镀锌平整机高压智能喷淋装置的设计
2022-12-02蒋国华
蒋国华
(常州宝菱重工机械有限公司,江苏 常州 213019)
引 言
在热镀锌机组中,需要对镀锌之后的带钢进行平整,来改善板型、消除材料的屈服平台,同时可以根据客户的要求,对轧辊进行毛化处理,生产不同粗糙度的带钢[1]。平整机根据生产工艺的不同,分为干平整和湿平整,干平整通常适用于热轧平整机,平整轧制时不采用乳化液进行工艺冷却和润滑,也无需进行废水处理,可降低生产成本,带钢表面没有残留的油污。湿平整通常适用于镀锌平整机,带钢在有平整液的条件下进行平整,平整液具有润滑作用,可以减少轧制力,从而提高了轧辊的寿命[2-3]。带钢经过镀锌之后,表面通常会附着一些锌粉,通过平整机后锌粉会以点状或凸斑附着在毛化过的轧辊表面,会给后续的带钢造成周期性的压痕,影响带钢表面质量,因此必须及时清除轧辊表面的污物[4]。早期的湿平整机采用刷辊对轧辊表面进行洗刷,能起到一定的效果,但是由于刷辊会磨损,同时对于轧辊表面一些顽固性斑痕很难清理,效果不佳。近几年随着客户对带钢的表面要求越来越高,特别是高质量汽车板和家电板,因此亟需改善轧辊的清洗功能。基于以上要求,在平整机设计时采用了高压喷淋装置来清洗轧辊,通过智能控制,根据机组速度自动匹配清洗速度、高压水压力,同时设置了定点清洗功能,起到了很好的清洗效果[5]。本文主要介绍此新型高压喷淋装置的设计。
1 高压喷淋装置的结构及工作原理
1.1 本体结构
高压喷淋装置设置在平整机的出口侧,分上高压喷淋和下高压喷淋,上高压喷淋布置在带钢上方,对上工作辊和上支撑辊进行清洗;下高压喷淋布置在带钢下方,对下工作辊和下支撑辊进行清洗。机械设备布置如图1所示。
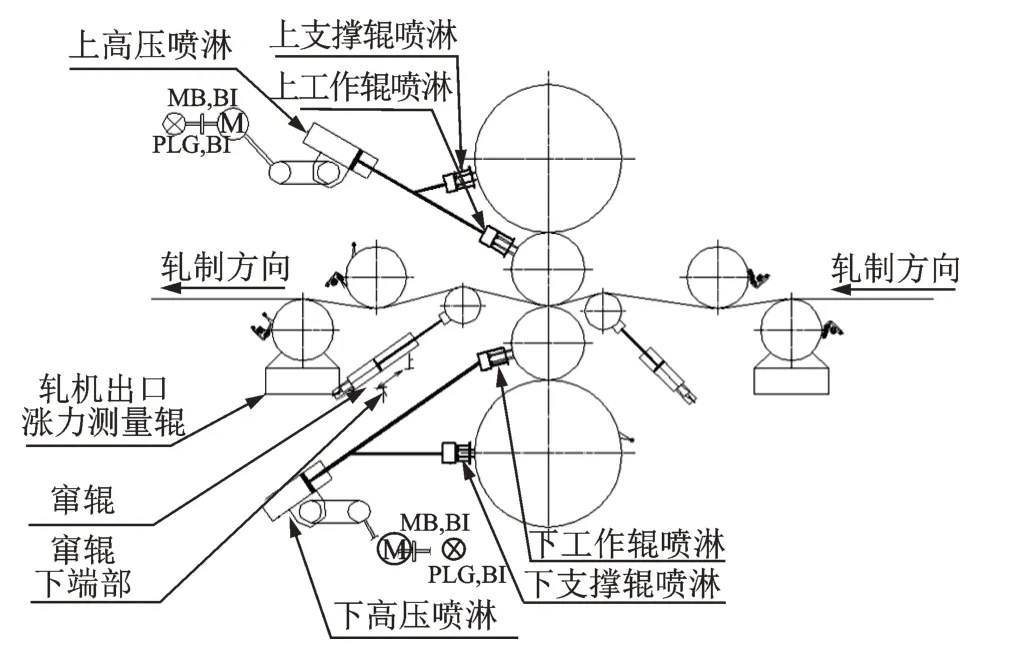
图1 机械设备布置简图
