考虑相变的Q345 钢焊接残余应力的数值模拟
2022-12-01迟锁进李自良李春妹郑庆龙罗刚
迟锁进,李自良,李春妹,郑庆龙,罗刚
(650500 云南省 昆明市 昆明理工大学 机电工程学院)
0 引言
焊接是一个迅速升温,然后随着环境温度又快速降温的过程,焊后的接头区一般都会存在一定的残余应力,导致焊接接头质量降低、产生裂纹、影响焊件的加工精度,甚至造成工程事故[1]。焊接产生的残余应力是影响焊接工件质量十分重要的原因之一,焊接产生的这种残余应力主要包括热应力和相变应力[2]。越来越多的研究表明,焊接过程中产生的相变会影响焊后残余应力的形成、分布以及应力值的大小等[3-4]。
目前,虽然有许多检测焊缝和热影响区残余应力的方法,但都有很多的局限性[5],且对于一些实际工程中的复杂焊接构件,通过实验的方法精确地测量焊缝和热影响区的残余应力比较困难,而且成本较高。近年来,随着计算机性能的提高和有限元技术的发展,通过有限元法计算焊缝和热影响区的相变以及残余应力成为常用手段。
Q345钢在实际的工程中具有非常广泛的应用,比如桥梁、船舶、建筑、管道等[6]。本文以Q345钢平板对接焊为例,采用CO2气体保护焊进行焊接数值模拟,分别设计了考虑焊接相变和不考虑焊接相变时焊后残余应力的大小及分布,对实际的工程应用具有重要的参考价值。
1 相变对焊接过程的影响
焊接是一个融合多学科多专业的复杂过程,主要包括传热学、材料冶金学、固体力学、流体力学等多种科目。如图1 所示的各影响因素关系中,实线箭头代表强影响,虚线箭头代表弱影响。要完整分析焊接的全部过程及其对焊接工件的质量尤其困难[7],所以我们可以对焊接模型进行相应的简化,只考虑影响焊接残余应力以及焊后工件质量的主要因素,忽略次要因素。焊接时,在焊接接头高温的影响下,焊接温度会影响焊后的残余应力,也会影响焊后冷却过程中金属相的改变,而相变也会对焊后残余应力产生一定影响。对于焊接残余应力,前人已经做过大量的研究,但是对于焊接过程中产生的相变及其对焊后残余应力的影响鲜有人研究。
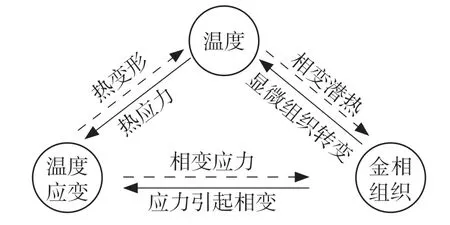
图1 温度、组织、应力之间的关系Fig.1 Relationship among temperature,structure and stress
