基于PLC与MCGS的硫铵码垛控制系统的设计
2022-12-01田亚立梁波薛春莲
田亚立,梁波,薛春莲
(宁夏工业职业学院 采矿与机电工程系,宁夏银川,750021)
0 引言
伴随着工厂自动化地发展,硫铵码垛控制系统也由以前以人工搬用为主的运输模式,逐渐转变为带式输送机运输,机械手搬用的自动化生产线模式。近几年人力成本在逐年增高,自动化程度越低,人力成本越高,所以硫铵码垛自动化控制系统的设计与应用极大地提高了硫铵的运输效率节约了大量的人力成本。目前,企业为提高核心竞争力,降低人力成本,对自动化生产线的要求越来越高。因此,硫铵码垛控制系统的设计具有现实及经济意义,在PLC课程的教学中提高学生的面向岗位的职业技能和素养也是非常有意义的。
1 系统的总体设计
硫铵码垛控制系统,分为计数、传输和机械手搬运三个主要环节。具体控制过程为,系统启动后,当物料检测传感器检测到物料时,计数器开始计数,计数指示灯每检测到9个物品亮一次,持续时间为5s,计数器负责统计每天装配的硫铵数量。系统启动后,两条皮带依次启动,远端的第一条皮带先启动,5s后,第二条皮带启动。5s后,第三条皮带启动。机械手的初始位置停在原点,当装料传感器检测到物料时,机械手下降——加紧工件——上升——右移——再下降——放松工件——在上升——左移,八个动作,完成一个工作周期。按下停止按钮,计数停止,三条皮带间隔5s依次停止,近端的皮带先停止,远端的皮带后停止。机械手回到初始状态。设置急停按钮,按下急停按钮,皮带同时停,机械手停止工作。电机具备过载及短路保护的功能。触摸屏显示系统的工作状态,设备采用触摸屏加现场按钮的多地控制设计。
