基于机器人实现的司机控制器自动检测系统
2022-12-05段鹏龙董瑞林
段鹏龙,董瑞林
(西安沙尔特宝电气有限公司,西安 710000)
标动司控器作为司机用来操纵动车组运行的主令控制器,其的主要功能为施加牵引、制动指令、确认列车操纵模式和实现车辆的启动调速等功能[1]。标动司控器输出开关量信号给到列车网络系统来进行列车的控制,因此输出信号的准确与否直接关系到列车的安全运行。每台司控器必须进行准确可靠的检测,以确保出厂的产品符合例行试验大纲的要求,本文介绍的检测系统在保证检测准确的前提下,大大提高了检测效率。通过PLC精准控制机器人手臂动作[2],模拟人手操纵司控器,同时设计电平电压采集电路[3],得到司机控制器中各挡位开关闭合数据和编码器输出值以及手柄力输出值,利用LabVⅠEW上位机,对采集到的数据进行解算、处理,并与PLC进行通信[4],同时与数据库中给定值进行对比判断,将相关指令反馈给机器人,并将结果输出到显示屏。
1 检测系统的组成
该检测系统主要测试司控器各档位速动开关闭合值、编码器输出值及手柄力是否与设定值相符合。系统的组成主要包括:LabVⅠEW软件控制系统、工控机和NⅠ板卡、西门子PLC、机器人及力传感器与显示屏等。开始检测时,安装在司控器手柄附近的工业相机对手柄的起始位置进行拍照识别,若手柄未在正确位置,系统会报警提示,需要人为干预。检测过程为PLC控制机器人手柄沿着给定路线运行,手柄端部安装的力传感器拨动司控器档位手柄在各档位间平稳运行,同时将手柄操作力传递给信号采集器。在机器臂推动司控器手柄运行的过程中,和速动开关输出端连接的快接插头将9组开关的通断信号传递给PLC,经LabVⅠEW软件解析运算后与数据库中给定值进行比较,将结果传送至显示屏。标动司控器在不同档位输出对应开关信号时,编码器也一一对应输出相应的开关信号,板卡采集到编码器的开关信号和力传感器的电压信号后,由LabVⅠEW软件进行解算,并与数据库中的给定值进行比较,同时将结果输出至显示屏,这样测试人员可以很直观地对司控器的功能进行判断。该检测系统的总设计框图如图1所示。