平整机高压喷淋装置如图2所示。固定框架1安装在操作侧和驱动侧牌坊之间,横移小车2通过导轮安装在固定框架上,固定框架两端通过链轮、链条形成一个封闭驱动环,驱动马达6输出轴端安装有链轮,马达驱动时带动链条移动,从而带动小车在固定框架上行走。伸缩小车3安装在直线导轨上,在气缸8的作用下可以伸缩。
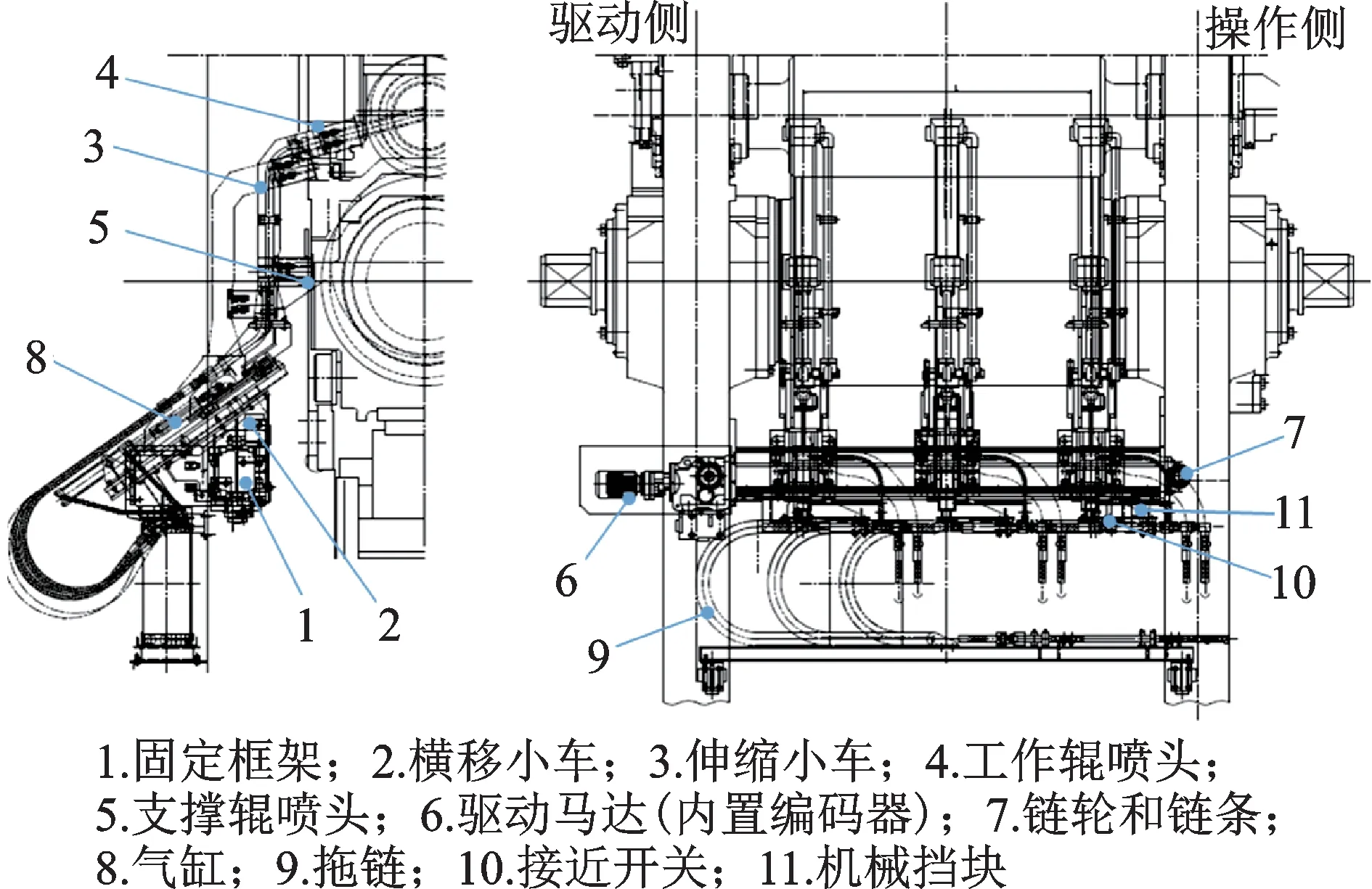
图2 平整机高压喷淋装置
固定框架以H型钢为主体,在4个角的位置焊接并加工了导向面,H型钢上方中部也焊接并加工了一个支撑面,移动小车在多个方向设置了导向轮,与H型钢上方中部支撑面接触的导向轮主要承受移动小车的自重,与H型钢4个角落的导向面接触的导向轮起导向作用,其中有一侧的导向轮带偏心轴,可以调节导轮与导向面之间的间隙,确保小车在移动过程中运动平稳。在高压水喷出时会产生一定的后冲力,如果间隙过大,会影响移动小车运动的稳定性。
工作辊、支撑辊喷头为加工有管路的集成块,采用SUS316材质,每个集成块上装有多个喷嘴,根据清洗需求,工作辊的流量要大于支撑辊,选择的喷嘴类型为喷雾型喷嘴,可以产生高打击力,喷嘴喷出的纯水呈扇形,喷射角度最大为15°,为了增大清洗面积,多个喷嘴交错布置,如图3所示。使喷射区有一定的重叠区域,以便清洗区的流量分布均匀,打击力一致,清洗效果最佳[6-7]。流量选择方面,工作辊喷嘴在工作压力为20 bar时,流量为2 L/min;在工作压力为200 bar时,流量为6.4 L/min;支撑辊喷嘴在工作压力为20 bar时,流量为1 l/min,在工作压力为200 bar时,流量为3.2 L/min[8]。
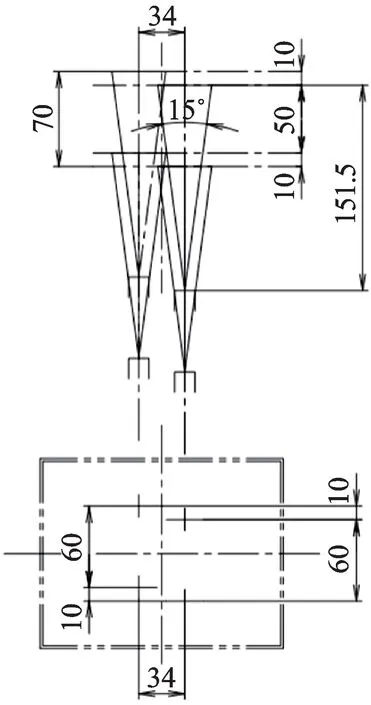
图3 喷嘴分布图(单位:mm)
1.2 工作原理