1.1 系统整体框图
本设计采用西门子S7-200PLC采集现场的信号(包括接近开关传感器、启动按钮、停止按钮、急停按钮及机械手的上、下、左、右限位开关),将采集的信号送入到PLC程序,执行程序后,根据控制要求控制现场的电磁阀、继电器线圈及指示灯等设备。PLC的电源采用220V交流电供电,触摸屏的电源为24V直流供电。TPC7062k触摸屏可以实时显示设备的工作状态。系统整体框图如图1所示。

图1 系统整体框图
1.2 系统的I/O分配表
根据对控制系统的功能进行分析,分析出硫铵码垛控制系统共有20个输入输出信号,其中输入信号10个,输出信号10个,如表1所示。

表1 硫铵码垛控制系统的I/O分配表
1.3 触摸屏的组态画面
采用昆仑通泰的TPC7062k嵌入式一体化触摸屏作为上位机监控设备,通过设备窗口将MCGS与西门子PLC进行组态,上位机可以监控计数指示灯、机械手原位指示灯、皮带输送机的工作状态、硫铵物料的移动状态及机械手的工作过程及物料装满时小车的移动状态等。组态画面如图2所示。
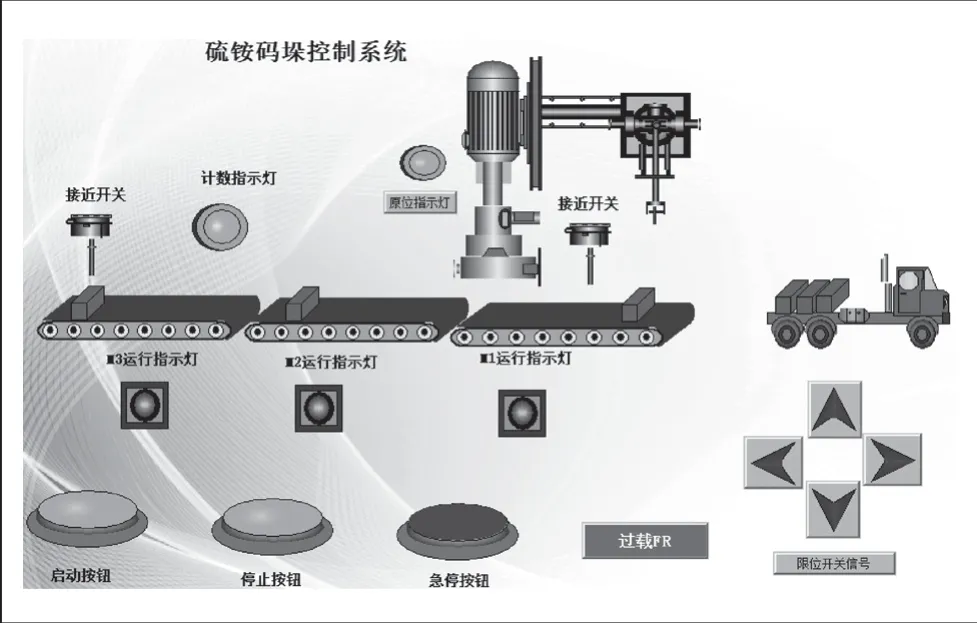
图2 系统整体框图
2 硬件设计
硫铵码垛控制系统的硬件,主要包括,传输系统中控制三条皮带的电动机控制主电路、PLC的外部接线图及TPC7062k嵌入式一体化触摸屏的接线示意图。
2.1 传输模块的主电路图
皮带传输模块主要依靠三条皮带进行传输,皮带通过电机带动,主电路中除了控制电机启停的接触器主触点,还有用来过载保护的热继电器的加热元件及短路保护的熔断器,接线时要注意线的颜色(L1、L2、L3分别为黄绿红),要符合规范要求,电机外壳要接地。主电路图如图3所示。
