冷喷涂沉积层中的孔隙及其控制措施
2022-12-07刘晗珲任宇鹏李铁藩崔新宇王吉强熊天英
刘晗珲,任宇鹏,李铁藩,崔新宇,王吉强,熊天英
(1. 中国科学院金属研究所师昌绪先进材料创新中心,辽宁 沈阳 110016;2. 中国科学技术大学材料科学与工程学院,辽宁 沈阳 110016)
0 前 言
冷气动力喷涂(cold gas dynamic spray)又称冷喷涂(cold spray),起源于上世纪80年代中期,最早由前苏联西伯利亚理论与应用力学研究所的Alkhimov等[1, 2]在进行示踪粒子超声速风洞试验时提出。冷喷涂是一种固态材料沉积技术,加速气体(Air、N2或He等)经过加热后与粉末颗粒汇合,以气 - 固两相流的形式经过收敛 - 扩张的De - laval管加速,高速的粉末颗粒(300~400 m/s)撞击基体/已沉积颗粒并发生剧烈变形,进而形成冷喷涂沉积层[3-5]。相对于热喷涂技术(电弧喷涂、等离子喷涂、超音速火焰喷涂等),冷喷涂过程中粉末颗粒不经历熔化、重新凝固的过程,工艺温度一般远低于材料的熔点温度。因此,冷喷涂技术具有无相变、无氧化、残余应力低且为压应力等特点[6-8],在制备易氧化及温度敏感材料方面有着显著的优势[9, 10]。同时,较低的喷涂温度不会对基体产生不利的热输入,避免基体发生变形及微观组织的变化,在镁、铝、铜合金部件的修复方面有一定的应用前景[11-13]。此外,冷喷涂技术具有高的沉积速率和效率,在大型金属件增材制造方面(AM)有着独特的应用前景[14, 15]。基于上述特点,冷喷涂技术在航空航天、交通运输、能源化工、生物制药等重要领域均有着巨大的应用价值。近30年来,欧美等发达国家正不断地加大对冷喷涂技术的研究投入,我国也开展了相关的研究,尤其是近10年来,冷喷涂相关的论文和专利数量急剧增加,这也间接体现了冷喷涂巨大的应用前景[16]。
冷喷涂沉积层中的孔隙为沉积层非本征性质,其取决于冷喷涂沉积层中变形颗粒之间的结合,并受喷涂材料特性、喷涂过程中的工艺条件及辅助手段、后处理手段的影响。反之,沉积层中的孔隙也会影响沉积层的性能,如强度、硬度、导电、导热及服役性能(如摩擦磨损性能、腐蚀性能、疲劳性能等)[17-23]。总之,孔隙会显著影响沉积层的质量,是冷喷涂沉积层工程应用中的重要质量指标之一[24-26]。目前已有多篇文章系统介绍冷喷涂工艺对沉积层性能的影响,但鲜有关于冷喷涂沉积层中孔隙及其控制措施的综述性报道。本工作在总结已有研究的基础上,就孔隙的形成、存在形式、影响因素、其对沉积层性能的影响以及降低甚至消除孔隙的方法作扼要阐述。
1 冷喷涂沉积层中孔隙的形成及影响因素
1.1 冷喷涂沉积层中孔隙的形成及主要存在形式
冷喷涂过程中的颗粒碰撞是一个高应变和高应变速率的过程,缺乏原位观察的手段。目前为止,关于冷喷涂沉积层中变形颗粒的结合机制有多种不同的解释,如绝热剪切失稳[27]、机械结合[28]、界面混合[29]、界面局部熔化[30]等机制。但可以统一的理解为:在形成沉积层的过程中,颗粒的速度(vp)须处于临界速度(vcrit)和冲蚀速度(vero)之间,方可实现沉积。变形颗粒之间的结合程度取决于在冷喷涂过程中颗粒的变形程度,颗粒的变形量越大,冷喷涂沉积层中变形颗粒之间的结合越好,表现为冷喷涂沉积层中的孔隙率越低。
冷喷涂沉积层中孔隙存在的形式见图1。当颗粒速度恰好等于或略高于临界速度时,虽然可实现沉积,但由于颗粒塑性变形有限,沉积颗粒仍维持原始近球形,此时颗粒的扁平率低。这种情况下,形成沉积的颗粒间结合处存在较多的孔隙,包括2个变形颗粒界面处形成的结合缺陷及多个变形颗粒交汇处的孔洞(图1a)[31];当颗粒速度远大于临界速度时,颗粒塑性变形充分、扁平率高,变形颗粒之间接触面积大且致密相连,非接触的间隙(孔隙)较少(图1b)[32]。而在实际的沉积层制备过程中,沉积层更易在多个变形颗粒搭接处形成大尺寸的“桥孔”(图1c)[33]。制备金属 - 陶瓷复合沉积层时,除了金属沉积层中易形成的上述孔隙外,由于硬而脆的陶瓷颗粒在高速碰撞过程中发生破裂,在碎块之间会产生裂隙,并且陶瓷周边与金属相界面也会有结合缺陷,进而形成孔隙(图1d)[34]。
对于整个冷喷涂沉积层而言,孔隙率呈一定的梯度分布,一般情况下是沉积层顶部(靠近表面)的孔隙率高而底部(靠近基体)的孔隙率低,如图2所示[35]。
这是由于后续颗粒对沉积层的夯实作用(也称喷丸效应或微锻造效应)导致的,即冷喷涂沉积中,后续颗粒碰撞已沉积的沉积层,导致颗粒进一步变形扁平化,从而改善已沉积层中颗粒之间的结合,使存在的间隙和微孔等缺陷闭合而消失,沉积层总体孔隙率降低。而顶部沉积层,因无后续颗粒夯实,在同样的喷涂条件下,沉积层中的孔隙率比底部高。