本文利用专业焊接仿真软件对Q345 钢平板对接焊进行焊接数值模拟。焊接过程中焊缝和热影响区必然伴随着相变,即焊接升温时发生奥氏体化,焊接结束后、降温过程中,奥氏体分别转变成铁素体、珠光体、贝氏体、马氏体[8]。而在发生相变的过程中,会发生组织组成物晶体结构的转变,并伴随着吸热和放热,所以会对焊接过程温度场产生一定影响。因奥氏体晶体结构为fcc,马氏体晶体结构为bcc,在奥氏体转变成马氏体的过程中,晶体结构会变大,而奥氏体在转变成其他相时,体积变化不大,可以不予考虑[9]。另外,相变还会引起屈服强度变化和相变塑性,均会对工件焊后残余应力的大小和分布造成影响[10]。所以本文中分别计算了Q345 钢平板对接焊考虑相变和不予考虑相变时的焊接温度场和残余应力。
2 有限元模型建立
2.1 焊接热源模型
焊接热源模型的建立是分析焊接过程的第一步,其选择将对焊接模拟仿真结果产生很大影响。根据焊接的实际类型、焊接工艺、精度要求等选取合适的热源模型。目前广泛应用的热源模型有双椭球功率密度热源模型和高斯热源模型。因Q345 平板对接焊为厚板焊接,故选用Goldak[11]提出的更适用于厚板焊接的双椭球体热源模型。该模型是考虑焊接热源前半部分温度变化迅速,而后半部分温度变化相对缓慢的特性,沿焊接方向将热源的能量分为前半部分和后半部分两个1/4 椭球来描述热源的。其表达式分为前后2 部分:
前1/4 椭球功率密度的表达式为

后1/4 椭球功率密度的表达式为

式中:Q=ηUI;η——热源效率;U——焊接电压,V;I——焊接电流,A;af,ar,b,c ——描述椭球的形状参数;,f1+f2=2。为让热源模型能够准确模拟实际的焊接热源形状,本文取热源参数分别为af=2.2 mm,ar=7.5 mm,b=3.6 mm,c=5 mm。
2.2 网格划分
本文选用的几何模型是2 个矩形薄板,使用三维建模软件Creo为焊接模型进行建模。如图2所示,左右两板尺寸均为200 mm×80 mm×6 mm。
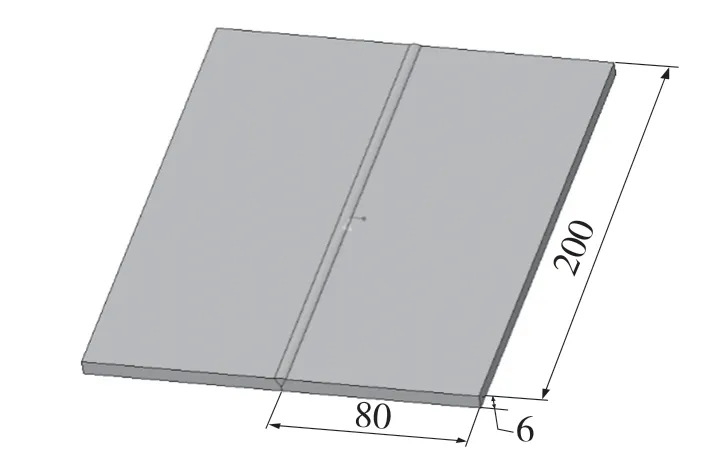
图2 Q345 平板对接焊三维模型Fig.2 3D model of Q345 flat plate butt welding