图1 测试系统原理框图
2 各子系统的实现方式
2.1 速动开关输出信号的处理
标准动车组用司控器有9组速动开关,每组开关有2个触点,分别为常开触点和常闭触点,因此可设计18路开关信号来表示手柄在不同档位时的开关组合状态。给每一路通入24 V直流电源,接通时记为高电平1,断开时记为低电平0。在可编程逻辑控制器PLC控制机器人拨动手柄至某一档位时,输出18路不同的开关量信号,此时PLC采集到一串二进制数给到LabVⅠEW上位机,然后按从低到高排列,并转化为十进制数,与数据库中的设定值进行对比,并将结果存入显示屏。例如当手柄此时在“C位置”,对应开关信号是“000001111101101001”,显示器显示“8 041”,与设定值相符,判定为“OK”。测试示意图如图2所示。
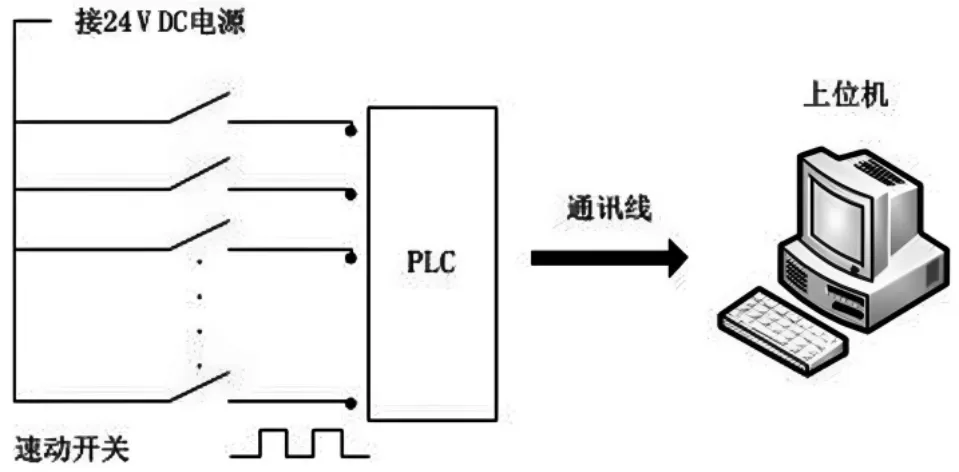
图2 速动开关测试示意图
2.2 编码器输出信号的处理
标准动车组用司控器有2组相同的编码器,同时输出2路格雷码信号[5],互为冗余设计,极大地保证了列车的安全运行。每组格雷码由9位二进制数组成,检测时,给编码器接入24 V DC工作电压,随着司控器手柄的转动,板卡会接收到编码器输出连续的格雷码信号,根据机器人的位置确定某一档位的编码器输出值,当信号达到稳态时,采集到的数据即为该位置对应的编码器输出值。需要特别注意的是,为了尽可能真实地反映人手扳动司控器手柄的状态,在机器人路径设计时,在快要到达指定位置时,使机器臂缓慢推动手柄,最终依靠手柄的惯性力滑入相应位置,为了防止手柄“越位”,需要在此设定编码器输出值判定条件,是否在规定的在区间内,若超出,需要给到PLC信号,控制机器臂将手柄回退。当板卡将采集到的二进制数传递给LabVⅠEW软件时,由软件进行解算,并与设定值进行比较分析,同时将结果输出至显示屏,并与PLC进行通信,控制机器臂的下一步运行。测试示意图如图3所示。
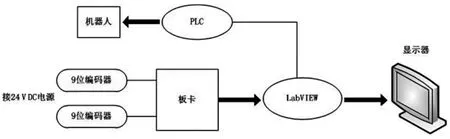
图3 编码器测试示意图
2.3 手柄操作力信号的处理
机器臂在推动司控器手柄动作的过程中,力传感器将对应的模拟电压信号输入到板卡中,板卡采集到0~5 V直流电压信号。由于司控器在每一档位有定位特性,在推动手柄时,电压值会跳变,使用LabVⅠEW软件设置一种算法,拾取2个档位之间的峰值电压,根据力传感器的特性,换算成相应的力值,即为该档位的手柄操作力。测试示意图如图4所示。

图4 手柄力测试示意图
3 测试系统软件
软件部分采用LabVⅠEW软件为开发工具平台,搭载机器人自带的数据库软件,在Windows 7操作系统下开发。测试系统软件主要包括系统控制模块、原始数据库录入模块、身份管理模块、速动开关测试模块、编码器测试模块、手柄力测试模块和数据处理与显示模块等,软件的测试界面如图5所示。
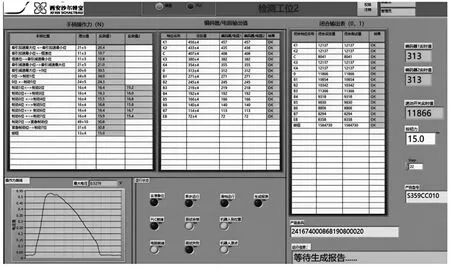
图5 系统测试界面
3.1 测试系统的权限功能
因该测试系统具有较强的专业性,需要有资质的人员操作,为了防止其他人误操作而损坏设备,在系统操作前需要进行身份识别。员工ⅠC卡是员工身份识别的有效凭证,目前大部分员工卡是非接触式ⅠC卡,具有操作方便,识别快速的特点,卡内储存有员工工号等信息,设备管理员将培训合格人员的员工编号提前录入系统中,在操作时,操作人员先刷卡,系统将读卡器采集到的员工编号与数据库中录入的编号进行比对,相符后才可进入测试界面,这样可以有效保护测试系统。
3.2 测试软件的通信功能
每台司控器测试完毕会生成相应的测试报告,为了管理方便及随时查看报告内容。软件通过系统内置的无线通信模块与公司内部局域网进行连接,将测试报告保存在本地服务器上,通过内部网络权限配置,相关职能人员可以很方便地调取测试报告。
3.3 软件测试流程
软件测试流程示意图如图6所示。

图6 软件测试流程示意图
4 结束语
目前,基于该方案的司机控制器自动检测系统在我公司已经投入使用,其检测方便、高效,自动化程度高,大大解放了生产力,尤其在批量化检测中,显示出极大的优势。