齿轮马达正转,横移小车从驱动侧向操作侧移动,工作辊喷头和支撑辊喷头将沿着辊面移动,当横移小车移动到操作侧设定位置后,齿轮马达停止并反向运转,横移小车从操作侧向驱动侧移动,工作辊喷头和支撑辊喷头也跟着反向运转,当横移小车移动到驱动侧设定位置后,再返回,如此往复运转。
齿轮马达带内置编码器,可以智能控制横移小车的移动区间。小车可以沿辊面全行程往复移动,也可以根据辊面污物的位置,智能控制清污区域、在特定区域进行往复移动[9],齿轮马达采用变频电机,可以根据机组的运行速度,智能调速控制横移小车的移动速度,从而实现快速、有效的清理辊面,保证带钢的表面质量。
在横移小车往复运转到极限位前,设置一定的减速区,开始减速,保证横移小车不过位。横移小车两端设置了极限接近开关10,当横移小车移动到该位置接近开关发出信号时,小车停止方向运转。另外在接近开关外侧,还设置了机械安全限位挡块11,确保在接近开关出现故障时,横移小车也能依靠机械限位停止移动,避免损坏横移小车上的高压喷头。
平整机需要换辊时,气缸8收缩,带动伸缩小车后退,此时工作辊和支撑辊抽出时不与高压喷头干涉。换辊完成后,气缸伸出,伸缩小车带着高压喷头伸出靠近辊面,保证高压水对辊面的打击力,提高清理效果。
本高压喷淋系统,采用的变频泵实现喷淋压力可调,系统最高压力为21 MPa,喷淋介质为纯水。根据辊面的工况和生产的钢种,智能选控不同的喷淋压力;另外,由于辊系修磨后,辊径变小了,喷头与辊面的间距在变大,为了提高清洗效果,喷淋压力也会设置高一些。图4为平整机高压喷淋系统图,图5为平整机高压喷淋系统控制。该系统设置了2台变频泵,1开1备,每台泵采用变频电机45 kW×750 r/min,泵的最高输出压力21 MPa,流量范围为52~70 L/min。工作时调整变频电机的频率,可以控制电机转速,从而调节泵出口的压力[6,10]。

图4 平整机高压喷淋系统图