采用有限元前处理软件HyperMesh 对三维模型进行网格划分。网格大小和质量会对计算精度产生影响,甚至导致不收敛。网格越小并且网格质量越高,计算的精度就越高,同时也伴随着计算效率问题,尤其对大型结构复杂模型的焊接模拟分析,网格太过细化使得计算时间成倍增加[12-13]。为了兼顾计算精度和计算效率,并且保证网格质量以及计算收敛,在离焊缝较近的位置,网格可以稍微密集,在离焊缝比较远的位置,网格可以稍微稀疏一点。整个有限元模型共73 824 个节点,62 620 个单元,如图3 所示。

图3 Q345 平板对接焊有限元模型Fig.3 Finite element model of Q345 plate butt welding
2.3 边界条件
焊接热源对工件的连续加热是非线性传热过程,其热传导传热方程可以描述为

式中:ρ——密度;c——比热容;λ——热导率;T——温度,K;t——时间,s;Qarc——内部热源密度。
有限元分析时,需要考虑工件与周围空气的热量交换,主要表现为热对流和热辐射,焊接模型与环境之间的热对流采用Newton 冷却方程描述:

式中:qa——工件和周围空气的能量交换;ha——对流表面换热系数,取值为1.0×10-5W/(mm2·℃);Ts——工件表面温度;Ta——环境温度,在本文中,工件的初始温度设定为20 ℃。
有限元模型与周围环境之间的热辐射符合Stefan-Boltzmann 定律,其表达式为

式中:ε——热辐射系数,在计算中取值0.8[10];σ——Stefan-Boltzmann常数,为5.67×10-8。
2.4 材料特征
本文焊接模型选用的材料是Q345钢,是目前工程中应用特别广泛的一种低合金高强钢。由于焊接是一个连续升温和连续冷却的过程,焊接材料的热物性参数会随着温度的改变而改变,故在本文的模拟仿真中,考虑了Q345 结构钢的热物理性能参数随温度的变化。其具体化学成分[14]和热物理性能参数分别见表1、表2。

表1 Q345 钢化学成分(质量分数,%)Tab.1 Q345 steel chemical composition (wt,%)
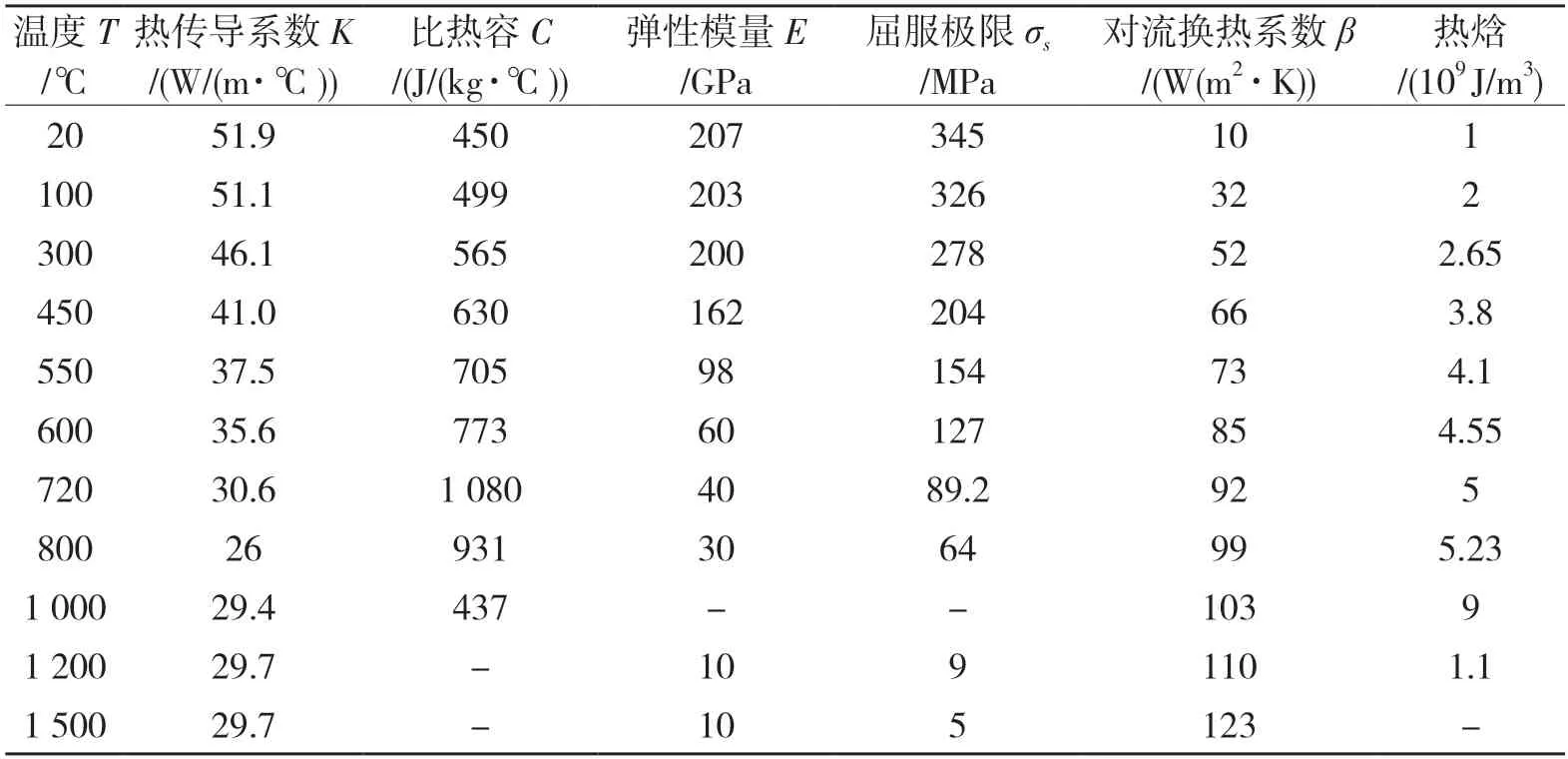
表2 Q345 钢热物性参数Tab.2 Q345 thermal physical property parameters
3 有限元结果分析
3.1 焊接温度场
本文选用双椭球功率密度分布体热源模型模拟焊接热源,经焊接专用软件模拟分析之后,获取有限元模型任意时刻的温度场变化。为了准确得出焊接相变对温度场的影响,在焊缝中心且垂直于焊缝方向的工件上表面,距焊缝 10,20,30 mm 分别取3 个点,记为A、B、C,分别计算考虑焊接相变与不考虑焊接相变情况下A、B、C 三点的温度变化。这3 点的温度变化曲线如图4 所示。