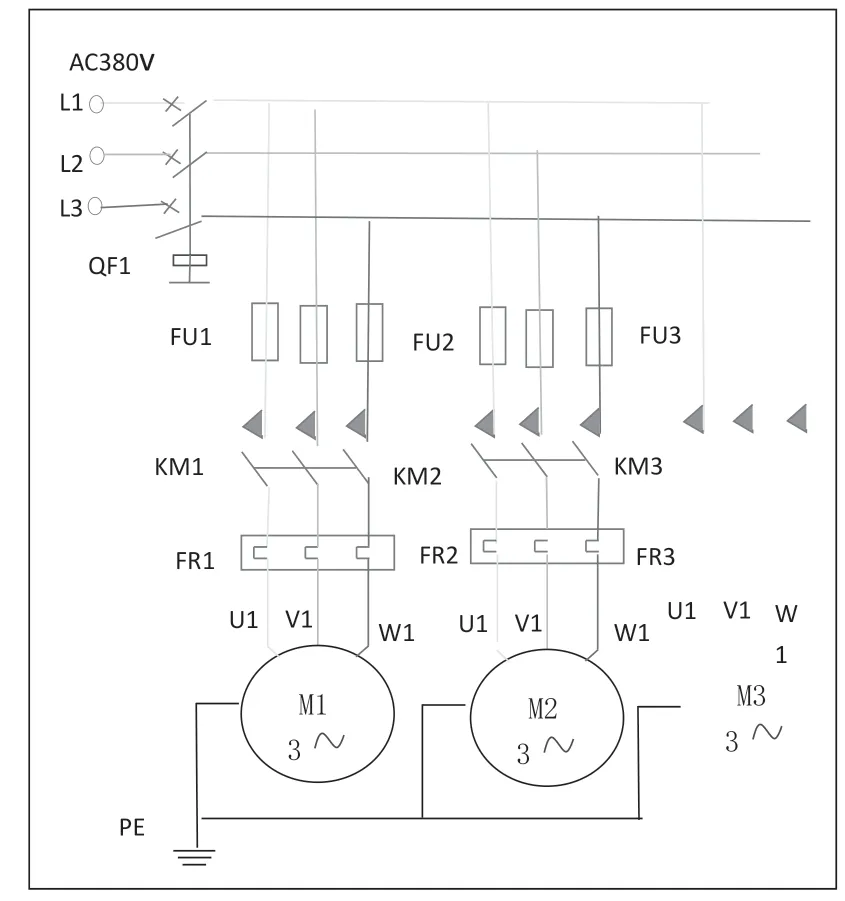
图3 传输系统主电路图
2.2 PLC的外部接线图
PLC的外部接线图体现的是PLC如何供电,输入信号采集有哪些设备的信号,输出需要控制哪些设备。根据PLC的类型不同,接线方式也有所不同的。本设计采用的是西门子S7-200,CPU226,AC/DC/RLY型,它有两个RS485通信口,24个输入16个输出。电源供电范围为85~260V之间,本设计采用交流220V供电。PLC的输入采用直流24V供电,输出为继电器类型,可根据负载类型选择不同,选择不同的电压等级。本设计的输入主要有启停按钮、限位开关、急停按钮及热继电器。输出分为两组,一组为接触器线圈及计数指示灯等设备,采用交流24V供电,另一组为控制机械手的电磁阀及原位指示灯,采用直流24V供电。外部接线图在接线时首先要严格看图接线,同时需要按照颜色分类接线,方便查找硬件接线故障。输入信号中的热继电器需接常闭触点。PLC的外部接线图如图4所示。
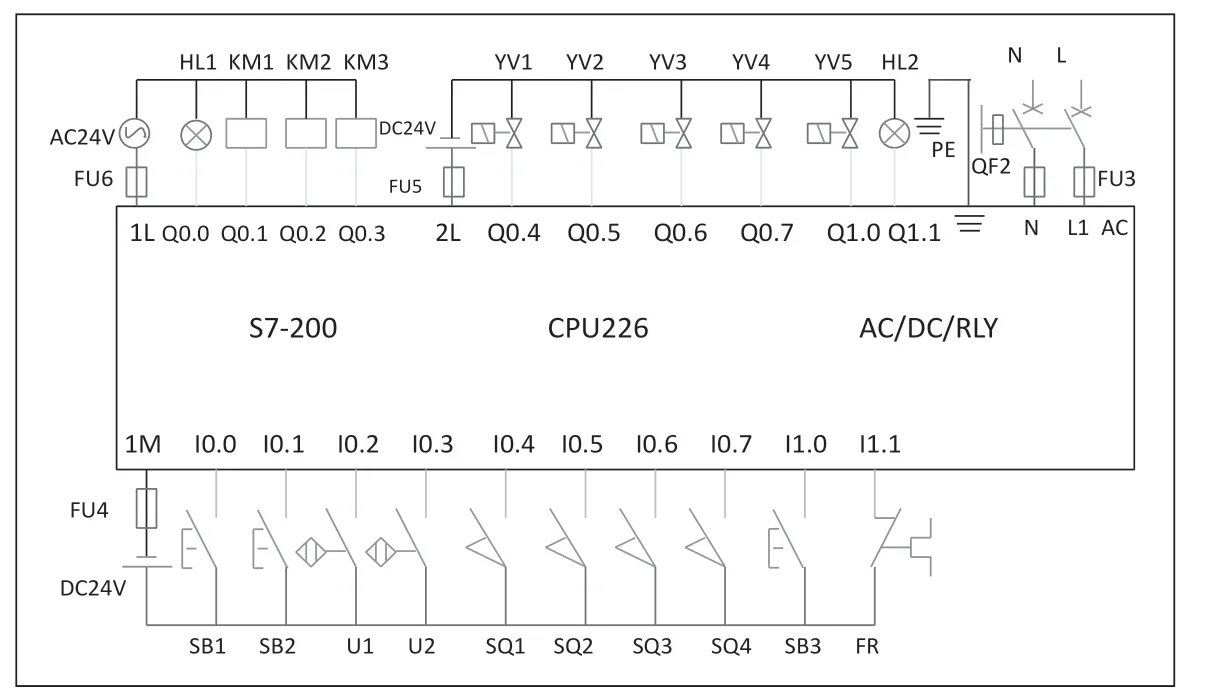
图4 PLC的外部接线图
2.3 触摸屏的外部接线图
本设计采用TPC7062k嵌入式一体化触摸屏,其供电类型为直流24V。触摸屏与PLC之间的连接为RS485通信口中的PORT1,触摸屏与PC机之间的连接通过USB2进行连接。在PC机中需要完成组态画面、建立设备连接、定义数据库、定义设备属性、连接数据、制作动画、编写程序等,方可将设计好的画面下载到MCGS中。触摸屏的外部接线示意图如图5所示。