高压系统采用的电动往复泵为三柱塞卧式容积泵,该泵主要由传动箱部件、泵体部件、填料箱部件、底座部件、缓冲器和安全阀等组成。变频电机通过V型皮带驱动传动箱内部的曲轴回转,曲轴上带3个曲拐,呈120°均匀分布,曲轴通过连杆带动十字头和柱塞作往复运动,当柱塞向后死点移动时,泵容积腔逐渐增大形成吸入真空,在大气压的作用下,将吸入阀打开,排出阀关闭,纯水被吸入;当柱塞向前死点移动时,泵容积腔逐渐减小,压力增大,将吸入阀关闭排出阀打开,纯水被挤出泵体外,使泵体达到吸排的目的,对高压系统不断地输送高压水。高压泵回路中设置了安全阀,压力设置为21.6 MPa,作为安全阀,必须经过权威质检部门进行标定后才能使用[11]。
工作辊和支撑辊喷淋水的通断通过活塞阀来控制。上、下工作辊共同采用一路活塞阀来控制开闭;上、下支撑辊共同采用另一路活塞阀来控制开闭;另外还设置了一个旁通阀,当平整机喷淋不工作时,控制工作辊、支撑辊喷淋的活塞阀关闭,旁通阀打开,这样可以避免泵频繁启动,延长泵的使用寿命[12-13]。系统中采用气动系统来控制活塞阀的开闭,气动系统包含了气动电磁阀、节流阀、消音器等元气件,活塞阀打开和闭合位置分别设置有接近开关,可以实时检测到喷淋管路的开闭状态。纯水槽体采用不锈钢材质,设置了液位计,根据液位状态能自动进行补水,当液位低于设定液面时,补水回路中的阀会自动打开补充纯水,当补充的液面达到设定的高液位时,关闭补水回路中的阀,整个过程实现自动控制[14]。清洗过辊面的废水,通过平整机的地坑集中回收、集中处理。
平整机高压喷淋系统控制图如图5所示[15]。
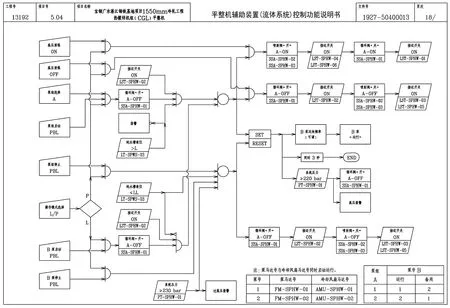
图5 平整机高压喷淋系统控制图
2 齿轮马达的选型
根据现场使用经验,横移小车的移动速度在25~40 mm/s,根据机组运行速度和生产的钢种不同,可以设置不同的运行速度。因此初步选定齿轮马达的额定输出转速n=7 r/min,电机功率P=0.55 kW,齿轮箱速比i=1/195,链轮采用RS60×19齿,分度圆直径D=115.75 mm,小车移动部分的总重量W=350 kg。