1.2 冷喷涂沉积层中孔隙的检测方法
随冷喷涂沉积层的应用目的不同,对孔隙率要求也不同。一般情况下希望沉积层孔隙率尽可能低,但某些特殊用途如光催化沉积层、医用生物植入体表面沉积层和热交换器导热沉积层等则要求具有较高的孔隙率[36-38]。冷喷涂沉积层中的孔隙尺寸在微孔、介孔及宏观孔的较宽范围内,孔隙率的测量方法也随之而异。针对孔隙尺寸的不同,发展了相应的测量方法(如图3所示),并且引入了国际纯粹与应用化学联合会(IUPAC)气孔尺寸规定的术语。各种方法的详细特点可参考文献[39, 40]。对于冷喷涂沉积层而言,孔隙率的测量目前主要有:图像分析法(Image analysis)、阿基米德法(Archimedes method)、X射线断层扫描技术(X - ray computed tomography)等。
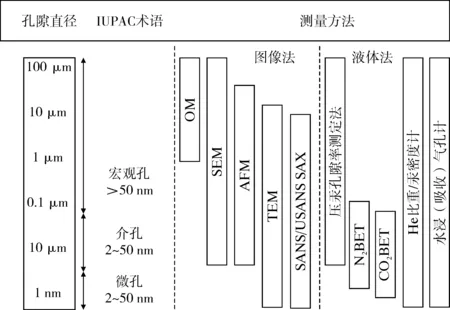
图3 孔隙尺寸分级和孔隙率测量方法[40]
1.2.1 图像分析法(Image analysis)
根据孔隙尺寸不同可分别采用光学显微镜(OM)、扫描电镜(SEM)和透射电镜(TEM)等手段,观测沉积层的横截面,并依据沉积层中孔隙与沉积层材料两者灰度等级差异分辨孔隙。还可采用聚焦离子束 - 扫描电镜(FIB - SEM)技术,在同一系统中实现Ga离子束制备样品和SEM图像分析,避免金相法制备样品过程带来的研磨拖尾现象、模糊孔隙等不利影响,以获得准确的孔隙率和孔隙形貌及尺寸。
采用图像分析软件(如Image J或Buehler Omninet等)计算出孔隙所占的面积,它与总面积之比即为孔隙率(P):
(1)
式中:P为测量样品的孔隙率,%;A为测量区域的孔隙面积;S为测量区域的总面积。
图像法最早用于热喷涂沉积层孔隙率表征,形成了测量孔隙率的国际标准ASTM E2109 - 1标准[39],国际标准ASTM C633[41]也规定了沉积层孔隙率的测量方法。
1.2.2 阿基米德法(Archimedes method)
图像分析法中金相样品的制备、拍摄图像的分辨率、灰度分析的对比度均对其测量结果有一定影响,故也有科研人员采用阿基米德法(或称为排水法)测量沉积层孔隙率(ASTM C20 - 00标准[42])。这种方法较为简单,使用平衡法测量试样的体积密度B即可求出孔隙率P:
(2)
式中:P为测量样品的孔隙率,%;B为试样的体积密度,g/cm3;ρ为样品材料的实际密度,g/cm3。该方法测定的P值包括开口和闭口气孔。
1.2.3 X射线断层扫描技术(X - ray computed tomography)
除了上述2种普遍使用的孔隙率测量方法之外,还可以使用X射线断层扫描技术(X - ray computed tomography,XCT)获得冷喷涂沉积层中的孔隙率。该方法将圆柱状或块状样品放置在一个可360°旋转的样品台上,通过X射线获得孔隙的“原位”观测数据(如图4a),精确地得到沉积层中孔隙的三维形貌及分布(图4b),通过Avizo软件统计得到孔隙的等效体积[43, 44];且该方法可在不破坏样品的情况进行内部孔隙的表征,可通过其原位观察冷喷涂沉积层后处理前后同一区域内孔隙的变化。目前,XCT技术的理论分辨率可达50 nm。
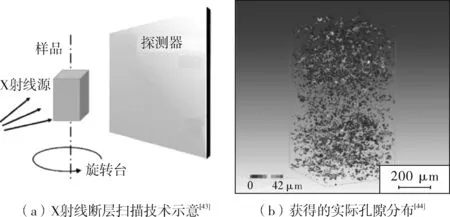
图4 X射线断层扫描技术示意[43]及其获得的实际孔隙分布[44]
1.3 冷喷涂沉积层孔隙的影响因素
影响沉积层孔隙率的因素很多,可概括为2个方面:(1)冷喷涂材料的物理、化学及力学性质,如材料的晶体结构、相变温度、杂质含量、硬度、弹性模量以及屈服强度,粉末形貌、粒度及粒度分布等; (2)冷喷涂的工艺参数,包括加速气体种类(He,N2,空气)、加速气体压力和温度、喷涂距离、喷射角度及送粉速率。它们最终影响着颗粒的速度与临界速度之比(η=vp/vcr),即所谓冷喷涂工艺的宜喷涂参数(为无量纲参数)[25]。如图5所示,通过提高颗粒的速度或者降低临界沉积速度,可以有效增加变形颗粒的扁平率,相应降低沉积层中的孔隙率。在冷喷涂工艺窗口内,宜喷涂参数越高,得到的沉积层质量越高,孔隙率越低。

图5 宜喷涂参数与沉积层中孔隙率的关系[45]
1.3.1 喷涂粉末材料对沉积层孔隙率的影响
在冷喷涂过程中,喷涂所用的原料粉末颗粒的成分会影响沉积层形成的临界速度,而尺寸及尺寸分布、形貌会影响粉末颗粒的加速效果,进而影响宜喷涂参数,对沉积层的孔隙率产生显著影响。