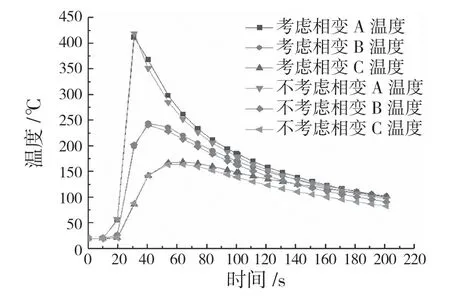
图4 ABC 三点温度变化曲线Fig.4 ABC three-point temperature curve
由图4 可以看出,在焊接热源的影响下,以及考虑焊接相变与不考虑焊接相变情况下,A、B、C三点的温度变化一致,说明焊接相变对温度的影响比较小,在实际的应用中,可以不予考虑。另外,由图4 可见,热影响区升温速度剧烈,温度比较高,随后又随着环境温度迅速下降。而且距焊缝越远,峰值温度越低,温度变化越平缓,随着冷却时间的增长,热影响区所有点的温度均趋于环境温度。
3.2 整体应力分布
Q345 平板对接焊在500 s 时考虑相变的等效应力分布和不考虑相变的等效应力分布如图5 所示。
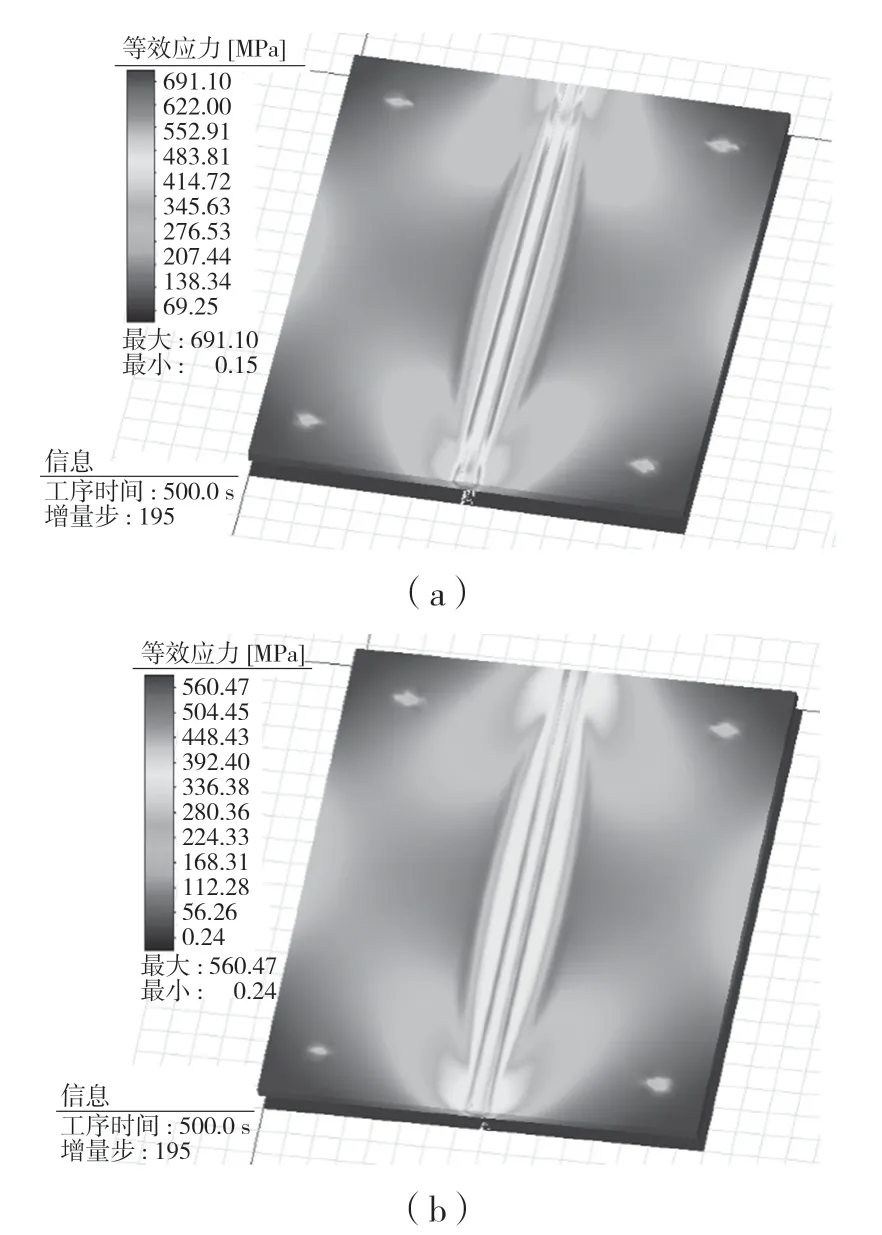
图5 考虑相变与不考虑相变等效应力分布Fig.5 Equivalent stress distribution diagram with and without phase transition
由图5 可知,在考虑相变与不考虑相变的情况下,Q345 钢平板对接焊的最大残余应力分别为691.1 MPa 和560.47 MPa,并且在焊缝及附近位置,焊后的残余应力值比较大,在焊接开始位置和末端位置,应力值也普遍大于其他热影响区。
3.3 局部应力分布
为了更精确地说明焊接相变对残余应力的影响,在焊接有限元模型上表面分别垂直于焊缝方向和平行于焊缝方向采集多个点,分别计算考虑相变的应力值与不考虑相变的应力值。
在焊缝中心位置处并且垂直于焊缝方向各点的等效应力值曲线如图6 所示。距离焊缝10 mm位置处且与焊缝方向平行的各点等效应力值曲线如图7 所示。
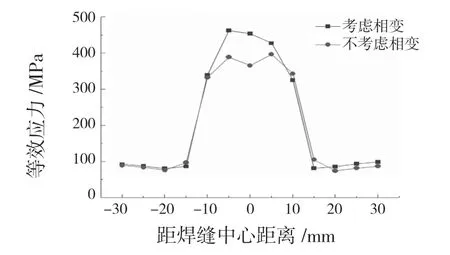
图6 垂直于焊缝方向各点的应力值Fig.6 The equivalent stress value of each point perpendicular to the weld direction
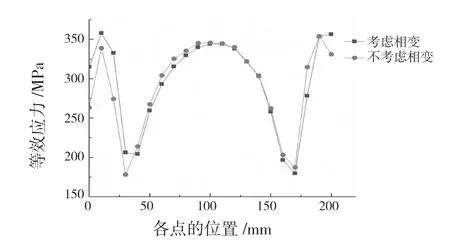