我们参观了蒋介石座东朝西、面朝大陆的纪念堂——慈湖灵堂,铜棺至今没有入土为安,可见期盼落叶归根、两岸统一之情;我不禁联想起曾经参观浙江溪口蒋母陵墓时的情景,对台湾回归祖国充满期待。三月底从台湾归返,我有感写下一篇《从溪口到慈湖》的文章,发表在河北的《散文风》上。4月3日,我敲键盘、点鼠标,发往台湾《旺报》编辑部。我心想,试探而已!怎料到,4月8日,就发表在其“大陆人看台湾”专版。当我从网络上看到报样,为能在宝岛报章之一角留下自己几滴墨迹而欣慰。
2.1 齿轮马达的校核
选定齿轮马达的额定输出转速n=7 r/min,链轮分度圆直径D=115.75 mm,则横移小车的移动速度为:

满足最高速度要求。
选定移动小车总重量W=350 kg,车轮滚动摩擦系数μ,查手册μ取0.1,则小车移动所需拉力为:

考虑小车启动时惯性等因素,给定安全系数f=2,则F1max=686 N。
选定电机功率P=0.55 kW,转速n=7 r/min,则电机输出扭矩为:

链条的拉力为:

齿轮电机的选型满足要求。
2.2 链条的校核
高压喷淋装置长期处于水环境中,所以设备要能耐腐蚀,链轮和链条是驱动的关键配套件,链轮采用45#钢材质,表面镀锌处理。链条不能采用润滑油脂进行润滑,若链条表面涂抹了润滑油,在高压水雾环境中,油脂会残留到带钢表面,对于高档镀锌板,是允许的,所以链条选用了不锈钢SUS316材质,类型为双排链,保证链条的强度。链条的公称拉应力Fn=69.6 kN。
根据前面的计算,链条工作的最大拉力F2=12.959 kN;
链条的静强度安全系数np=Fn/F2=69.6/12.959=5.4,链条的需用安全系数通常取np=4~8[5],所以链条的选型满足要求。
2.3 键的强度校核