(1)喷涂粉末成分 众所周知,金属材料的晶体结构直接影响材料力学性能,如塑性较好的Al、Cu等金属材料由于滑移系较多,所需临界沉积速度低,在高速碰撞下该类金属粉末易于制得低孔隙率沉积层。在较高喷涂参数下,冷喷涂Cu沉积层的孔隙率可控制在0.005%[33]。而对于硬度较高的Ti、316L等粉末,则难以达到Cu沉积层这么低的孔隙率,即使采用高参数喷涂,沉积层致密度也难以达到冷喷涂Cu的水平[46, 47]。
此外,粉末中的氧含量对沉积的工艺性能有很大的影响。目前的研究结果表明,随着粉末氧含量的提高,冷喷涂实现沉积所需的颗粒临界速度增加。如果粉末颗粒表面存在较厚的氧化膜,在颗粒的撞击过程中,氧化膜则难以破碎,不利于与新鲜金属表面的接触及颗粒间的冶金结合。粉末氧含量越高,其表面氧化膜厚度越大,颗粒与颗粒之间结合越困难。如图6所示,Li等[48]研究了冷喷涂用金属或合金粉末中氧含量对其临界速度的影响,随着粉末中氧含量的增加,颗粒的临界速度显著提升,在相同的颗粒速度下,则宜喷涂参数降低,沉积层质量下降,沉积层中的孔隙增加。
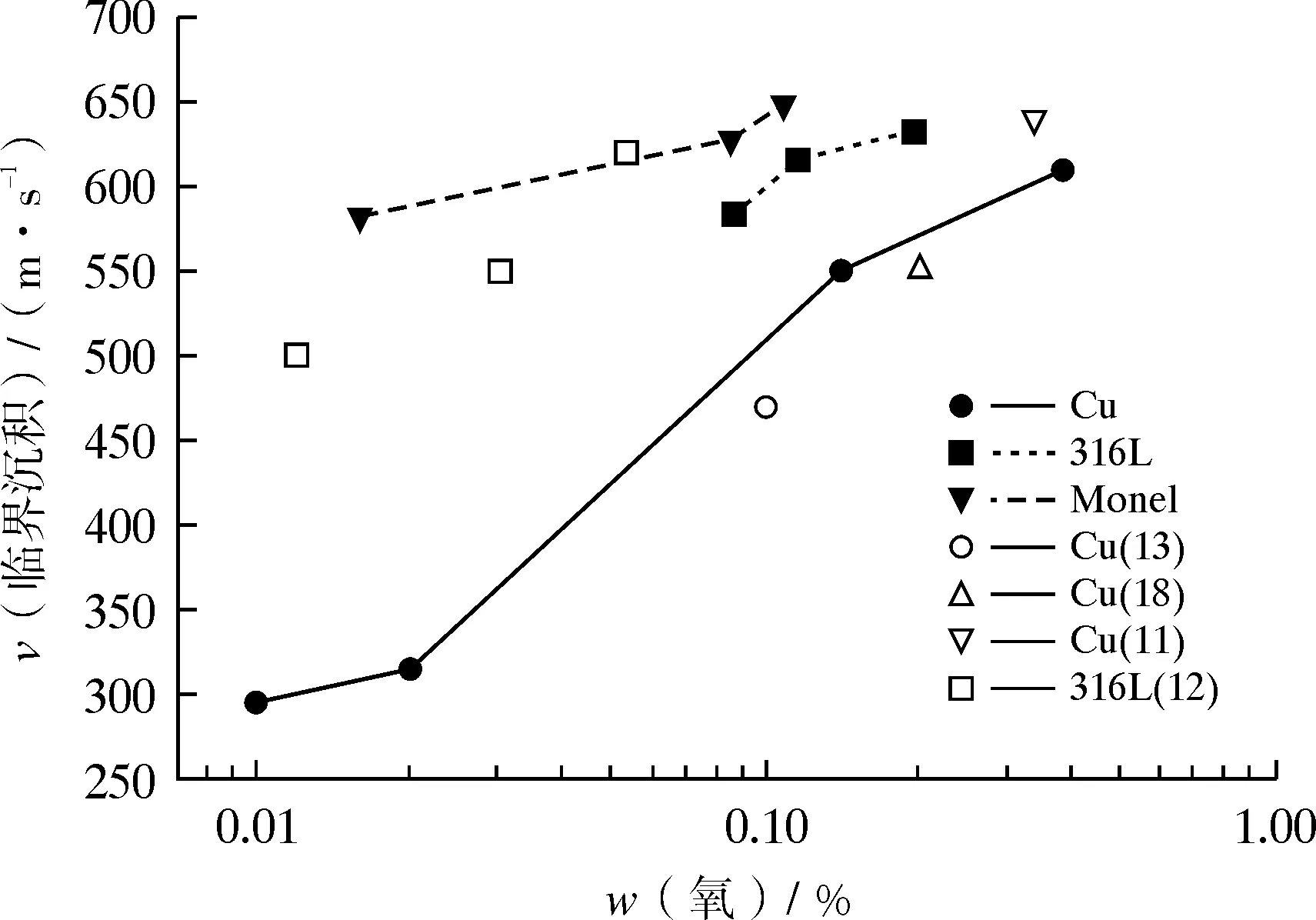
图6 粉末氧含量对临界沉积速度的影响[48]
(2)喷涂粉末粒度及粒度分布 目前,关于颗粒在冷喷涂过程中的流体动力学计算已相对成熟[49]。普遍认为,使用确定成分的金属粉末在相同的工艺条件下,金属粉末的粒径越小、颗粒的加速效果越好,但是弓形激波对小颗粒减速效果也更强烈。如图7所示,粉末颗粒尺寸直接影响颗粒速度,当颗粒尺寸超过一定临界值时,尺寸越大其加速效果越差[50]。而颗粒速度直接影响颗粒碰撞动能和碰撞力,进而影响颗粒塑性变形及应变能。故选择合适尺寸和尺寸分布的冷喷涂颗粒,可改善和促进颗粒之间结合,减少颗粒之间的缺陷如间隙和微孔,提高沉积层致密性。
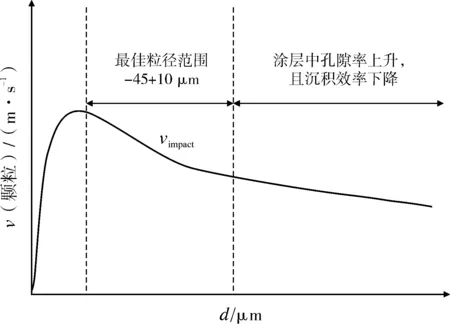
图7 粉末粒度对颗粒速度的影响[50]
(3)喷涂粉末形貌 流体力学模拟及实际颗粒速度测量均表明,喷涂粉末形貌对颗粒加速效果有很大影响。粉末形貌越不规则,在固 - 气两相流中拖拽系数越大,加速效果越好,颗粒速度越高。Munagala等[51]分别采用球形(SM,图8a)和不规则形状(IM,图8b)的Ti - 6Al - 4V粉末进行喷涂。SM粉末制备的沉积层(图8c)孔隙率高达13%。而IM粉末制备的沉积层(图8d)由于珊瑚状颗粒被压实,沉积层孔隙率仅为0.3%。
此外,粉末颗粒内部缺陷也会影响沉积层的孔隙率,如图8e所示,Al粉末颗粒经刻蚀后可显现出孔隙,沉积层中颗粒塑性变形成扁平状堆积。由图8f可以看出箭头所指的孔隙存在于变形颗粒内部,而非颗粒之间的边界处。这表明原料粉末颗粒原有的孔隙会影响冷喷涂沉积层的孔隙率,这种由粉末颗粒内部缺陷导致的孔隙是冷喷涂工艺条件无法改变的,但这种孔隙一般为封闭孔[52]。
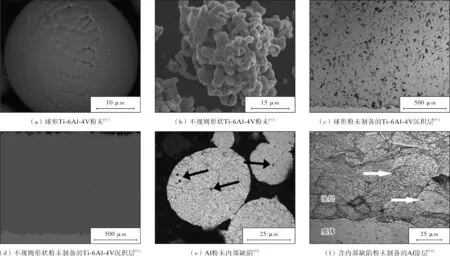
图8 粉末形貌及结构[51,52]
1.3.2 工艺参数对沉积层孔隙率的影响
(1)加速气体类型 冷喷涂设备使用的加速气体一般为He、N2和空气。一维等熵模型及相关的计算结果均表明,比热比越大,相对分子质量越小的气体获得的加速效果越好[53, 54]。由于He分子量仅为4.006,N2为28.000,所以使用He作为加速气体时,颗粒获得的速度远高于N2及空气。相同条件下,使用He喷涂制备的沉积层孔隙率更低,沉积层质量更佳。
(2)加速气体压力和温度 加速气体压力和温度是冷喷涂过程中的2个重要参数。在给定粉末原料和确定的De - laval管条件下,压力的上升有利于获得更高的颗粒速度[49, 55];而温度的上升一方面可获得更高的颗粒速度,另一方面可以提供热软化,降低颗粒碰撞过程中材料的屈服强度和变形阻力,即降低临界沉积速度[56]。因此,加速气体的压力和温度与颗粒的变形程度及变形颗粒间的结合质量紧密相关,是冷喷涂沉积层中孔隙率的重要影响因素。如图9所示,由于加速气体压力和温度的上升能有效提升宜喷涂参数,冷喷涂沉积层中的孔隙率随着加速气体压力和温度的上升而下降。当2.0 MPa、450 ℃喷涂时,Ag沉积层中的孔隙率可下降至0.09%[57]。
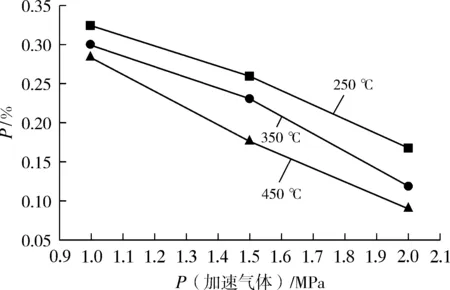
图9 加速气体压力和温度对冷喷涂沉积层孔隙率的影响[57]