图5 触摸屏的外部接线示意图
3 软件设计
硫铵码垛控制系统的软件设计部分主要包括:技术模块的程序编写、传送模块的程序编写、机械手部分的程序编写及连接组态软件后程序的改动部分。
3.1 计数模块
计数模块主要负责的工作有:统计硫铵的数量和计数指示灯的控制,在输出口富足的情况下可以将计数器的当前值取出通过运算后送入到数码管实时显示。计数模块的程序如图6所示。
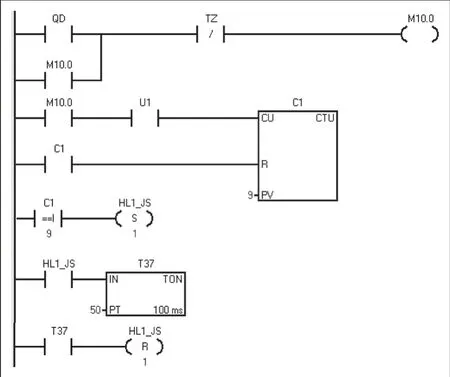
图6 计数模块的程序
3.2 传送模块
传送模块主要负责硫铵的运输,在皮带的传送过程中为了避免物料堆积,采用顺序启动逆序停止的工作过程。在皮带运行的过程中一旦出现过载电机会自动停机,当系统出现紧急状况,按下急停按钮,电机就会停止工作。传送模块的梯形图如图7所示。
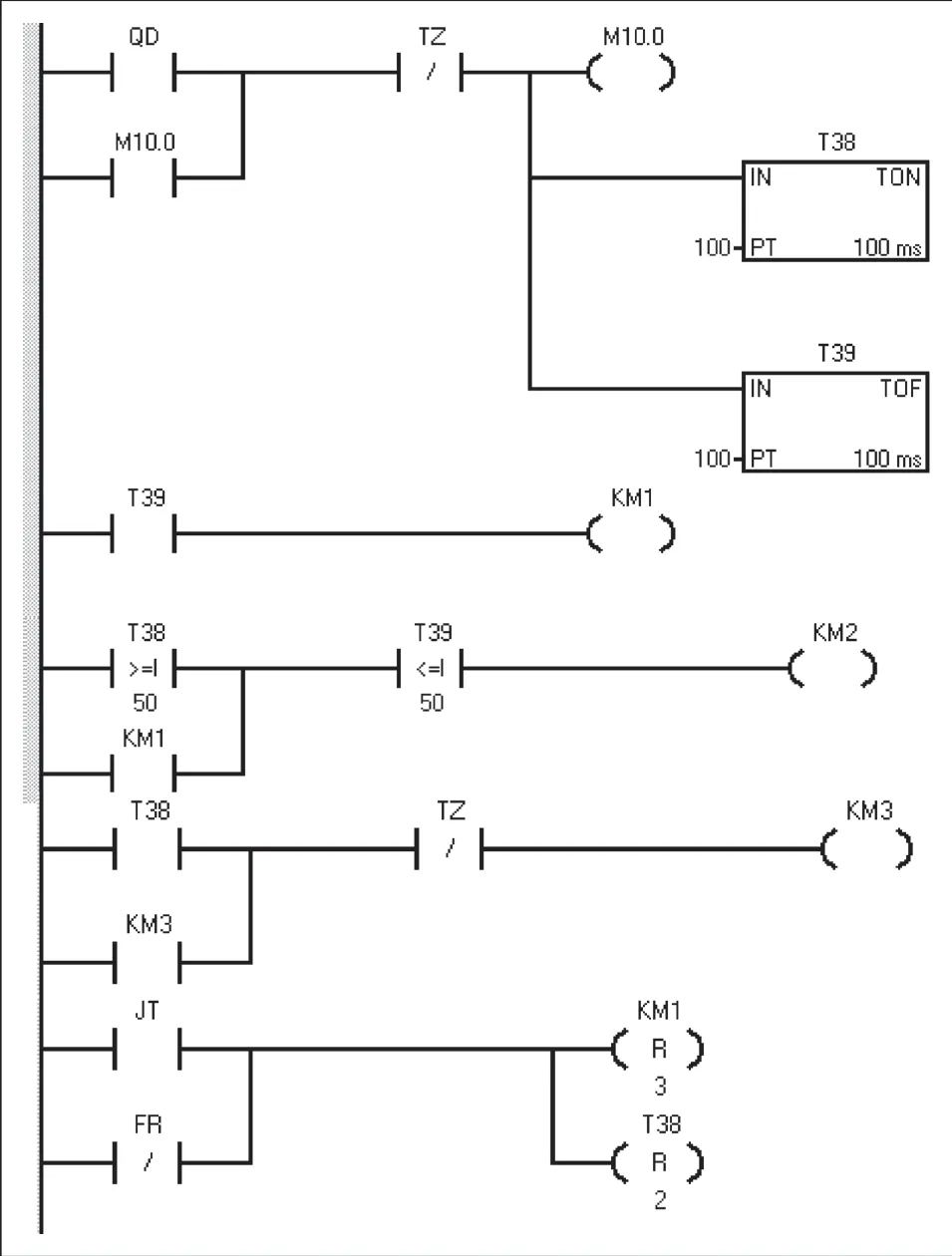
图7 皮带传送模块的梯形图程序
3.3 机械手模块
机械手模块的控制过程如图8所示,机械手的初始状态在原位,此时左限位开关和上限位开关为闭合状态,原位指示灯亮。当检测到物料时,机械手开始工作。下降阀输出执行下降。下降到位时,下限开关动作,停止下降。夹紧电磁阀接通,延时5s。夹紧后上升动作开始,到位时,上限开关接通,停止上升。右行开始动作,到右限位接通时停止右移。下降开始工作。)下降完成时,机械手开始松开动作。延时3s后机械手上升,到上限后开始左移到达左限时机械手回到原位。当检测到物料时,机械手开始工作。如此循环。
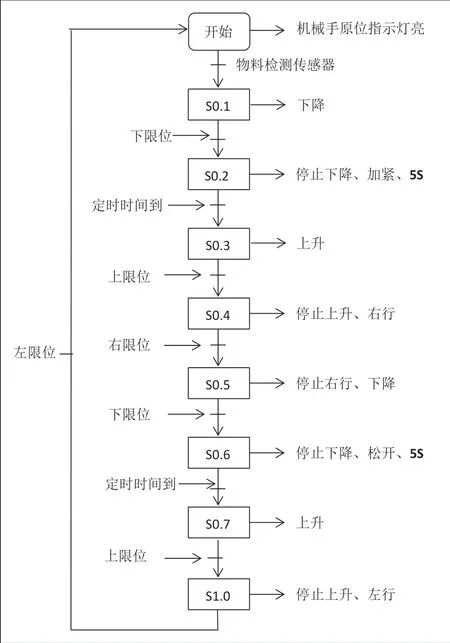