图7 平行于焊缝方向的等效应力值Fig.7 The equivalent stress value parallel to the weld direction
由图6 可知,Q345 钢平板对接焊焊后残余应力主要集中于焊缝位置处,且离焊缝越近应力越大,焊缝处的应力表现为400 MPa 左右,距离焊缝较远的位置应力比较低,趋于90 MPa。焊接过程中发生的相变会影响焊后残余应力,且离焊缝越近即产生应力较大的位置,考虑相变比不考虑相变计算所得的残余应力值越大,这种影响最大为90 MPa。由图7 可知,Q345 钢平板对接焊残余应力主要分布于焊接初始位置、末端位置以及中间位置。另外,在初始位置和末端位置,相变会使焊后残余应力值显著增大。
4 焊接相变对焊接残余应力的影响讨论
Q345 钢的主要成分为铁素体和珠光体[8]。在焊接过程中,随着温度的升高,当温度达到共析温度A1(727 ℃)时,珠光体和铁素体开始分别转变成奥氏体;温度升高到A3时,奥氏体转变结束,Q345 钢完全转变为单相奥氏体。焊接结束后,在降温过程中,奥氏体依次转化为铁素体、珠光体、贝氏体。当温度降低至Ms时,在低温影响下,开始产生马氏体;当温度降低到Mf时,转变结束。在发生相变时,铁素体、珠光体和贝氏体组织转变的温度比较高,体积变化小,对焊后残余应力的影响比较小,在实际工程应用中可以不予考虑。而马氏体转变发生于较低的温度(约300 ℃),转变速度快,并且伴随着体积膨胀,对焊后残余应力产生较大的影响,这就是在靠近焊缝位置考虑相变比不考虑相变得到的残余应力值大的原因。而在距离焊缝较远的位置,因为焊接导致的工件升温速率和降温速率比较小,产生的马氏体也比较少,对焊后残余应力造成的影响也比较小。
5 结论
(1)Q345 钢焊接过程中产生的相变对焊接温度场的影响比较小,在实际的工程应用中可以不予考虑,且距离焊缝越近温度梯度越大,距离焊缝越远温度梯度越小。
(2)Q345 钢平板对接焊在焊缝处以及离焊缝较近的位置会产生较大的残余应力,而在离焊缝稍远的位置,残余应力值迅速降低,最终趋于一个较小的应力值。
(3)对于Q345 钢平板对接焊来说,在焊接初始位置、末端位置以及中间位置,焊后残余应力比较大,而在其他位置应力值比较小。
(4)焊接相变会对焊接初始位置、末端位置以及焊缝产生较大的影响,这种影响主要表现为提高焊后应力值。在其他位置,焊接相变对焊后残余应力值的影响非常小,可以不予考虑。