(3)喷涂距离 冷喷涂产生的超音速气 - 固两相流自De - laval喷枪出口喷射时会在基体表面前形成高密度弓形激波,颗粒速度随着喷涂距离的增加先上升后下降。当其他参数确定后,喷枪出口到基体表面的距离(喷涂距离)直接影响颗粒的碰撞速度,进而影响冷喷涂沉积层的孔隙率。一般而言,冷喷涂的最佳喷涂距离为10~40 mm。Zahiri等[17]研究了喷涂距离对冷喷涂Ti沉积层孔隙的影响,如图10所示,当喷涂距离在20~100 mm范围内变化时,沉积层孔隙率随喷涂距离的增加而非线性增加。这表明喷涂距离如果过大,粉末颗粒离开喷枪后减速效果明显,沉积层质量下降。
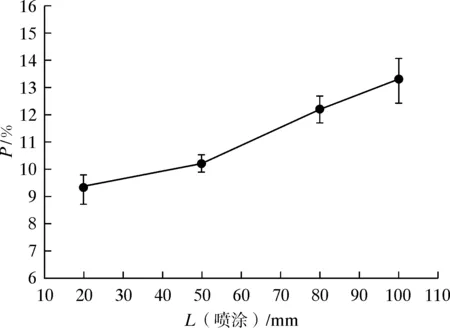
图10 喷涂距离对冷喷涂沉积层孔隙率的影响[17]
(4)喷涂角度 喷涂角度是指De - laval喷枪轴线与基板之间的夹角。如图11所示,喷涂角度会显著影响颗粒的法相速度,随着喷涂角度的减小,颗粒撞击时的有效速度降低,从而影响沉积层孔隙率。喷涂角度在80°~90°时,喷涂角度对沉积层孔隙率影响不大[18]。
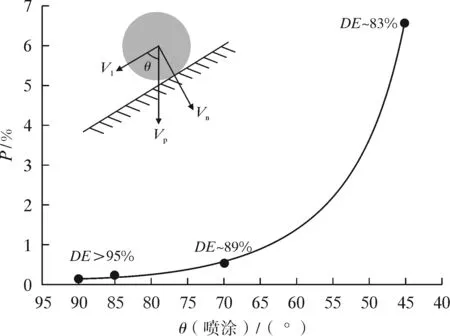
图11 喷涂角度对冷喷涂层孔隙率的影响[18,58]
(5)喷涂道次 Rech等[59]研究了冷喷涂过程中多道次喷涂对沉积层质量的影响:单道喷涂不同厚度沉积层时,沉积层中孔隙率为一定值;而多道次喷涂相似厚度沉积层时,孔隙率随喷涂道次增加而增加,如图12所示。
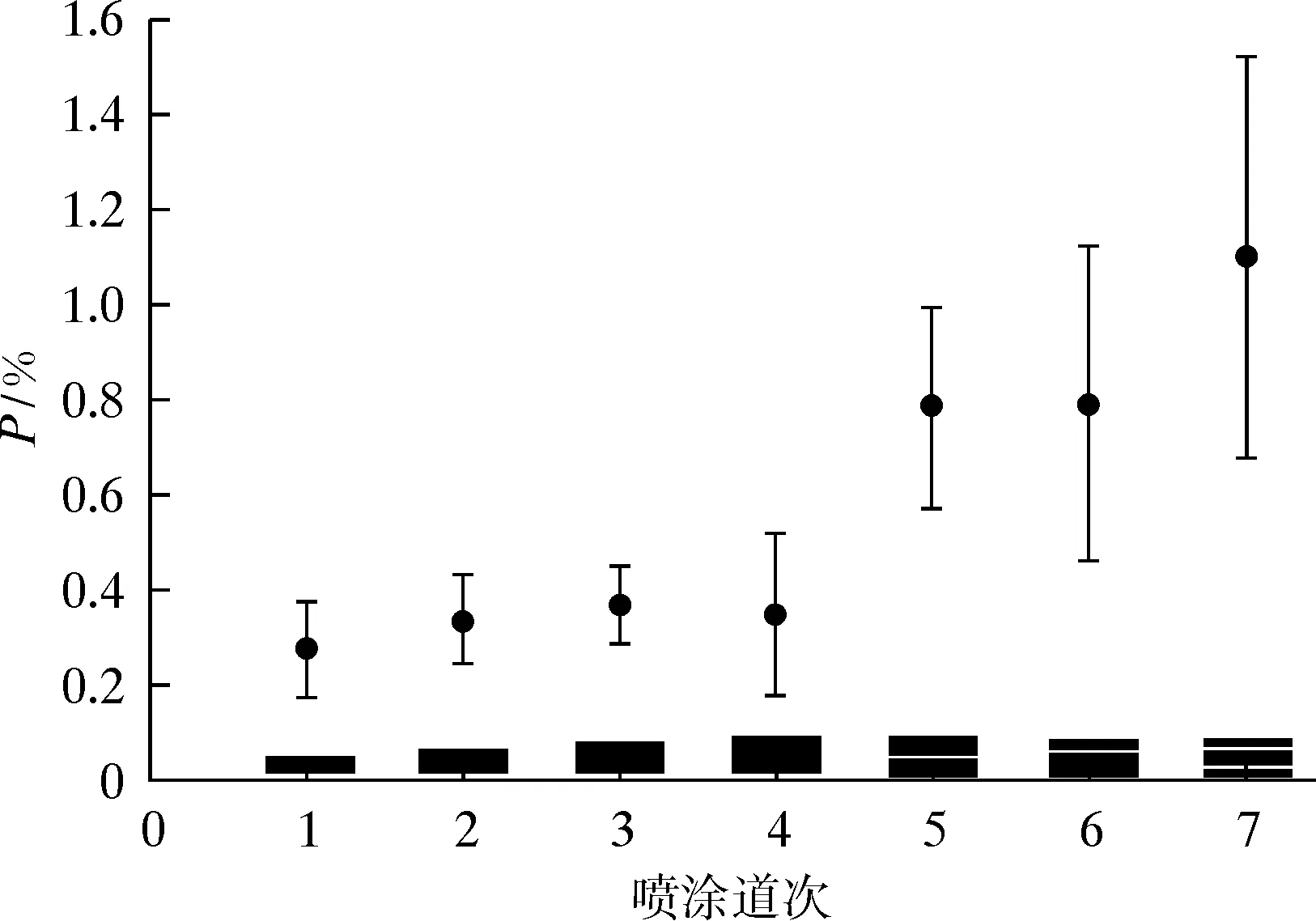
图12 喷涂道次对冷喷涂沉积层孔隙率的影响[59]
多道次喷涂各层之间的粘结比单道次变形颗粒之间的粘结更弱,这主要是因为多道次喷涂道次之间的沉积行为可视为沉积层/基体之间的沉积行为,单道次则为颗粒连续沉积行为,故孔隙率小于前者。
1.3.3 基体特性
冷喷涂沉积层的质量不仅取决于工艺参数和粉末颗粒,与基体材料也密切相关。如基体的硬度和弹性模量,其通过影响颗粒的临界沉积速度进而对沉积层的孔隙率产生影响。此外,基体的预热温度也对沉积层的孔隙率有显著的影响。
(1)基体硬度 Cavaliere等[60]在各种金属基体(Al,Ti,Fe,Ni,Mg)上冷喷涂制备了不同金属(Al,Ti,Ni)沉积层。如图13所示,冷喷涂沉积层中的孔隙率随着基体硬度的增加而下降,这是因为较硬的基体可使颗粒撞击时发生更多的塑性变形,进而影响沉积层中变形颗粒的扁平度及孔隙率。
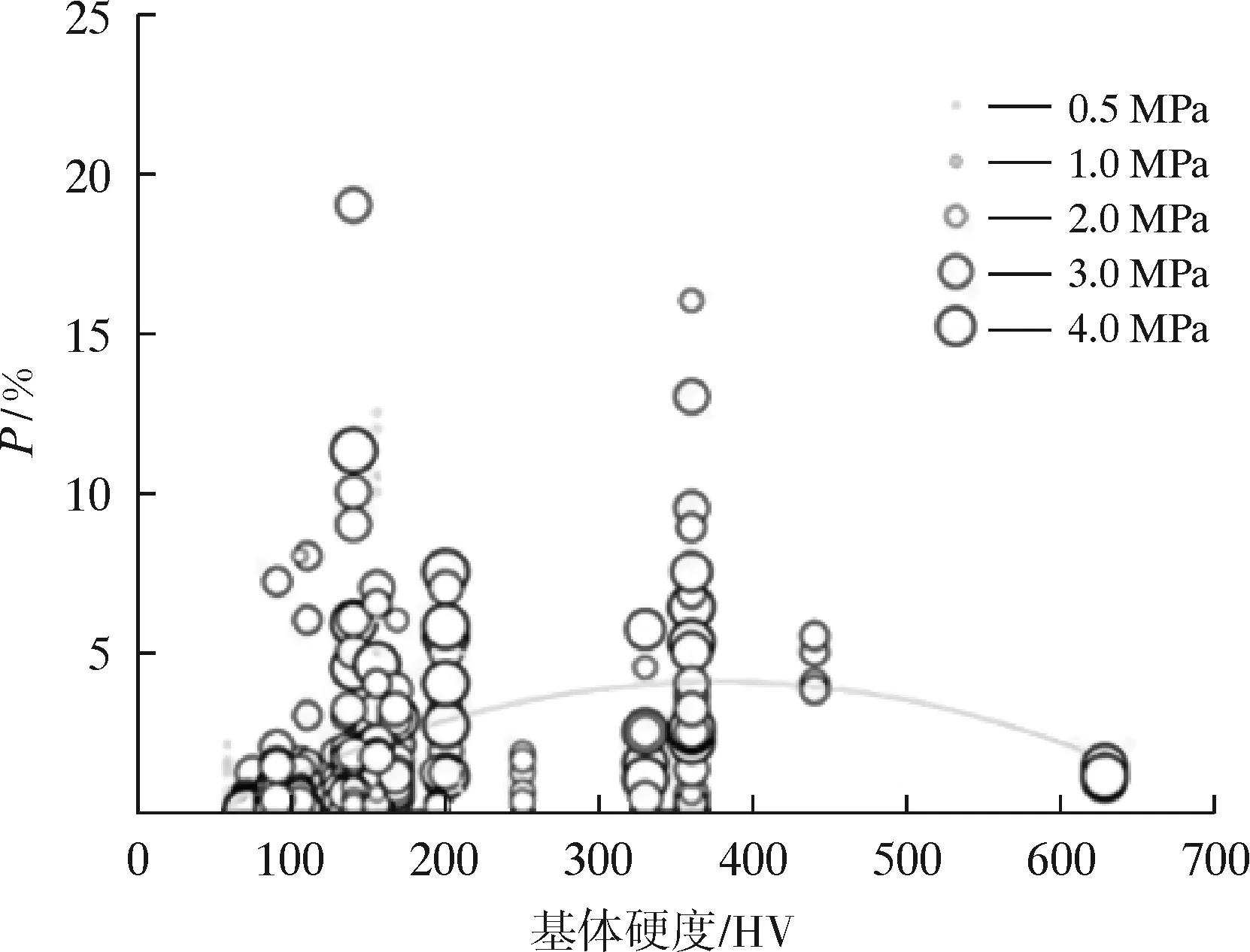
图13 基体硬度对冷喷涂沉积层孔隙率的影响[60]
(2)基体预热 Xie等[61]研究了316不锈钢基体预热温度对冷喷涂316L沉积层性能的影响。如图14,基体预热改善了沉积层的致密度,当基体预热温度为400 ℃时,沉积层孔隙率最低。这与基体受热软化、临界沉积速度降低有关,但过高的基体预热温度则会加剧基体/已沉积层的氧化行为。
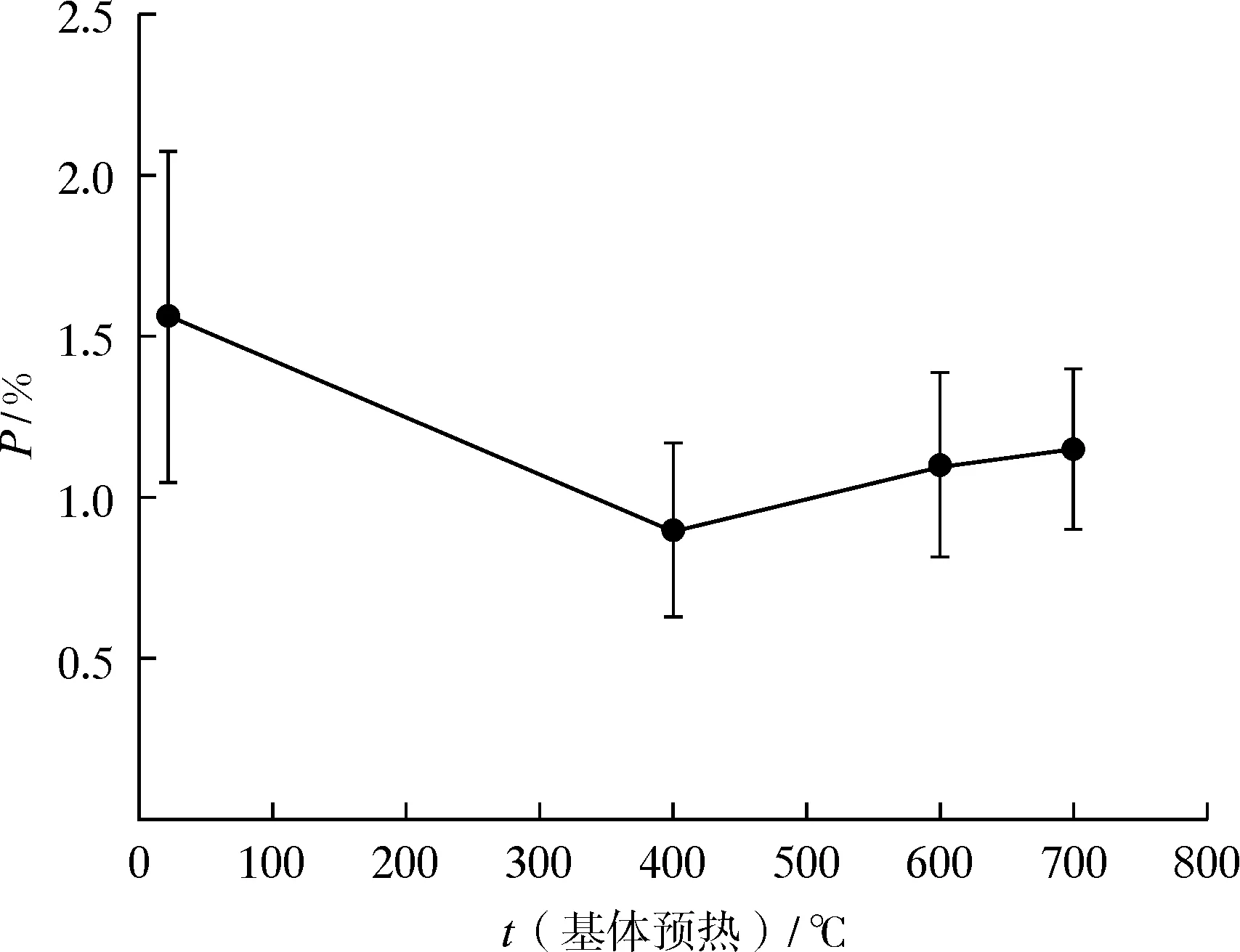
图14 基体预热温度对沉积层孔隙率的影响[61]
2 冷喷涂沉积层中孔隙率与其性能的关系
孔隙率是衡量沉积层质量的重要指标之一,对沉积层性能有着显著的影响。孔隙率低意味着沉积层内部变形颗粒结合得更紧密,沉积层的性能(如:强度、硬度、摩擦磨损、腐蚀性能、疲劳性能等)更佳。研究沉积层孔隙率的意义在于探究其对沉积层使用性能的影响,并依此改善沉积层质量。
2.1 孔隙率与沉积层本征性质的关系
2.1.1 孔隙率与沉积层硬度关系
Zahiri等[17]研究了冷喷涂纯Ti沉积层中孔隙率与硬度的关系,如图15可知沉积层的硬度与沉积层中孔隙率呈线性减小关系。因孔隙率(P)和沉积层密度(ρ)关系为ρ=1-P,孔隙率越低沉积层越致密,当孔隙率接近0时,沉积层硬度接近块体材料的硬度。该研究中采用最佳工艺参数制得的沉积层的孔隙率为0.5%,显微硬度为300 HV,当孔隙率增大到13.5%时硬度降低到100 HV。
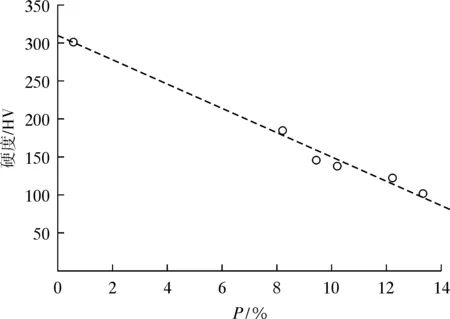
图15 冷喷涂沉积层孔隙率对硬度的影响[17]
2.1.2 孔隙率与沉积层抗拉强度的关系
块体材料的孔隙率对其屈服强度的影响十分显著。Youngdahl等[62]研究了Cu与Pd沉积层气孔率对其屈服强度的影响,发现密度(与孔隙率为反比关系)与屈服强度成正比例关系,材料发生破坏时,材料中的微孔附近最先开裂,即裂纹源。Binder等[18]参考了ASTM C633/EN580标准,探究了沉积层抗拉强度与孔隙率的关系。如图16所示,当孔隙率从接近0增加到1%时,沉积层抗拉强度由287 MPa降低至150 MPa。沉积层中的孔隙可能成为裂纹萌生源,是抗拉强度降低的主要原因。
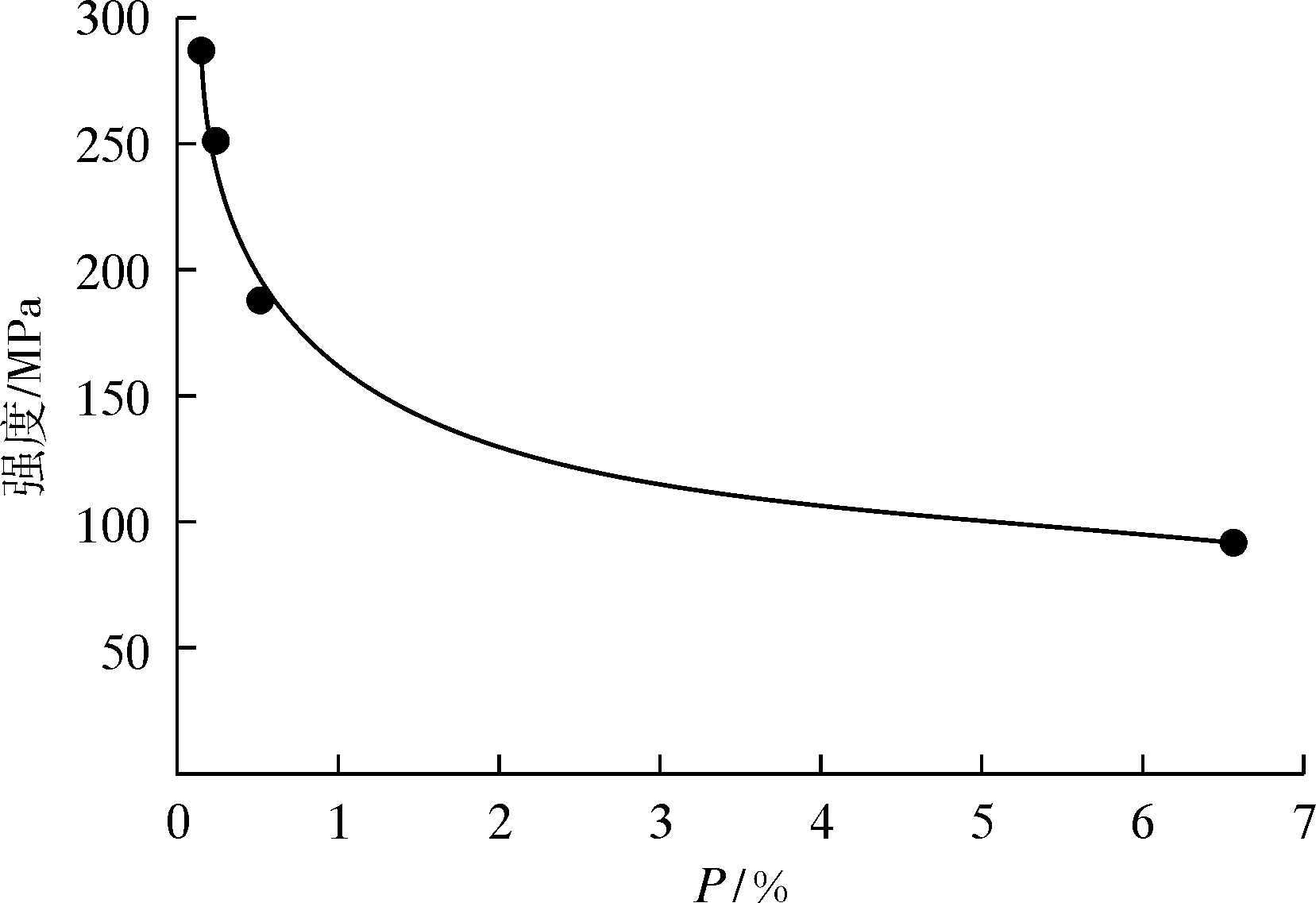