图8 机械手模块的工作过程
3.4 上位机组态画面与PLC连接
在MCGS组态软件中,首先在设备窗口添加父设备,在子设备中选择西门子S7-200PPI,添加好PLC后,在设备属性编辑窗口的内部属性栏中设置内部属性,添加输入寄存器类型为M,通道数量为10,输出寄存器Q,通道数量为10 。在快速连接中选择默认设备连接,然后选择全部添加。在组态画面双击设备,在单元属性设置中,对输入输出数据进行数据对象连接。设备添加与数据连接如图9所示。

图9 MCGS设备添加与数据连接图
在循环策略中添加皮带上放物料移动的循环策略及脚本程序,添加机械手移动的循环策略及脚本程序,注意不同的策略对应不同的表达式。循环策略的设置方法如图10 所示。

图10 MCGS 循环策略的设置方法图
触摸屏中的输入输出按钮控制现场的设备时,需要将定义好的M存储器与Q存储器的触点编写在程序中,如在PLC程序中的启动按钮I0.0并联M0.0触点,在停止按钮I0.1旁串联M0.1触点,遵循接通并联,断开串联的原则。
4 结束语
本设以用西门子S7-200 PLC作为控制器,TPC7062k型MCGS触摸屏作为监控上位机,控制器采用梯形图编写程序,上位机采用画面组态、数据连接、循环策略C语言编程等方式实现实时监控。系统的调试首先通过软件仿真验证可行性,仿真软件调试中调整了水平移动和垂直移动的循环时间及速度。同时,验证控制系统的输入信号送入后,输出信号是否按照控制系统要求进行动作。然后在试验台分模块进行验证,通过试验台验证后,证明系统能够按照控制系统的设计要求进行工作,操作简单,系统稳定性较好,可扩展。