根据齿轮马达输出轴的直径d=50 mm及长度h=100 mm,根据GB/T1096—2003,确定选择的键为B14(b)×10(h)×80(l)。
根据移动小车所需力F1max,则计算出作用在键上的最大转矩Tmax为:
键的许用挤压应力[σp]=110 MPa。由于σp<[σp],所以键的挤压强度满足要求。
键承受的剪切应力τ为:

键选用45#,其许用应力[τ]=60 MPa。由于τ<[τ],所以键的剪切强度满足要求。
3 高压喷嘴的选型
3.1 喷嘴的喷射形状
喷嘴的喷射形状是根据不同的工作条件选择不同的形状,主要包括空心锥形喷淋、实心锥形喷淋、扇形锥形喷淋及直线喷淋等。
3.2 喷淋理论覆盖范围
喷淋理论覆盖范围是根据喷淋角度和喷淋距离计算出来的,如图6所示[17],但实际的中喷淋角度与覆盖范围与理论值有一定的偏差,受多种因素的制约,主要包括液体和管道摩擦损失等,因此在喷嘴的选型过程中需要充分考虑。
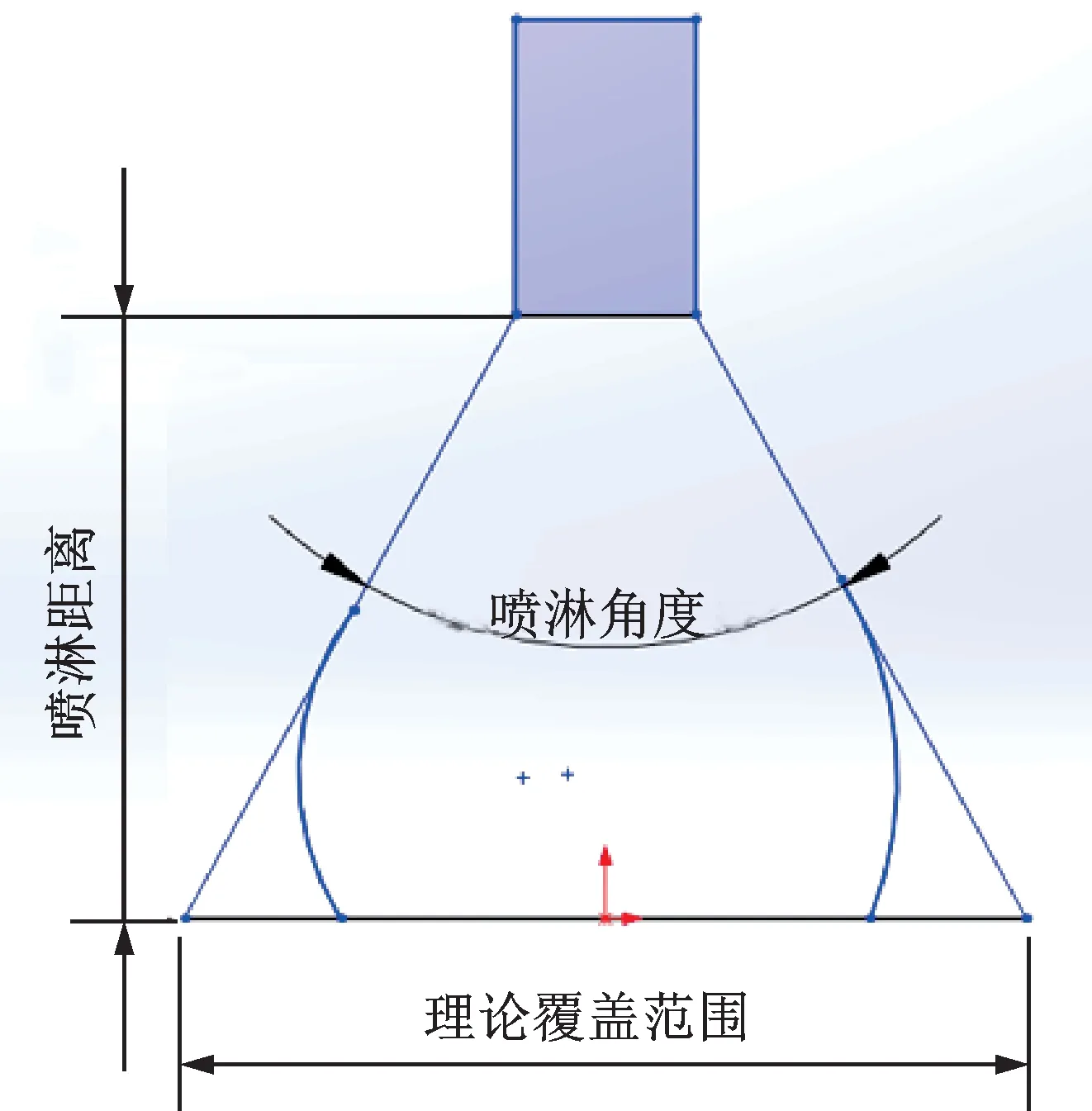
图6 喷淋角度与覆盖范围示意图
3.3 影响喷嘴的性能因素的常见问题
影响喷嘴的性能常见问题主要有:(1)磨蚀和磨损;(2)腐蚀;(3)阻塞;(4)黏结;(5)温度损害;(6)不正确的反复安装;(7)意外损伤等破坏了喷嘴的材料、形状、渗漏及均匀度进而影响流量、压力,影响喷雾的形状,损害喷淋的效果。
3.4 喷嘴的维护
喷嘴在高压喷淋系统中为关键重要易损件,需要定期进行检查、清洁甚至更换。可在每次停止运转期间进行预防性维修,通过肉眼检查是否有损失,做到早预防、早对策,以保证最终产品质量和保持生产过程中的经济效益。
4 结束语
采用高压喷淋装置,可以有效清理辊面的污垢,保证带钢产品的质量。该装置横移小车行走采用滚轮标准件,链条驱动,结构简单,稳定可靠。若发现滚轮卡阻,可以快速更换,链条松动,可以快速张紧,使用维护方便,将得到广泛的运用。