图16 冷喷涂沉积层孔隙率对抗拉强度的影响[62]
2.1.3 孔隙率与沉积层弹性模量的关系
Sanders等[19]在研究纳米Cu,Pd材料中结构缺陷与力学性能的关系时,发现材料的弹性模量随着孔隙率的增加线性降低。Mackenzie[20]给出孔隙率与弹性模量(E)的关系式:
E=E0(1-A·f+B·f2)
(3)
式中:E0为致密无孔材料的弹性模量,f为孔隙率,A与B为常数,分别为1.9和0.9。由式(3)可知,沉积层孔隙率增大,弹性模量减小,因为气孔面积减少了有效承载面积;反之当f=0时,沉积层弹性模量与相应致密材料一致。已知弹性模量为弹性变形阶段材料应力与应变比(E=σ/ε),可表征材料抗变形能力。一般来说,沉积层中由于存在气孔,其弹性模量都低于其块体材料的。对于生物植入材料而言,要求其弹性模量与人骨的模量相近似,故采用冷喷涂控制沉积层孔隙率进而控制材料弹性模量,具有良好的医学应用前景[63]。
2.2 孔隙率与沉积层服役性能的关系
一般而言,金属部件损伤与破坏的主要形式为腐蚀、磨损、疲劳破坏等,这些现象均始于表面。表面沉积层可改善其耐腐蚀、耐磨损性能、疲劳性能,而这些性能均与沉积层的孔隙率息息相关。
2.2.1 孔隙率与耐腐蚀性的关系
冷喷涂制备的牺牲阳极型沉积层,如Zn及其合金,可有效保护碳钢类易腐蚀材料及制成品。这类沉积层对孔隙率不敏感,因为气孔诱发的小孔腐蚀可以被Zn的腐蚀产物所堵塞,并形成孔内闭塞区,使腐蚀介质无法继续渗透,抑制腐蚀的进一步发生。而对于通过物理阻隔发挥作用的沉积层,沉积层的孔隙率会影响其防护性能,孔隙的体积分数、孔隙尺寸,特别是孔隙在沉积层中的存在方式等都会影响沉积层的防护性能[21]。如果沿变形颗粒边界形成的孔隙是连续贯穿型,则当腐蚀介质沿孔隙渗透到基体界面时沉积层丧失保护作用。Khun等[22]研究了喷涂气体类型对冷喷涂Ti - 6Al - 4V合金沉积层耐蚀性的影响。使用氦气喷涂的涂层相对于使用氮气喷涂的涂层,孔隙率由11.5%下降至1.3%。由于冷喷涂沉积层中存在气孔,沉积层表面孔隙具有高的阳极活性,孔隙越多,则局部腐蚀越严重。故无论从腐蚀电位还是腐蚀电流的角度来看,1.3%孔隙率的沉积层耐蚀性均优于11.5%孔隙率的沉积层。
2.2.2 孔隙率与磨损性的关系
Khun等[22]研究了冷喷涂Ti - 6Al - 4V合金沉积层的摩擦系数和磨损速率与沉积层孔隙率的关系。由于N2喷涂Ti - 6Al - 4V的孔隙率高、硬度低,故其磨损速率大于He气喷涂的Ti - 6Al - 4V沉积层。在冷喷涂Ni涂层时也发现了类似的结论,Chen等[64]探究了不同孔隙率Ni涂层的摩擦学性能,发现高孔隙的涂层在摩擦磨损试验时,由于变形颗粒之间差的结合,组织会出现大量剥落;而低孔隙的Ni涂层有着较低的摩擦系数及磨损率。
2.2.3 孔隙率与疲劳性能的关系
关于孔隙率与疲劳性能的研究文献较少。已有研究认为涂层中孔隙处高度集中的应力会导致涂层层间剥离破坏。表面孔隙成为疲劳裂纹萌生位置即裂纹源。Ghelichi等[23]于Al5052基体上冷喷涂微米和纳米Al7075粉末,发现在相同喷涂条件下,微米粉末涂层致密无孔,而纳米粉末涂层孔隙率约10%。纳米粉末制备的涂层易在孔隙处产生涂层层间剥离,导致疲劳性能降低。
3 冷喷涂沉积层中孔隙率的控制措施
为了降低冷喷涂沉积层的孔隙率,首先应针对前述影响孔隙率的因素采取相应措施。通过提高粒子速度来强化颗粒发生塑性变形的动力,或者提高颗粒温度使颗粒发生软化来减小颗粒变形的阻力,是目前常用的降低冷喷涂沉积层孔隙率的2种策略。随着冷喷涂装置水平的进步,加速气体压力可达7 MPa,加速气体温度可达1 000 ℃,绝大多数材料的冷喷涂沉积层可以控制在1%以下。但基于成本考虑,普遍的中低端冷喷涂设备无法提供极高的加速压力和温度,且过高的温度会造成温度敏感材料的相变、氧化等问题,对于Al、Zn、Sn等低熔点材料,还可能导致喷枪堵塞等问题[65]。本节将具体介绍除提升加速气体压力和温度外,可采取的其他措施。根据现有的研究报道,可将冷喷涂沉积层中孔隙率的控制措施分为喷涂前处理、喷涂中原位处理及喷涂后处理3种。
3.1 喷涂前处理
3.1.1 粉末设计
