventor软件进行实体设计,并根据扳手外形结构特点采取分段式加工。
3.1 必备组件
无缝钢管A内径30 mm,外径40 mm;无缝钢管B内径15 mm,外径23 mm;规格25 mm的六方套筒2个;规格21 mm的内四方套筒1个。
3.2 加工组装
(1)外套筒制作;运用线切割技术在内六方截取长度6 mm一段,打磨后嵌入无缝钢管A,端口对齐,在边缘处进行焊接加固,随后继续利用线切割在端口45 mm处截下。
(2)在距外套筒内六方端口35 mm处以对角线为中心线,对称开两个宽6 mm,长23 mm的限位槽。
(3)内套筒制作:运用线切割技术在内六方套筒截取无缝钢管B,长约130 mm,底端与无缝钢管B一端焊接加固,距端口30 mm处沿对角线对称钻两个内径4 mm的限位孔。
(4)无缝钢管B一端嵌入套筒连接杆末端,通过焊接加固,在距套筒端口10 mm、16 mm处分别沿四边形截面中心线钻4个内径5 mm的销孔。
(5)将内套筒与外套筒嵌在一起,准备两个限位顶丝,用螺丝刀将其从两侧限位槽拧入内套筒,使外套筒能够转动后可进行限位旋转,即组成完整的可提供轴向拉力的整铸式异型套筒组合扳手,如图3所示。

图3 整铸式异型套筒组合扳手效果图
4 有限元建模
4.1 建立模型
利用数学近似方法对物理系统进行模拟即为有限元分析,通过相互作用单元以有限未知量去靠近无限未知量的真实物理系统[8]。该产品的主要受力点在于套筒连接处,对连接处进行有限元分析,用以校核连接处的变形与应力问题。
4.1.1 前端处理
(1)实体建模:模拟仿真需要得到实物具体数据。首选采用CityPlan对整铸式异型套筒组合扳手进行三维建模,将已绘制的CAD扳手平面图导入CityPlan绘制轮廓,创建点线面关系图,并对已有尺寸进行约束,调整轮廓大小。因该套筒扳手由回转体构成,通过回转拉伸调整曲线等操作得到三维模型,并以代码形式导出。
(2)网络分割:在不发生形变的基础上对结构进行分割。该套筒扳手由回转体构成,细节部分形状较为复杂。通过Marc软件的网格分割器对复杂模型进行网络分割,能够避免人工组装时各部分网格分割不匹配带来的问题。将分割后的模型转化为step格式后导入Marc软件。
4.1.2 后块处理
(1)数据代入:该套筒扳手采用50BV30铭钒合金钢,在钢的基础上添加铭、钒等合金元素,铭、钒耐高温,能够提升索氏体化率并细化马氏体晶粒,可淬火使用。该套筒扳手材料泊松比为0.4,密度为7.85 g/cm3,代入材料数据后得到相关应力值。
(2)结果呈现:分析结果以图形显示并输出,结果体现在模型之上,用不同颜色代表各位置的应力值与应力范围,直观地反映了计算结果的分布情况。
4.2 有限元分析
整铸型套筒组合扳手受力点均匀分布,经Marc软件分析,其最大受力承载荷为780 N,套筒连接处最大承受力为286 MPa,形变为1.26,小于国家标准1.5,符合相关形变标准。经有限元分析可知,较大受力点处能够承受较大扭力,不会对结构产生破坏,符合工作需要。
4.3 效率验证
与普通套筒扳手进行对比,对工务职工扳手使用过程进行计算,并分析工作效率的提升程度。由于整铸型套筒组合扳手以扳手的使用过程为一个具体单元,对其进行MOD分析,并进行假设:
(1)普通套筒扳手均以被按照顺序放置,在替换套筒时不会浪费时间寻找。
(2)套筒摆放在腰部位置,无须弯腰拾取套筒,减少弯腰浪费时间。表1为普通套筒扳手的MOD分析过程,表2为整铸式异型套筒组合扳手的MOD分析过程。
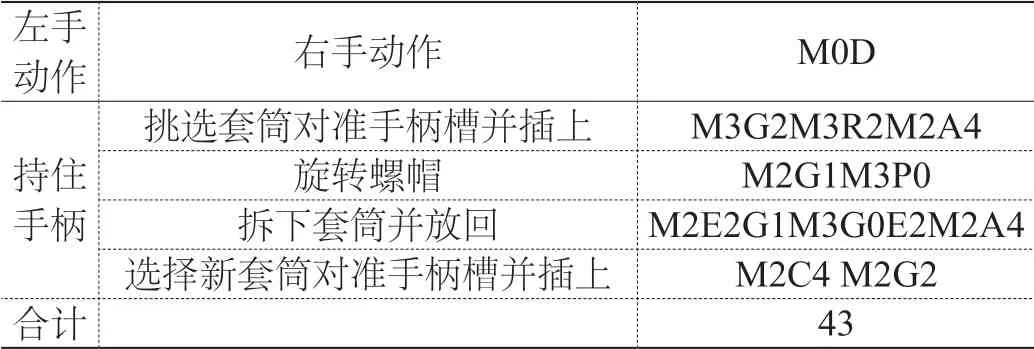
表1 普通套筒扳手MOD分析

表2 整铸型套筒组合扳手的MOD分析
因MOD分析法的实用性较强,运用此法对扳手使用过程进行分析,其成本低廉,并且能够体现新产品效率的提升程度。经MOD分析可知,整铸型套筒组合扳手比普通套筒扳手的效率提升了30%左右,工务职工的操作效果得到显著提高。
5 现场应用
为确保该套筒组合扳手的实用性与安全性,对该工具进行了5次系统化实验,结果表明,该套筒组合扳手操作便捷,既节约了劳动力,还减少了紧固高强度螺帽的时间,在一定程度上减轻了铁路职工的工作强度,提升了工作效率。表3是对5次紧固螺帽时进行的使用传统套筒扳手与使用该套筒组合扳手的对比,并测试了相关数据。截至2022年3月,共有4套整铸式异型套筒组合扳手在作业区养护班进行了使用,通过使用该工具,有效解决了紧固铁轨高强度螺帽时费时费力的问题,同时也消除了部分操作过程中的安全隐患,使用后工务职工的操作时间极大减少,经统计,目前使用该套筒扳手后操作时间都低于5分钟,操作者也由3人减少为2人。

表3 使用传统工具与使用该工具的比较测试
6 结语
综上所述,整铸式异型套筒组合扳手是对手动螺丝扳手与六角套筒扳手的综合,其将二者的优点集合于一体。整铸式异型套筒组合扳手立足于铁道维修养护,为减轻工务职工携带负担,提高工作效率而设计。该套筒组合扳手实现了套筒头的承载,减少了替换工具的时间,减轻了身体负荷,一个套筒头可以完成道岔90%的螺栓螺母松紧作业,不仅为作业人员减少了作业强度,还提高了作业效率,保证了作业安全,调动了工作积极性。与此同时,工具的改进与创新,也在一定程度上促进了铁路行业的发展与进步。