粉末的制备工艺不同,制备的冷喷涂沉积层性质相差很大。如1.3.1节所述,粉末中的氧含量、粒度及粒度分布、粉末形貌均会对颗粒的加速效果及临界沉积速度产生影响,进而影响沉积层的孔隙。合理地设计粉末可以有效地控制孔隙。之前的研究结果表明,使用软/硬的粉末搭配,可使软质颗粒的变形提升,进而得到一个致密的冷喷涂沉积层。Aydin等[66]探究了不同含量的Ti - 6Al - 4V/Ti混合粉末制备的冷喷涂沉积层中Ti - 6Al - 4V含量对沉积层孔隙率的影响,如图17所示,冷喷涂Ti沉积层在加了10%的Ti - 6Al - 4V粉末后,沉积层中的孔隙率约为0。Li等[67]提出了一种利用雾化球形粉末(GA Cu)及电解枝晶粉末(E Cu)混合制备冷喷涂纯Cu沉积层的新方法。如图18所示,GA Cu沉积层中变形颗粒之间易形成孔隙,E Cu沉积层中颗粒内部存在残留的孔隙,而混合粉末沉积层中几乎不存在孔隙,其孔隙率<0.1%。
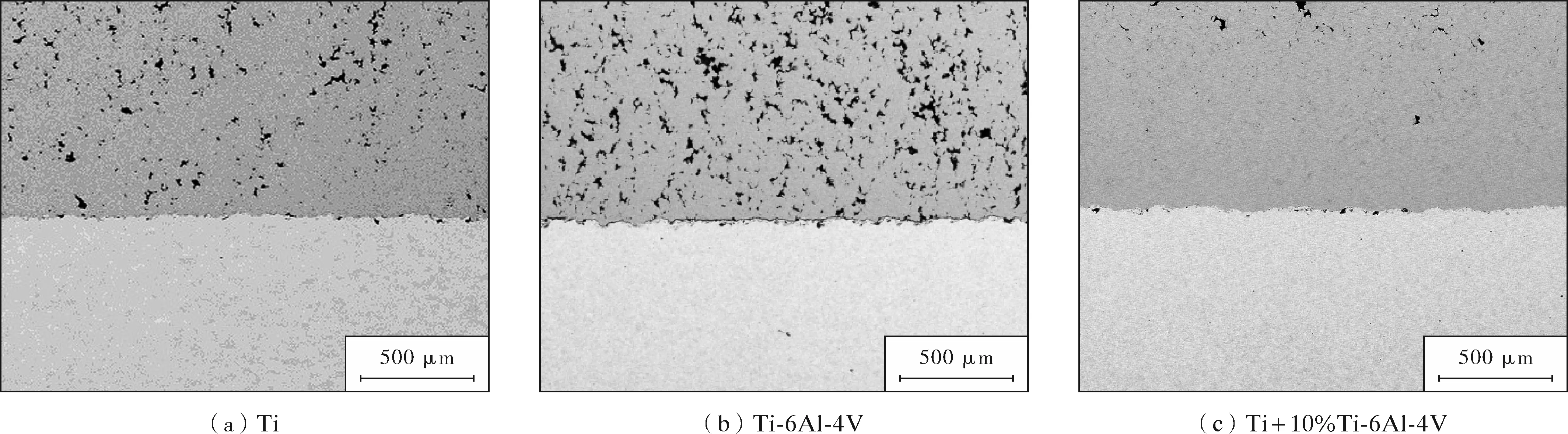
图17 Ti粉、Ti - 6Al - 4V粉及其混合粉末制备的冷喷涂沉积层截面形貌[66]
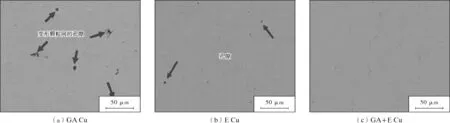
图18 GA Cu粉、E Cu粉及其混合粉末制备的冷喷涂沉积层截面形貌[67]
3.1.2 粉末热处理
如果购置的粉末冷喷涂性能差,也可以进行去应力退火或均匀化退火以降低粉末硬度,从而有利于粉末颗粒的塑性变形,促进颗粒/基体及颗粒/颗粒间的紧密结合,进而降低孔隙率。Story等[68]采用移动炉管内充氩气,将气体雾化制备的铝合金(AA2024,AA6061及AA7075)粉末,经图19所示的过程处理,即在498 ℃,150 min退火处理后盐浴淬火处理,3种合金粉末的微观结构均得到显著改善。如图20所示,热处理7075粉末制得的沉积层孔隙率水平显著下降。
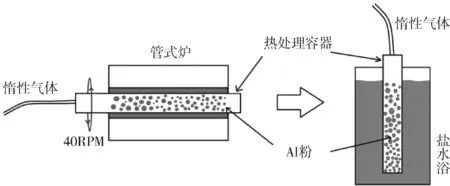
图19 粉末热处理示意[68]
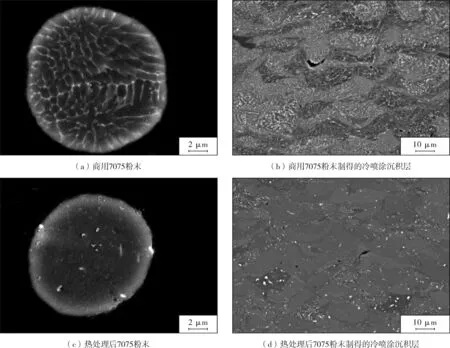
图20 商用7075粉末及其制得的冷喷涂沉积层和热处理后7075粉末及其制得的冷喷涂沉积层的形貌[68]
3.2 喷涂中原位处理
3.2.1 原位微锻造辅助冷喷涂
所谓原位微锻造辅助冷喷涂即通过在需喷涂的粉末中加入一定比例的大粒径喷丸颗粒后进行喷涂。其原理示意如图21所示,由于大粒径的喷丸颗粒加速效果差,其在喷涂时的碰撞速度低,不会沉积到沉积层的内部,不会改变沉积层材料的原有成分;但其可显著提升已沉积颗粒的变形程度继而降低沉积层中的孔隙率,原位获得致密的冷喷涂沉积层[69]。
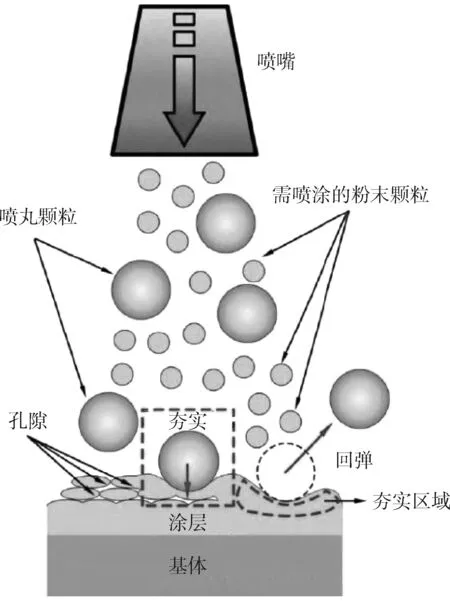
图21 原位微锻造辅助冷喷涂示意[69]
Luo等[70]研究了添加大尺寸颗粒对冷喷涂CP Ti和TC4沉积层孔隙率的影响,其使用平均粒径为155.7 μm的大直径1Cr13不锈钢粉末作为喷丸颗粒。如图22所示,无论是CP Ti,还是TC4,沉积层中的孔隙率都随着喷丸颗粒的增加而降低;当喷丸颗粒的体积分数增加至70%时,CP Ti和TC4沉积层的孔隙率分别为0.3%和0.7%,甚至低于用He喷涂的孔隙率。微锻造辅助冷喷涂TC4沉积层形貌见图23。
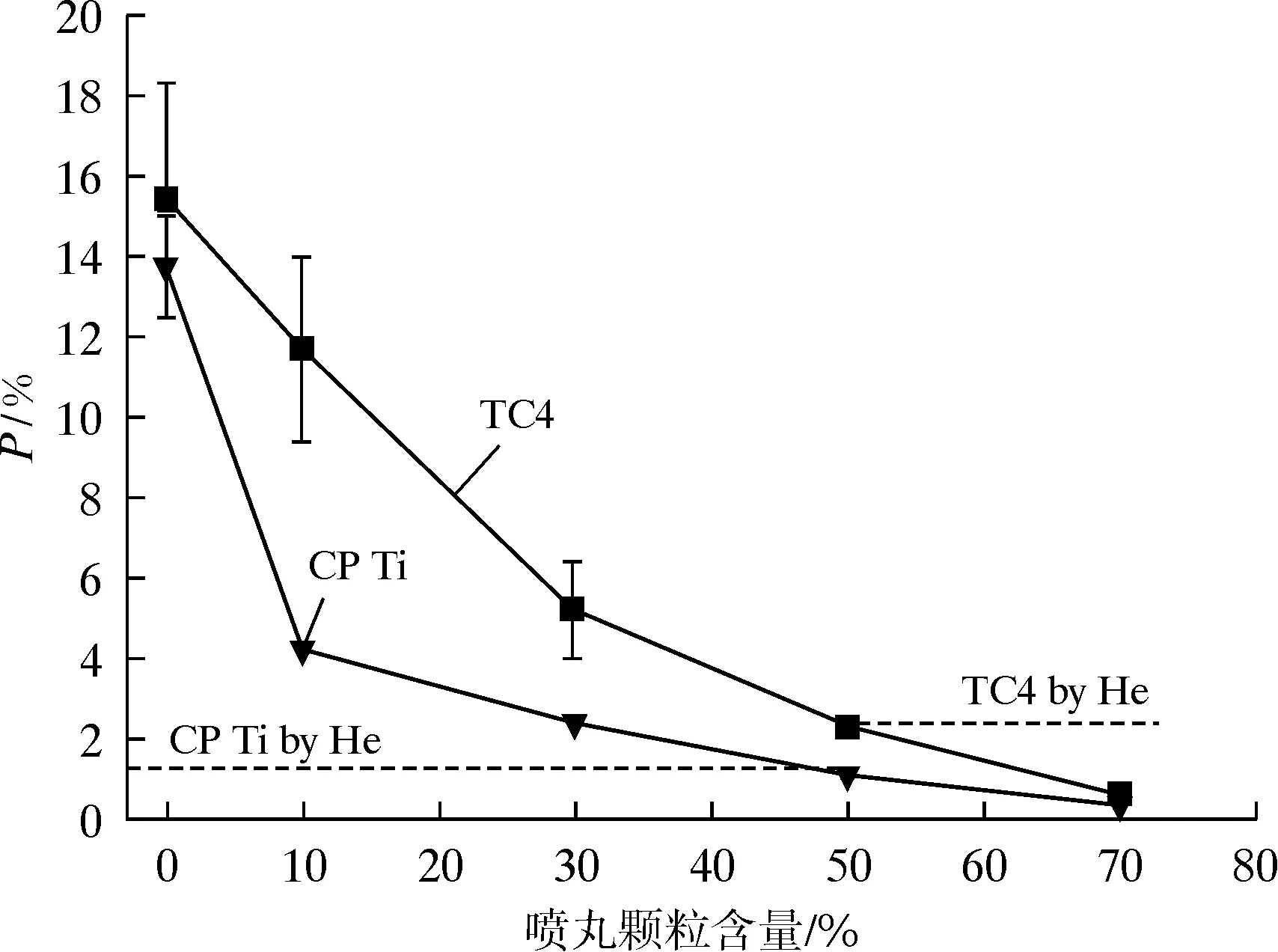
图22 喷丸颗粒含量对孔隙率的影响[70]
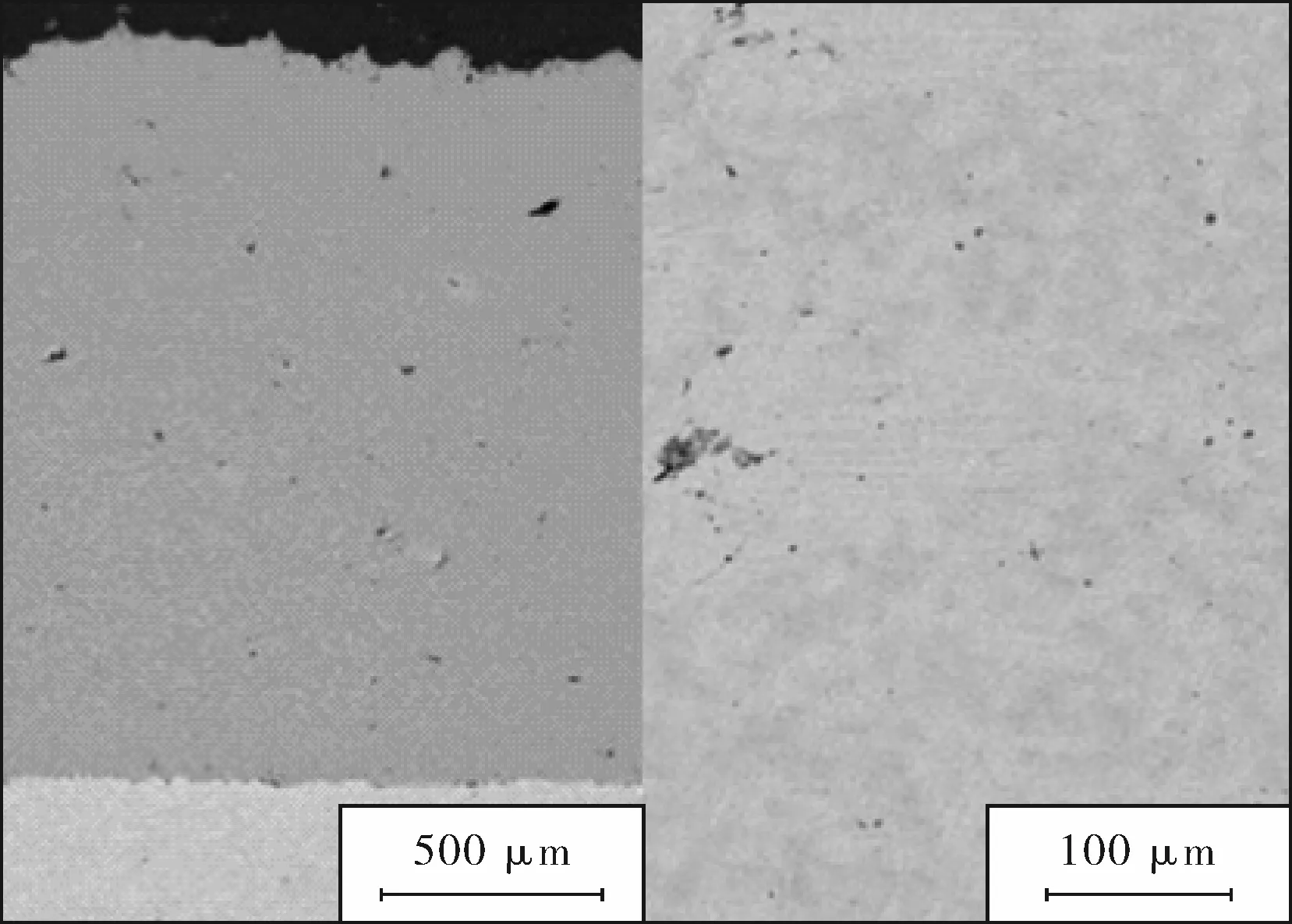
图23 微锻造辅助冷喷涂TC4沉积层形貌[70]
通过喷涂参数、喷丸颗粒粒径及比例的优化调整同样可获得其他高致密度冷喷涂金属沉积层。图24为采用常规冷喷涂和微锻造辅助冷喷涂Al沉积层的截面形貌。可以发现,常规冷喷涂制备的Al沉积层内部颗粒变形度较低,基本呈近球形,而微锻造辅助冷喷涂Al沉积层内部的Al颗粒已呈现为条带状,沉积层中的孔隙率显著降低[69]。此外,该技术还有望用于高传导、耐腐蚀金属沉积层的制备,破损金属构件的修复及金属增材制造[71-74]。
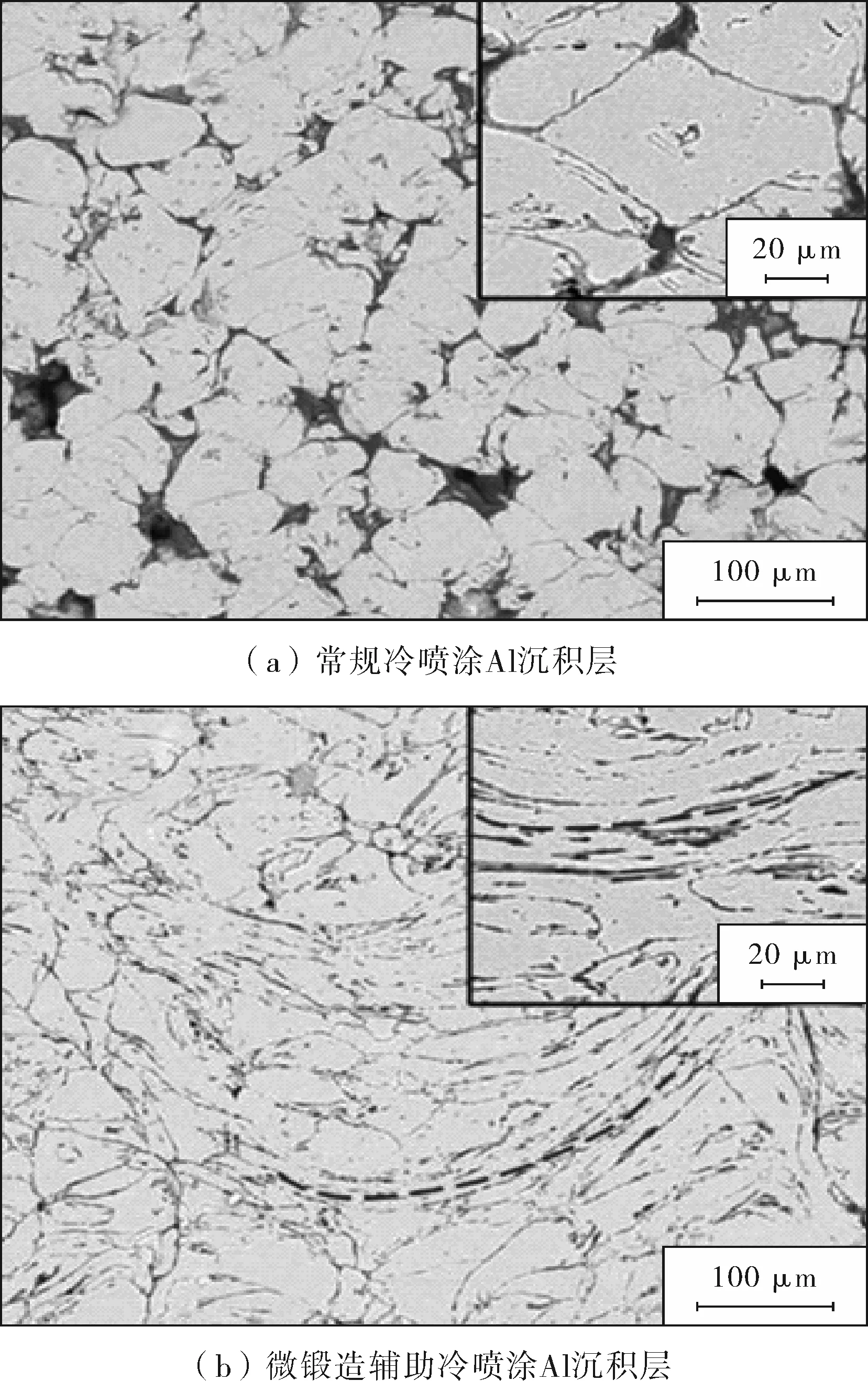
图24 2种纯Al沉积层的形貌[69]
3.2.2 原位激光辅助冷喷涂
激光辅助冷喷涂即在常规的冷喷涂装置上添加激光设备,最早由英国剑桥大学O’Neill团队[75]提出,其示意图如图25所示。
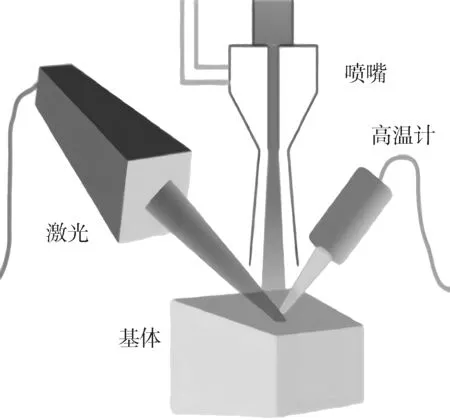
图25 激光辅助冷喷涂示意[75]
在冷喷涂沉积层制备的过程中,粉末沉积的区域同步采用激光辐射,提供额外的热输入,同时软化粉末颗粒和基体/已沉积层,降低颗粒沉积所需的临界沉积速度,进而提升颗粒的变形程度,降低孔隙率。通常激光将基体及粉末加热至30%~80%熔点温度,在这个温度区间内依旧保留了冷喷涂技术“冷”的特性[76, 77]。
Bray等[75]通过激光辅助冷喷涂制备了Ti涂层,其截面组织如图26所示,由于已沉积层的受热软化,碰撞时候的变形基本发生在已沉积颗粒的顶部。故相较于冷喷涂Ti层(孔隙率14.2%[78]),激光辅助冷喷涂得到的Ti沉积的孔隙率大大降低,仅为0.5%。类似的,相关科研人员通过激光辅助冷喷涂制备了低孔隙的Al - 12Si[79]、Cu[80]、Ni[81]、W[82]等沉积层,如图27。
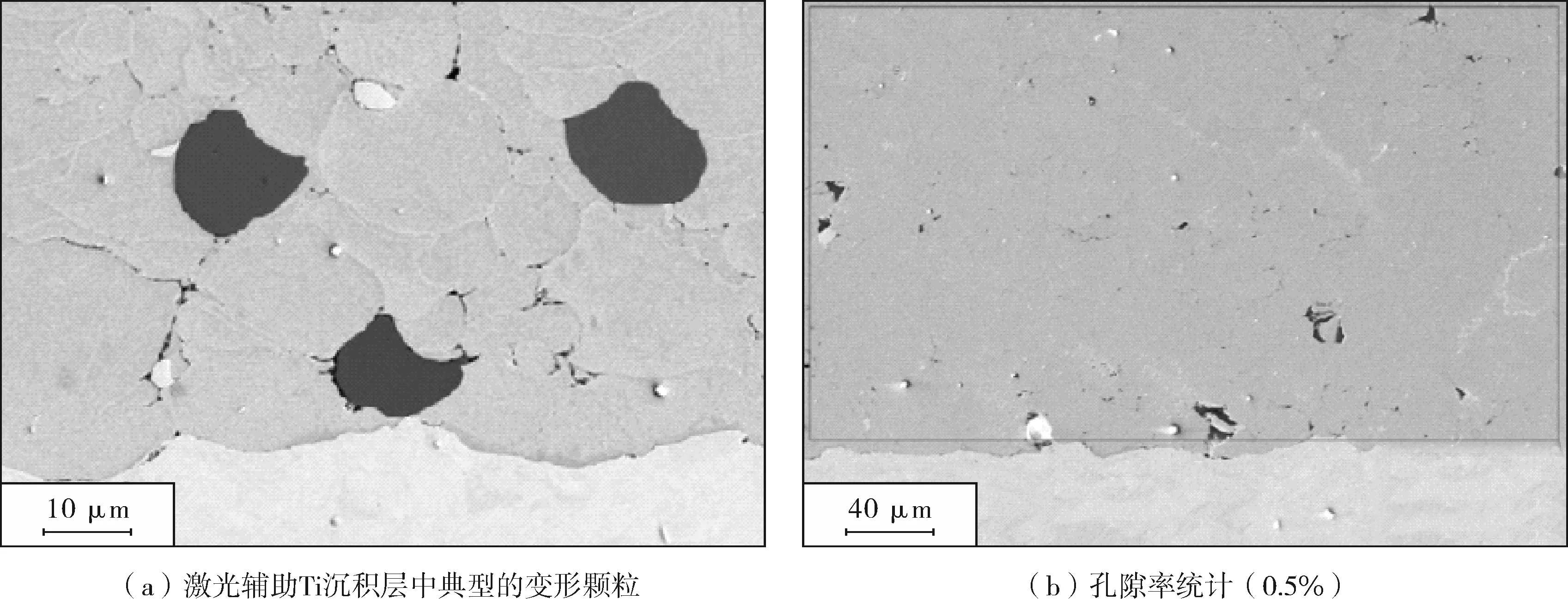
图26 激光辅助Ti沉积层中典型的变形颗粒及孔隙率统计[75]
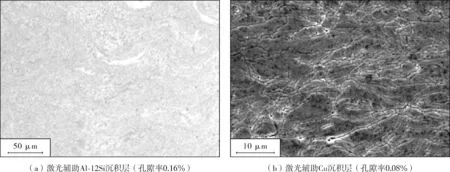
图27 激光辅助Al - 12Si沉积层[79]和激光辅助Cu沉积层[80]的形貌
3.3 喷涂后处理
3.3.1 热处理
对冷喷涂沉积层进行热处理是改善沉积层质量的常用方法[83]。如图28所示,热处理使得粒子间界面发生扩散,进而愈合变形颗粒之间的结合界面及部分小的孔洞。对较大尺寸的孔洞,在高温金属原子扩散驱动力下处于表面自由能最低而发生球化,进而缩小孔隙面积[78, 84]。合理的优化热处理条件可有效提高沉积层致密性。为了避免热处理过程中的氧化,热处理一般在真空或惰性气体保护下进行[47, 85]。
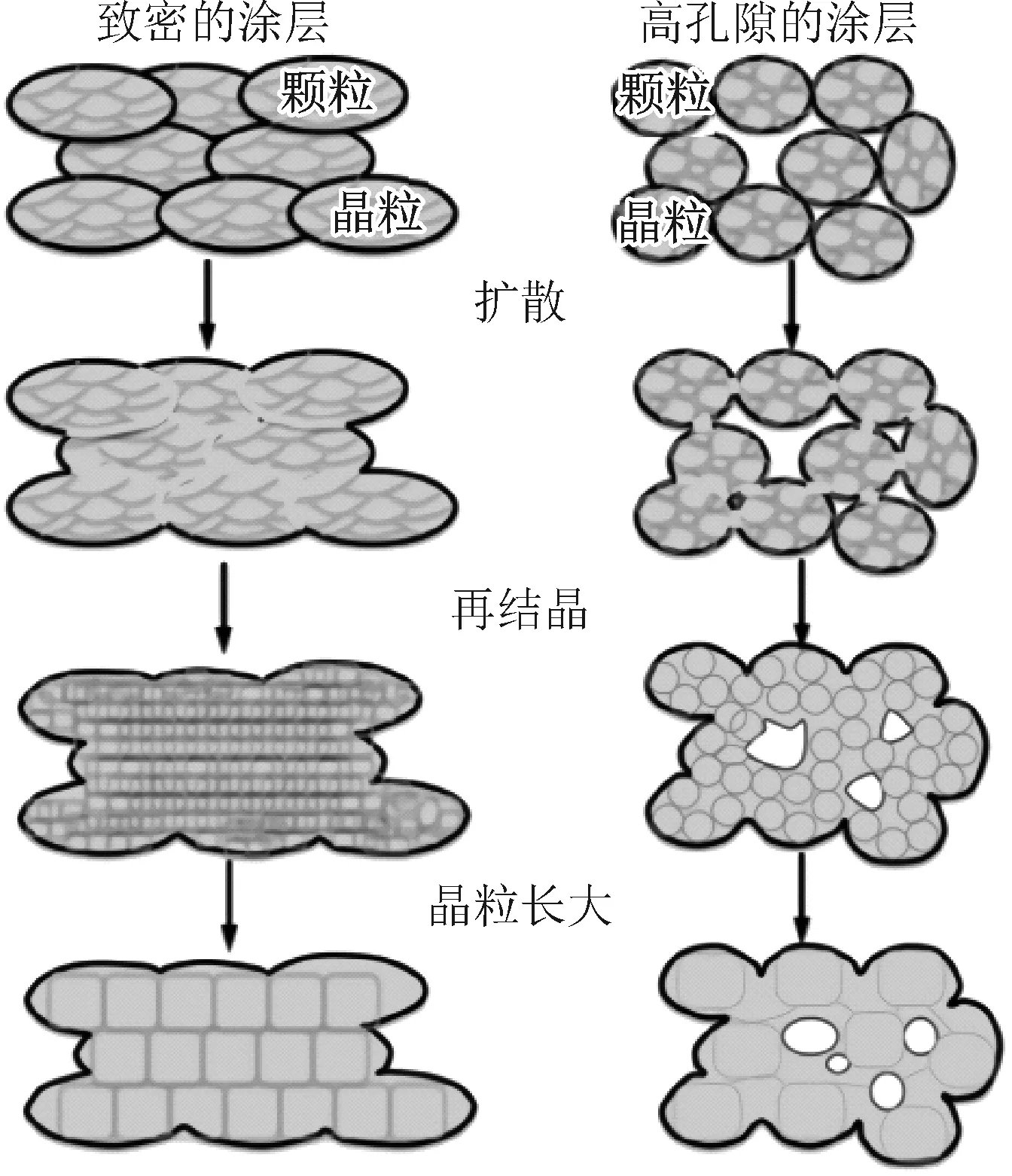
图28 热处理过程中组织演变示意[78]
无论是熔点较低的Ag还是高熔点的Ta等,经过热处理沉积层孔隙率均显著降低。Chavan等[57]优化了冷喷涂Ag的热处理工艺,使其孔隙率由喷涂态的0.100%降低到0.025%;Kumar等[86]研究了热处理对冷喷涂Ta沉积层孔隙率的影响,当热处理温度为750 ℃时,沉积层孔隙率降到<0.1%。这表明热处理改善了沉积层中沉积颗粒之间的相互结合,有效地降低了沉积层的孔隙率。Sundararajan等[87]研究了归一化温度(即热处理温度和材料熔点的比值,Tht/Tmp)对Cu、Al、316L、Zn等冷喷涂沉积层中孔隙率的影响,如图29所示。
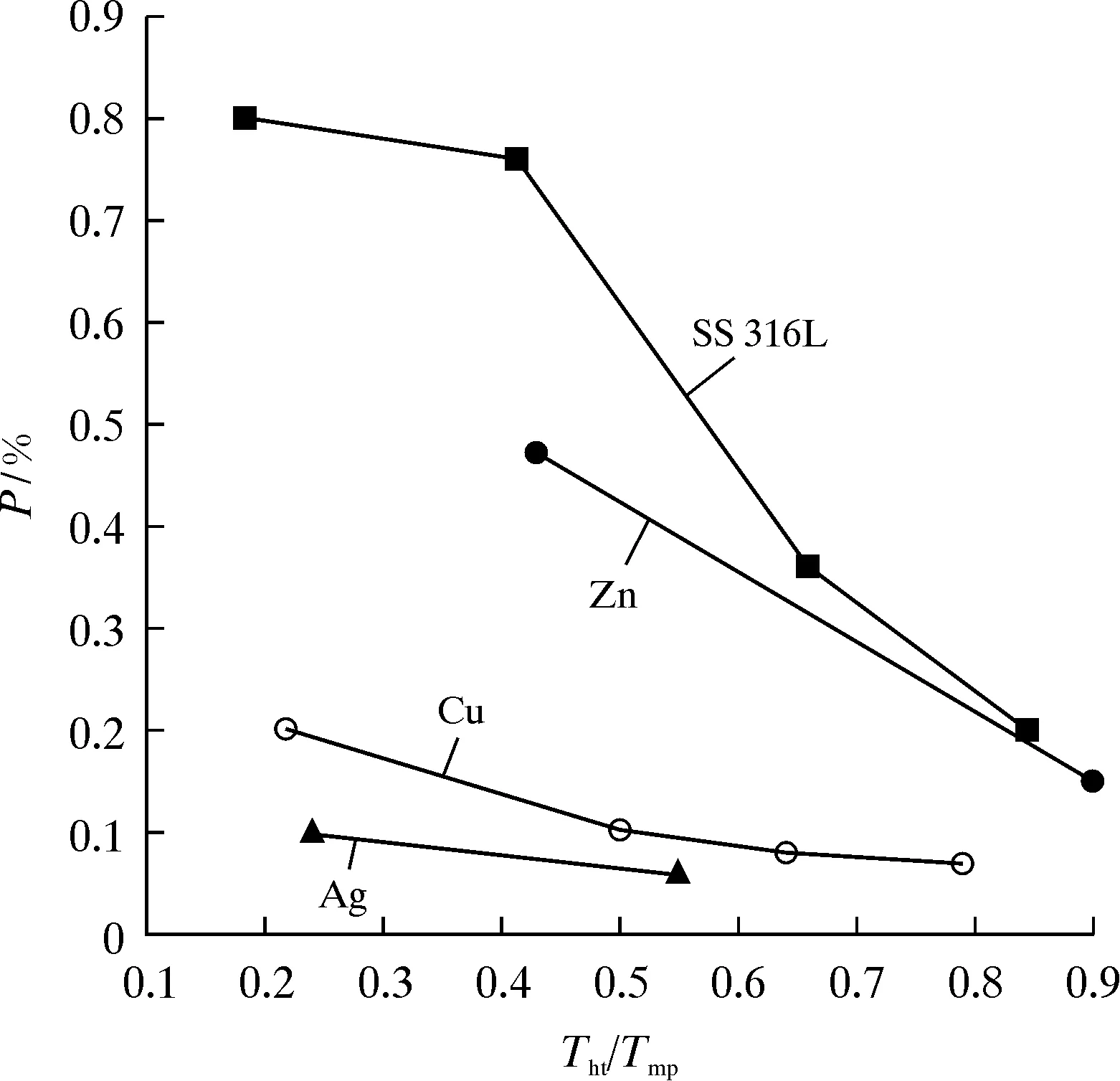
图29 归一化温度对不同冷喷涂沉积层孔隙率的影响[87]
随着归一化温度的上升,涂层中的孔隙率均有不同程度的下降。但目前越来越多的文献报道,热处理不会降低冷喷涂沉积的孔隙率。因为热处理会引起微孔的汇聚,而常用的孔隙检测方法对大孔表征结果更为准确,故热处理后测量的孔隙率统计结果会变高[44, 71, 88]。
3.3.2 激光重熔
激光重熔工艺示意如图30所示[89]。激光重熔工艺过程中通过高能量密度的激光束对冷喷涂沉积层进行快速熔化,而后进行快速冷却。激光束照射的熔池由密度差引起的浮力和表面张力引起的对流控制[90]。激光离开后,熔池的凝固从固 - 液界面开始向表面进行,在此过程中,可以减少冷喷涂沉积层相互连接的孔隙,并改善变形颗粒间的结合界面[91]。
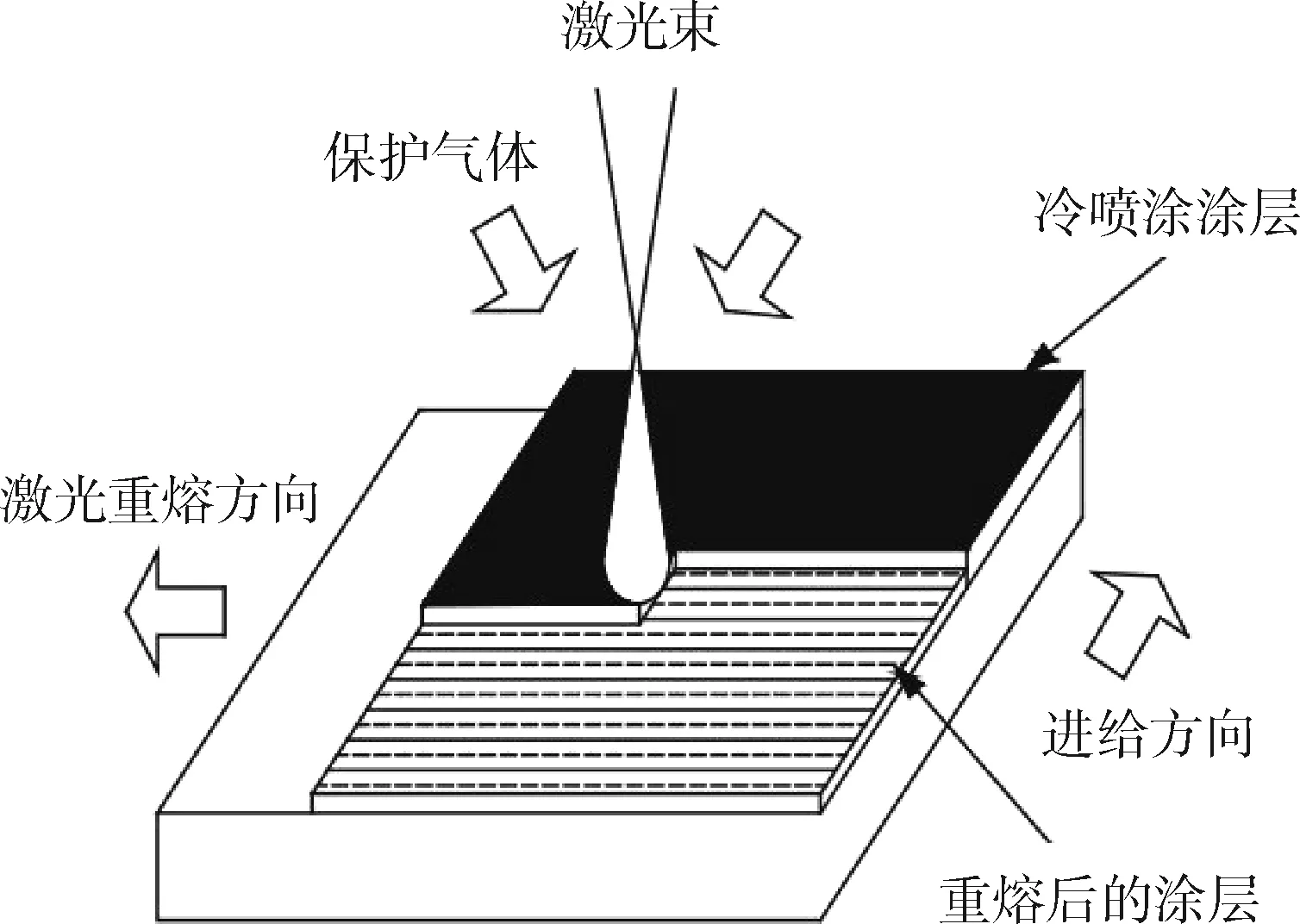
图30 激光重熔工艺示意[89]
Marrocco等[92]对冷喷涂Ti沉积层进行激光重熔处理。如图31所示,沉积层表面的孔隙大幅度下降,形成一层致密均匀的重熔层,其腐蚀电化学性能与Ti块体材料相当。
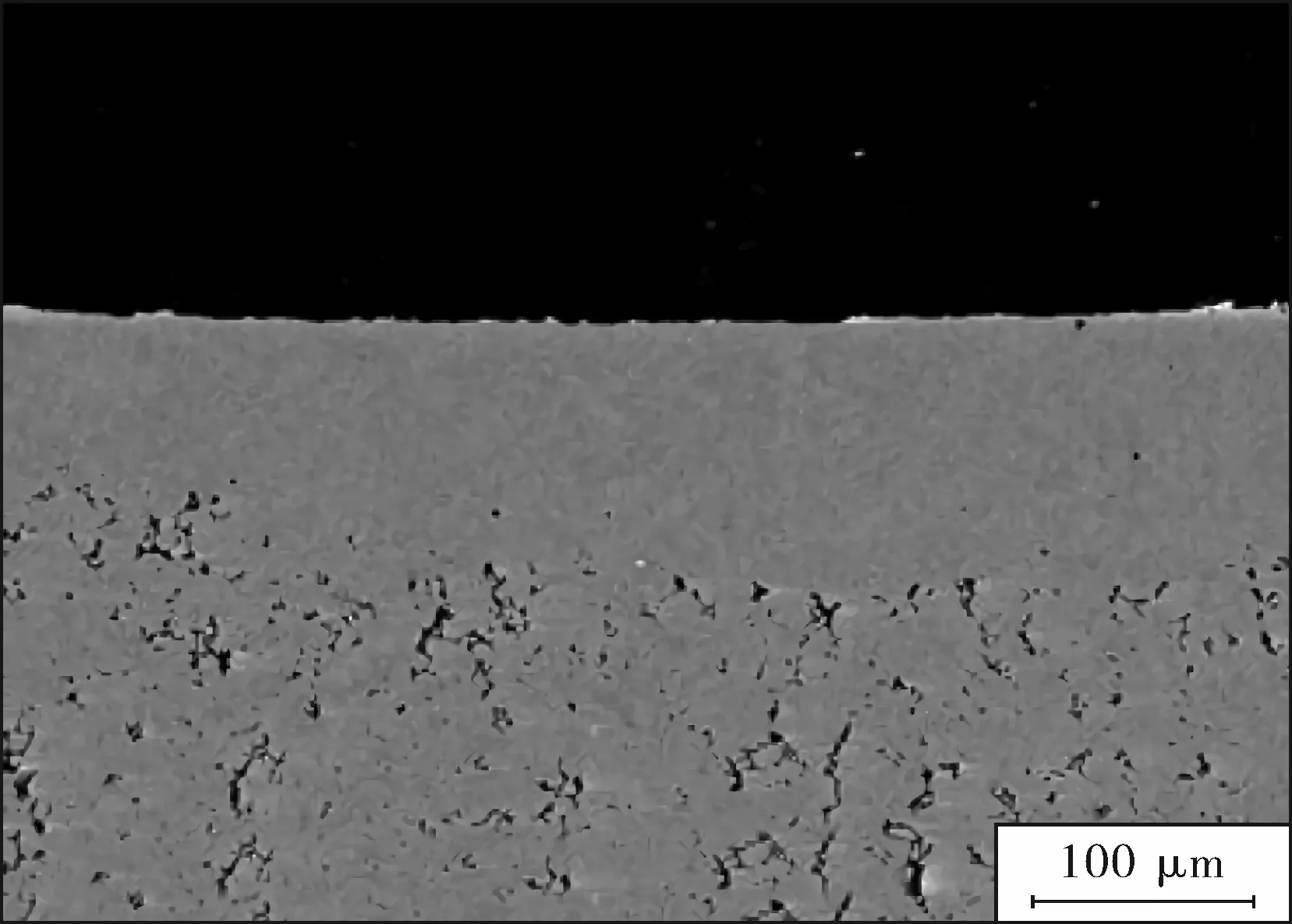
图31 激光处理后的冷喷涂Ti沉积层形貌[92]
Kang等[93]探究了不同功率条件下Al - Si沉积层的孔隙分布情况。如图32所示,重熔区域的孔隙率随着激光功率的升高而下降。但由于柯肯达尔效应[94]和小孔隙的汇聚,重熔后的涂层在重熔区域和未重熔区域之间出现了大的孔隙。优化激光重熔工艺参数,消除这一区域大的孔洞,还有待相关科研工作者进一步的探究。
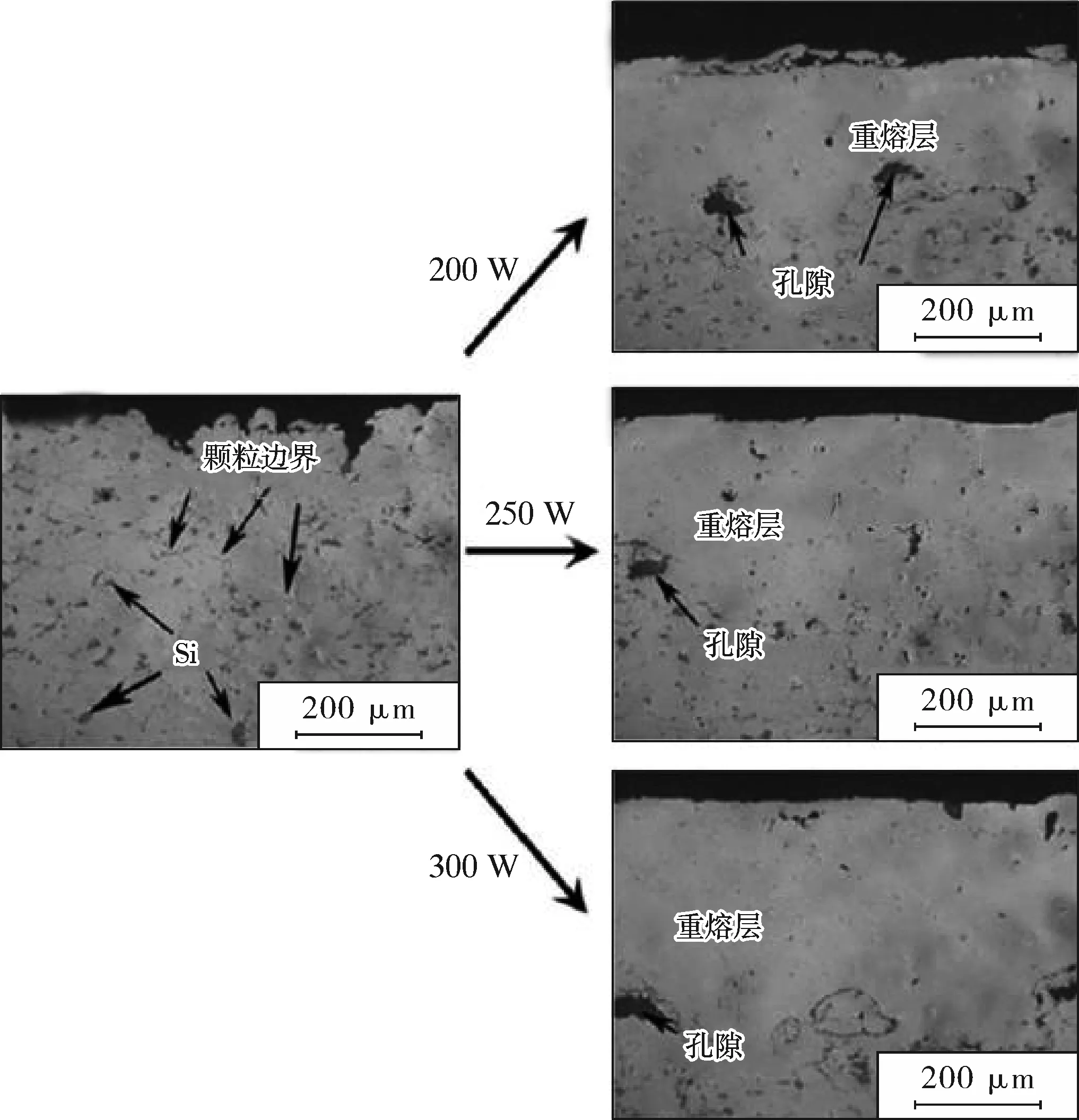
图32 不同功率重熔处理后的冷喷涂Al - Si沉积层形貌[93]
3.3.3 搅拌摩擦加工
搅拌摩擦加工是一种“热 - 力”耦合的后处理方法[95]。如图33所示,搅拌摩擦加工过程中,利用高速旋转的搅拌头与沉积层相互作用产生的热量使得材料在固体状态下发生局部的塑性流动[96]。其在改善变形颗粒之间结合界面的同时,可以使得沉积层内部的晶粒细化,得到均匀、致密的组织[97, 98]。
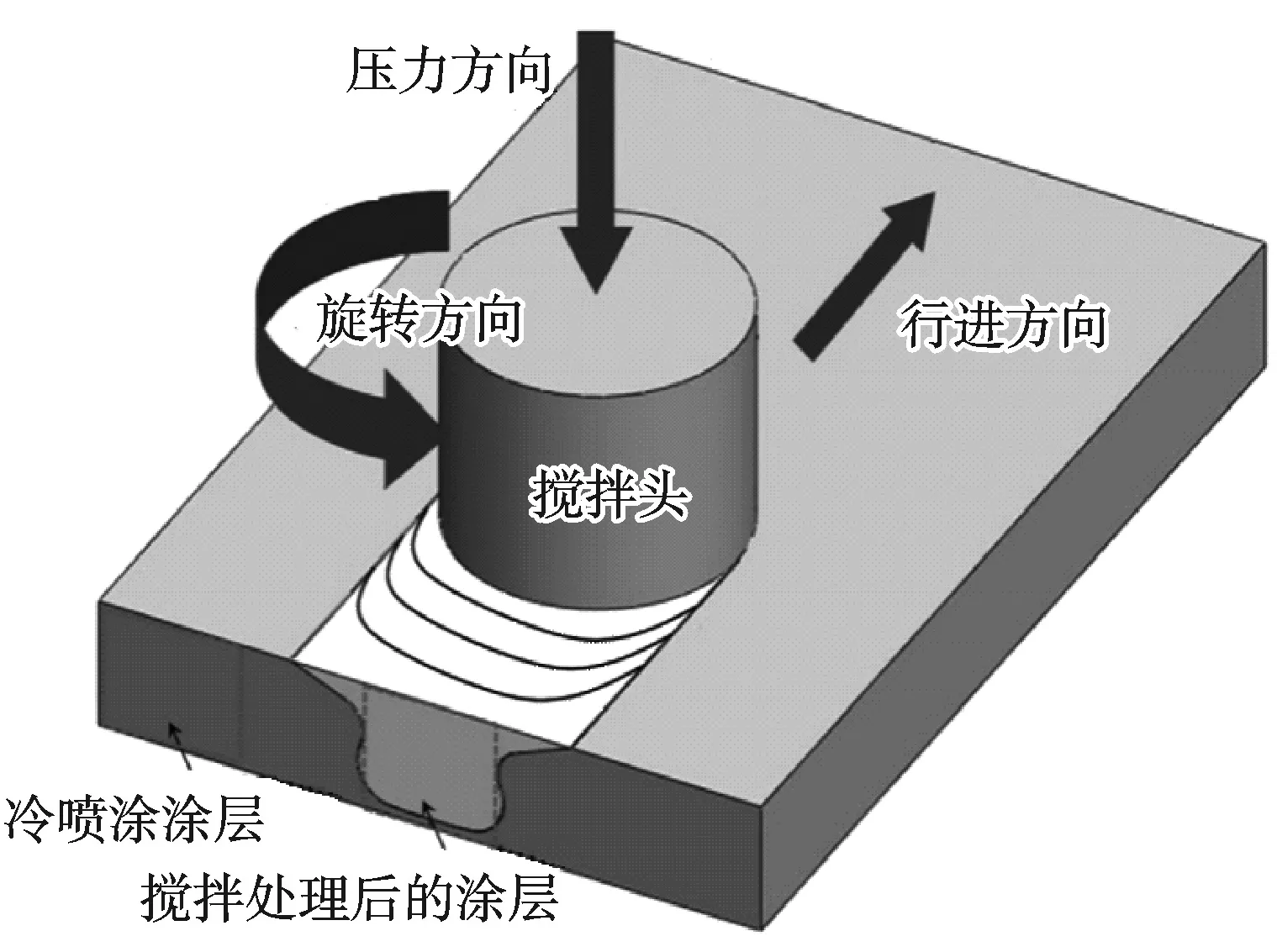
图33 搅拌摩擦处理工艺示意[96]
Huang等[96]研究了搅拌摩擦加工对冷喷涂Cu - Zn合金组织的影响。如图34所示,搅拌摩擦加工消除了变形颗粒的界面及多颗粒交互处的孔洞,使得冷喷涂组织致密化。Khodabakhshi等[99]使用搅拌摩擦加工对冷喷涂Ti沉积层进行处理。如图35所示,搅拌摩擦处理后沉积层孔隙率显著降低,由未处理的约30%下降至<1%。此外,搅拌摩擦加工处理还能改善冷喷涂陶瓷 - 金属基复合材料中界面的结合,降低涂层中的微孔隙含量,提升硬度和抗拉强度等力学性能[98, 100, 101]。但是由于搅拌摩擦加工的工艺原理和特点,使其在复杂几何型面的适用性存在局限性。
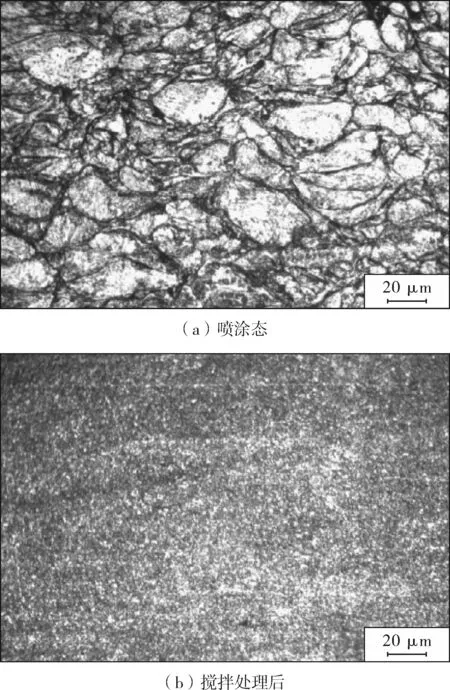
图34 搅拌摩擦处理前后冷喷涂Cu - Zn合金截面形貌[96]
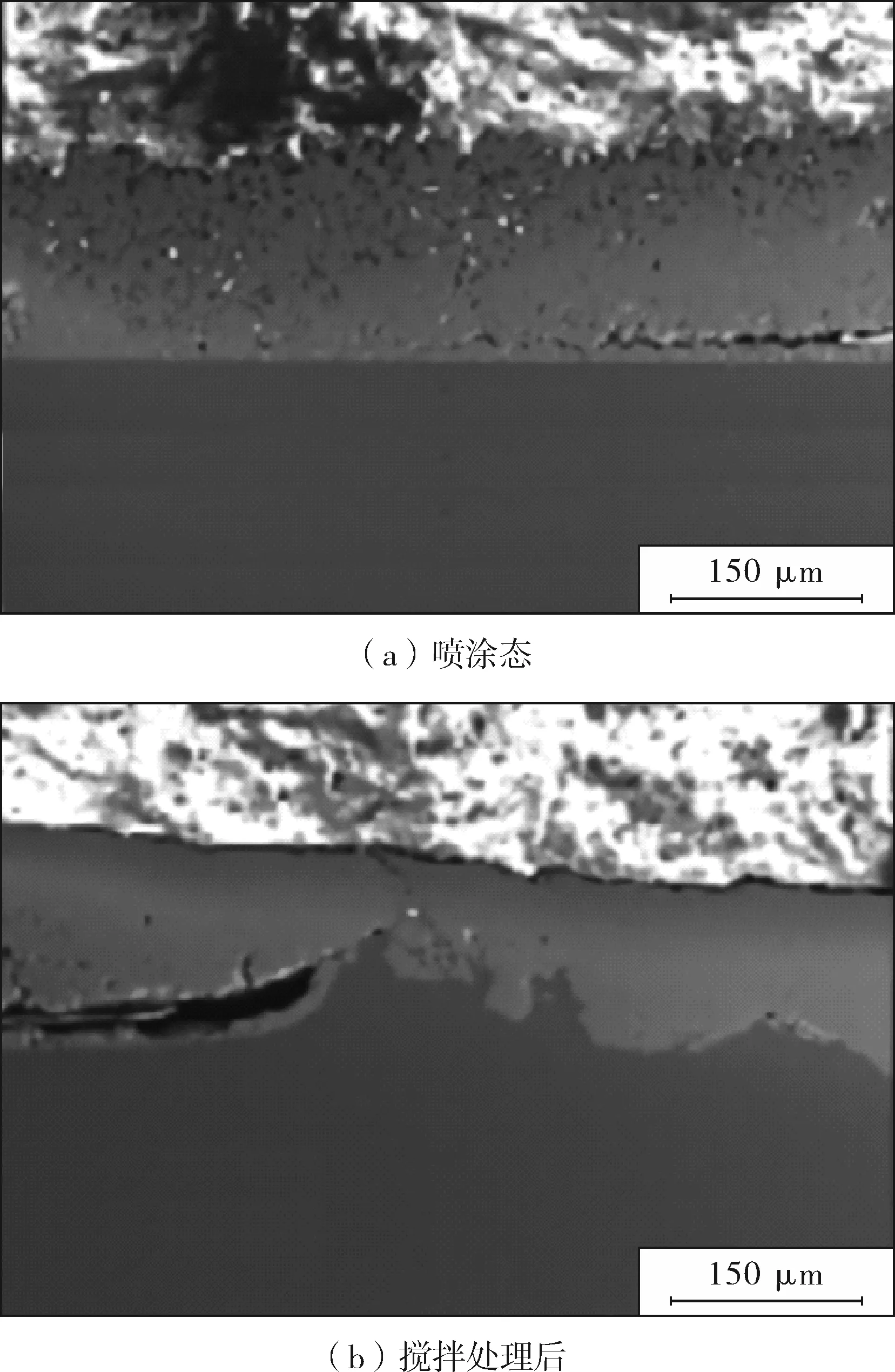
图35 搅拌摩擦处理前后冷喷涂Ti沉积层截面形貌[99]
3.3.4 热轧处理
热轧是一种热机械处理工艺,如图36所示,热轧处理过程中,材料被加热到再结晶温度以上并进行塑性变形[102]。Tariq等[102]系统研究了热轧对冷喷涂B4C/Al涂层组织结构的影响。
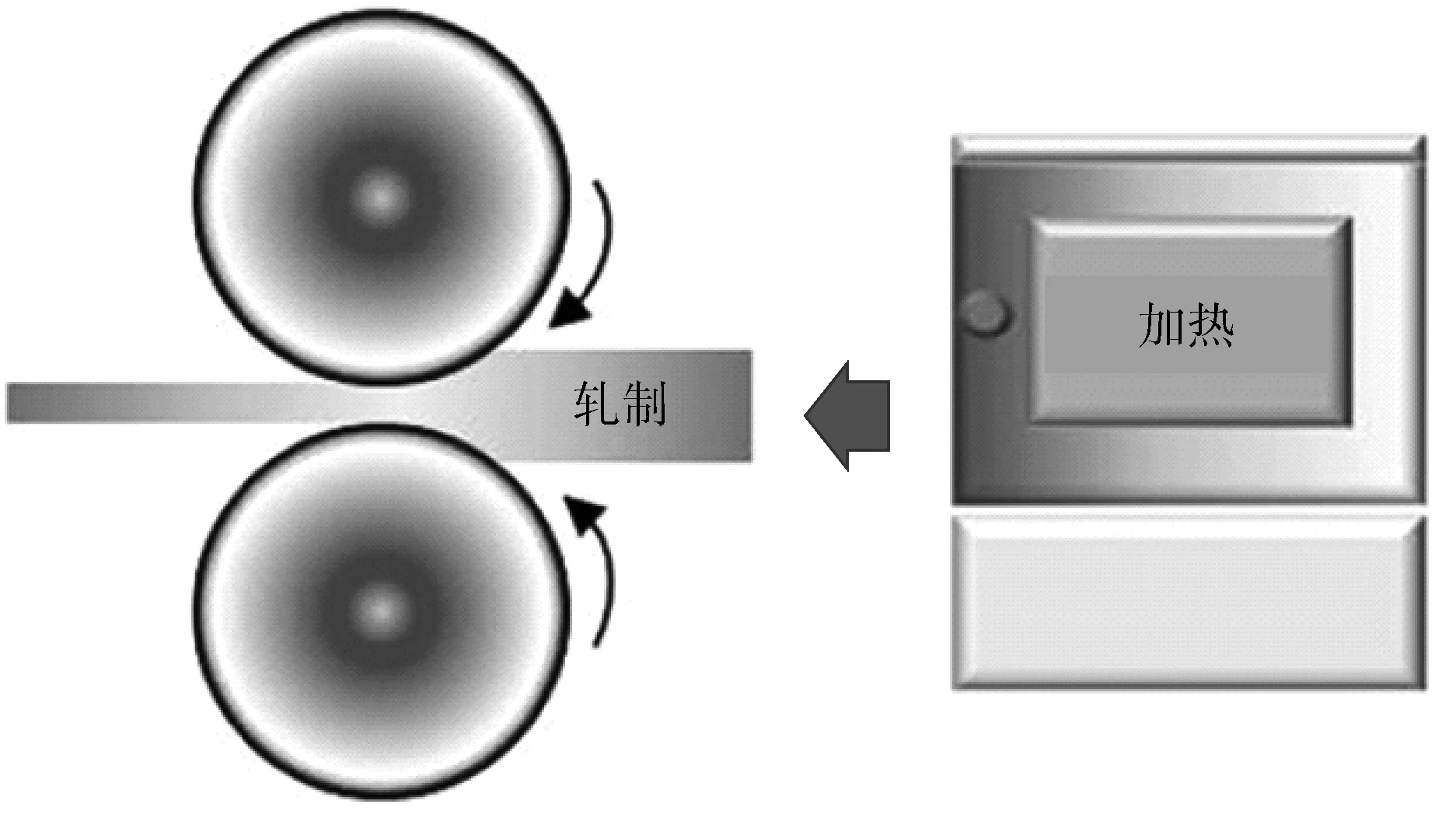
图36 热轧后处理示意[102]
如图37所示,500 ℃/2 h后热轧处理样品的Al变形颗粒间的界面由于原子的扩散得到了愈合,B4C/Al的界面也得到了改善,沉积层的孔隙率由未处理时的3.90%下降至0.53%。
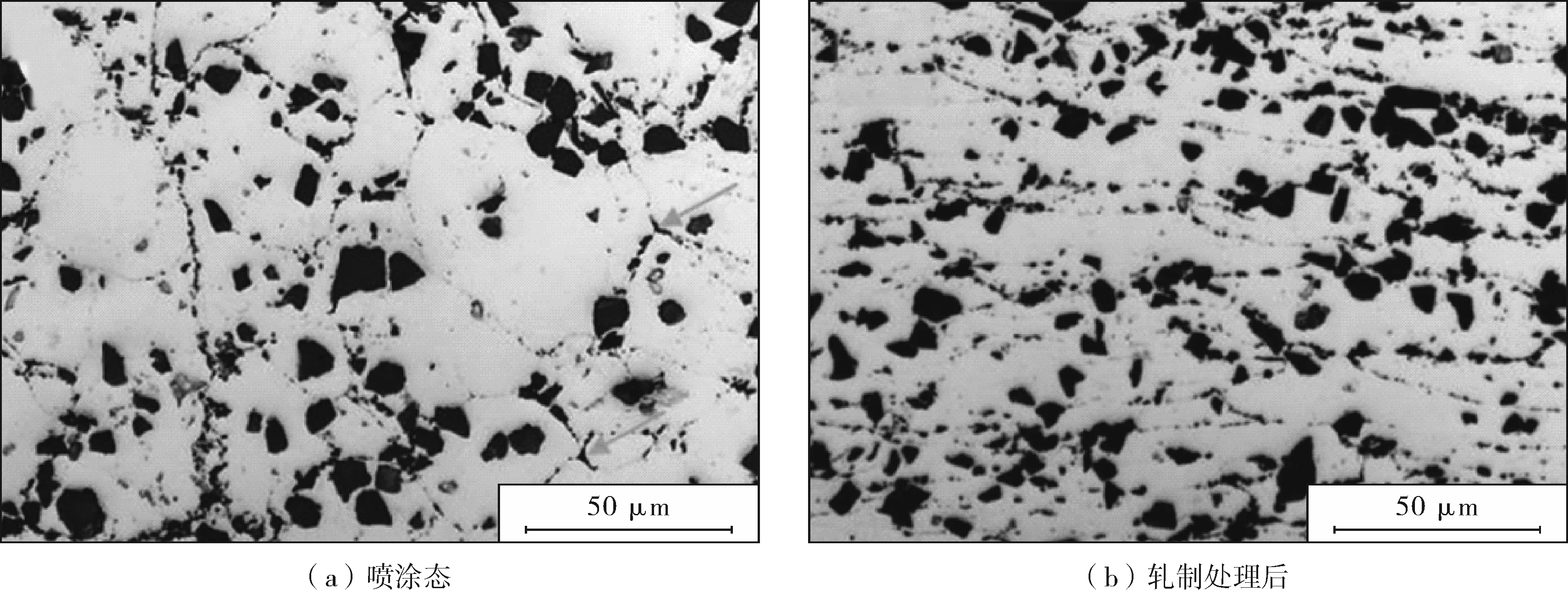
图37 热轧处理前后冷喷涂B4C/Al沉积层截面形貌[102]
Qiu等[103]对500 ℃/2 h后的冷喷涂A380沉积层进行40%下压量的轧制处理。如图38所示,热轧处理有效消除了沉积层中的孔隙、强化了变形颗粒之间的结合质量,孔隙率由喷涂态的5.1%下降至1.1%。此外,热轧处理还是一种板材处理的常用手段,Zhao等[104-106]优化工艺参数,通过冷喷涂+轧制后处理工艺制备了Ti/钢复合板材。热轧处理消除了喷涂态Ti沉积层中的孔隙,并使得变形颗粒之间形成冶金结合,得到了耐蚀且具有高力学性能的Ti/钢复合板。
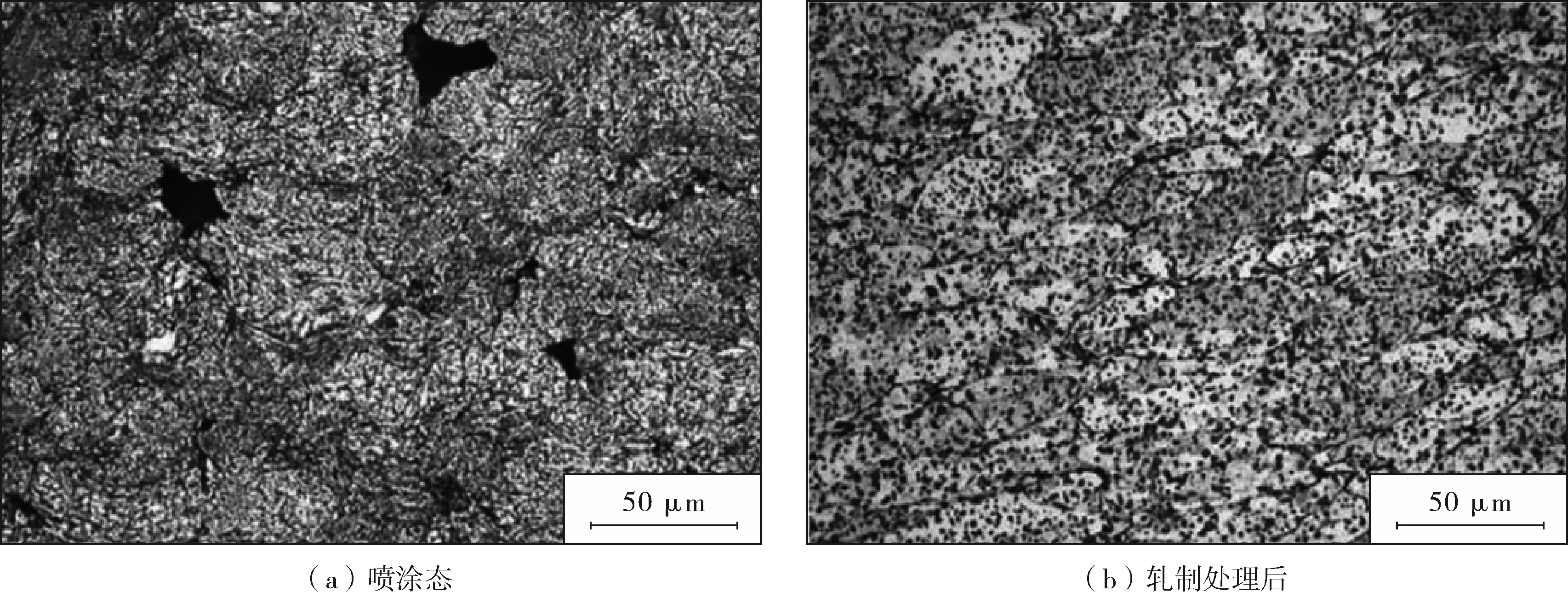
图38 热轧处理前后冷喷涂A380沉积层截面形貌[103]
3.3.5 热等静压处理
热等静压处理是指将工件放入密闭容器中,向工件的各个方向施加同压力,利用高温(约2 000 ℃)和高等静压(约200 MPa)对材料进行压缩。Chen等[43]通过XCT技术探究了热等静压处理对冷喷涂TC4沉积层孔隙的影响。如图39所示,经过热等静压处理之后,采用N2制备的沉积层和He制备的沉积孔隙率分别由未处理的2.40%和1.20%下降至1.50%和0.04%。Petrovskiy等[107]发现热等静压处理可以消除Ti沉积层中的微小孔隙,孔隙率由4.3%下降至2.2%。Yin等[47]在冷喷涂316L沉积层中也发现了类似的结果,经过热等静压处理后沉积层的孔隙率由3.3%下降至0.4%。
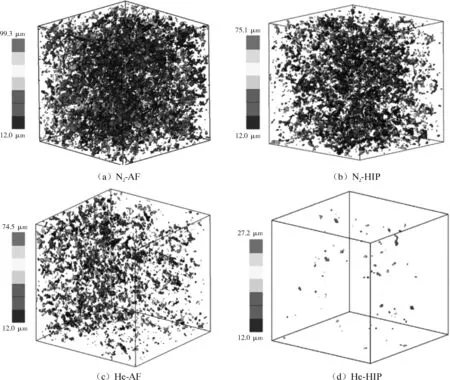
图39 热等静压处理对冷喷涂TC4沉积层孔隙率的影响[43]
4 结束语
冷喷涂技术近年来在基础研究领域和应用领域均得到了迅速的发展。由于其高动能、低热输入和高沉积速率,冷喷涂作为一种工业制造工艺具有巨大的发展潜力。然而,由于冷喷涂颗粒的结合特性,冷喷涂沉积层中不可避免地存在一些孔隙等缺陷。
冷喷涂沉积层中的孔隙为其非本征性质,使用图像分析法、阿基米德法和X射线断层扫描技术均可测得。除了特殊用途的高孔隙沉积层,一般希望沉积层中孔隙率越低越好。孔隙率受许多因素影响,如:喷涂粉末性质(粉末类型、形貌、含氧量、内部结构、粒径分布等);工艺参数(加速气体类型、温度、压力,喷涂距离,喷枪移动速度,送粉速率,喷涂角度等);基体性质(硬度、预热温度等)。大部分影响因素最终可通过冷喷涂过程中颗粒速度和临界沉积速度来解释,在低于颗粒沉积的冲蚀速度时,喷涂过程中颗粒速度越高、临界沉积速度越低,沉积后得到的沉积层孔隙率越低。
沉积层的孔隙率会影响其物理性能(如强度、硬度、弹性模量等性能)及服役性能(如耐腐蚀、磨损性能、疲劳性能等)。因此,冷喷涂沉积层中的孔隙率可看作判定沉积层综合性能的参数,即表征沉积层质量的参数。
冷喷涂沉积层中孔隙率的控制措施有:喷涂前处理(选择合适的喷涂粉末、粉末热处理等),喷涂中原位处理(原位微锻造辅助冷喷涂、原位激光冷喷涂等)及喷涂后处理(热处理、激光重熔、搅拌摩擦加工、热轧处理、热等静压处理等)。这些孔隙控制措施对推动冷喷涂技术的发展具有重要的意义。