无缝线路换铺施工技术研究
2022-11-24刘俊鹏
刘俊鹏
国能朔黄铁路肃宁公司,河北肃宁,062350
0 引言
朔黄铁路上接国家能源集团神朔铁路、准池铁路,中联京广、京九、京沪等国家重要铁路干线,下通天津港、河北黄骅港和山东龙口港,形成了多路对一路,一路对多港的运输网,在国家能源集团运输板块中,占有重要地位[1]。
无缝线路换铺施工受施工作业面、施工配合、施工工序、施工时间等多重因素影响,同时涉及施工前期扒砟卸轨、长轨巡视、钢轨焊接等多种条件制约,具有专业多、人数多、机械多、时间长等鲜明特点,属于综合性大型施工[2-3]。朔黄铁路肃宁公司自更换无缝线路以来,积极总结现场工作经验,已经形成了一套完备的无缝线路换铺施工管理体系。
1 概况
朔黄铁路肃宁分公司管内无缝线路主要分为朔黄线三汲站—黄骅港站上行铺设75kg/m跨区间无缝线路;朔黄线三汲站—黄骅港站下行铺设60kg/m全区间无缝线路;黄万线黄骅南站—万家码头站铺设60kg/m全区间无缝线路;黄万线进港三线东大沽站—神港站铺设60kg/m全区间无缝线路;肃宁北站、黄骅港站部分股道铺设普通无缝线路。运量随着逐年增加后逐步趋于稳定,年度钢轨通过总重基本固定,无缝线路换铺工作已逐渐形成既定周期。
2 原理
2.1 钢轨温度力
传统准轨线路与无缝线路存在较大的区别,主要区别是钢轨承受的温度力,对钢轨温度力进行研究,首先要明白温度力变化规律,根据规律对影响其变化的因素进行研究,从而获得较好的研究结果。
钢轨的温度力变化时自由伸缩受到影响,发生变化。对钢轨温度力进行定义,钢轨温度为T0时,钢轨的两端固定,长度为L,温度变化△t时,自由伸缩的钢轨也会发生长度的变化,这一变化量为△L,两者之间存在一定的数量关系,钢轨的自由伸缩量为[4]:

根据物理学中胡克定律,发生变化时,钢轨温度应力σt可表示为:

式中:E—钢轨的弹性模量,E=2.1*105MPa;ɑ—钢轨的线胀系数,ɑ=11.8×10-6/℃;T0—轨道温度力为零时温度(℃);△t—相对零应力温度变化差值(℃),定义为温度上升为正,下降为负。
按照国家标准的铁轨温度计算,进行计算代入整理。将E和ɑ的数值代入式(2),则得:

由式(3)可知钢轨温度力Pt为:

式中:F—钢轨横截面积(cm2)。
按照定义,钢轨温度力受压为正,根据以上公式能够得出:
(1)钢轨的长度一定时,温度力与△t有关,不会随着钢轨的长度发生变化而变化。从这点来说,钢轨进行无缝线路换铺时,能够根据长度需要自由选择,不会影响温度力。
(2)一天中的温度发生变化时,钢轨的温度力也会呈现一定的波动。对于钢轨而言,发生变化可能会影响温度力。所以在无缝轨道的管理时,根据锁定轨温能够知道温度力的变化,可以灵活做出调整。
(3)轨温一般是有效轨温,是轨道横截面的温度。在白天有阳光的情况下,测量的轨温可能会存在偏差,因为轨道横截面可能呈现不同的温度,测量时尽量获得较为精确的温度,一般应将温度误差控制在1℃。
(4)轨线温度发生变化时,轨道的长度也会发生变化,把轨道伸缩随温度变化的量称为线胀系数,符号为ɑ,代表轨温每变化1℃所产生的伸缩应变,ɑ相当于11.8×10-6/℃。
(5)轨线的强度有一定的要求,所以需要钢轨的温度力保持在一定范围。温度应力对轨温的变化率为Eɑ=2.48MPa/℃,计算精度一般为1MPa即可,与钢轨的长度无关。
(6)钢轨的温度力在一定的范围内,才能使得无缝线路正常工作,不同横截面的钢轨能够承受的温度变化力不同,以轨温变化1℃为变化区间,不同的温度力变化如表1。
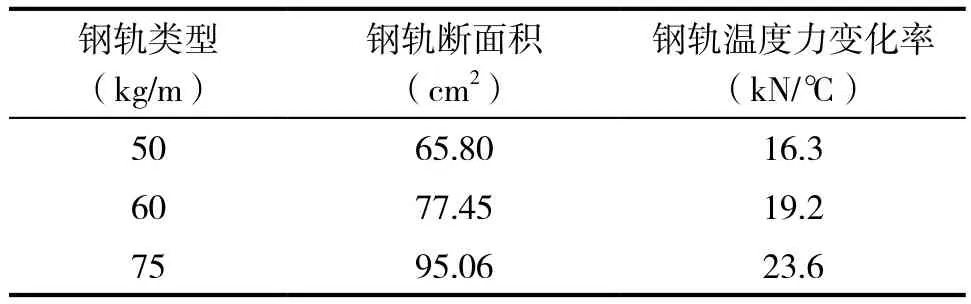
表1 各类钢轨的温度力的变化
2.2 锁定轨温
锁定轨温的别称是零应力轨温,长轨在春夏秋冬不同季节中会呈现不同的温度力。温度力在冬季表现为拉力,在夏季表现为压力。锁定轨温存在于拉力和压力之间,从数学上来说是一个参考量。按照定义,锁定钢轨的瞬间△t接近于零,钢轨的温度力为零,轨道表面的温度也接近于零,因此称之为锁定轨温。
锁定轨温对于设计、施工、养护整个过程来说,在不同的阶段代表的含义不尽相同。根据这些细微的区别,锁定轨温也可分为三种,即设计锁定轨温、施工锁定轨温和实际锁定轨温。
设计锁定轨温亦称中和轨温,是根据轨道稳定性和强度计算得来的,属于理论锁定轨温。一般而言,设计锁定轨温在一个合适的范围内,因为设计需要考虑各种情况,是对这些情况进行计算所得的一个理论结果,这个结果用于指导后续的工作。所以设计锁定轨温需要满足铁轨的强度要求,又要符合温度范围。一般设计锁定轨温t的变化范围在±5℃之间设定,也称设计锁定轨温范围。
施工锁定轨温是指施工锁定时的轨温。实际情况中,铁轨的长度可能与设计存在细微误差,所以施工锁定温度也需要在误差允许范围之内。施工锁定轨温被认为是代表平均零应力轨温,在不同横截面点和长度上,施工锁定轨温可能存在差异。这些差异在较为接近的范围,使在施工锁定轨温的基础上有了“实际锁定轨温”。
实际锁定轨温的关键在于“实际”二字,与施工过程中的零应力轨温存在区别。在无缝线轨工作过程中,零应力轨温因为工作情况的影响也会出现变化,这也是实际锁定轨温的含义。
3 无缝线路换铺关键流程
无缝线路大修的主要施工内容有全部更换新Ⅱ型弹条、更换轨下橡胶垫板及挡板座,此段线路连接的补偿电容、各种连接线重新连接、轨道电路参数重新调整[5]。下面主要就卸长轨、钢轨焊接、换铺施工三方面进行总结论述。
3.1 卸长轨施工
卸轨前施工单位需申请相关专业工队配合进行卸轨地段现场设备情况调查,包括:核实卸轨起、终点里程;道床石砟状况(砟肩宽度、线间石砟高度及道床是否缺砟);曲线基本要素;桥梁、涵洞位置及长度;道口位置及道口板类型;信号调谐区线缆位置及数量;信号机线缆位置及数量;红外线设备位置及数量。通过现场的严格复核,为下一步扒砟、预埋枕木头、卸长轨、钢轨钉固、长轨条巡视明确重点。
卸轨时,应在卸完一对轨条后,卸第二对轨条之前,有效控制钢轨搭接量,不宜过长也不宜过短,两轨条间要确保搭接量不小于0.5m,搭接处两端各增设一根枕木头,保证新轨条方向顺直,长轨条两端不得有影响其伸缩的障碍物,并注意防止新钢轨联电。相邻两轨条轨头错开,不允许对接,以“八字形”相错,开口朝来车方向。
卸轨完成后,区间信号机、调谐区等电务信号电缆处,必须在设备两端加设枕木头,同时将线缆处石砟扒出,将线缆落入枕木盒内,并低于既有枕面20mm。线缆处加盖厚胶垫,进行二次保护,防止钢轨窜动造成线缆损坏,保证线缆安全,且不受挤压,如图1所示。

图1 卸轨完成后的枕木盒
3.2 钢轨焊接施工
肃宁分公司无缝线路换铺施工目前采用的长轨焊接方式为移动式闪光焊,始端线上锁定焊接时,受施工单位人员技术特点影响,主要分为对位焊和拨弯焊两种,在无缝换铺钢轨焊接时应着重注意以下几点。
(1)钢轨焊接前,对钢轨进行外观检查,钢轨端面垂直度不得大于0.8mm,用型尺、角尺和塞尺对每个待焊轨端面垂直度检测,必要时进行端磨处理。对轨腰两个侧面不能存在锈蚀,如果已经存在锈迹需要做除锈处理,除锈区域待焊钢轨端面距离端面750mm范围内。除锈的结果是露出90%以上的金属光泽,除锈应当均匀,避免钢轨发蓝和局部打亏等影响钢轨质量的现象。如果需要除锈的区域存在凸出轨腰表面的厂标、生产日期等,应当将其消除并打磨平整。
(2)焊机操作严格按照《焊轨机使用手册》进行操作,钢轨就位后利用调整块调整待焊轨的工作边平直度及起拱量,工作边平直度小于0.3mm/m,起拱量控制在2±0.2mm/m范围内。焊接过程中要求操作人员随时观察设备及焊接过程,如有异常状况紧急停机处理。焊接结束之后,检查钢轨焊接接头的外观质量。
(3)钢轨焊接接头正火时有一定的温度要求,一般需低于500℃。正火设备需要进行调整,钢轨与加热器使火孔的长度距离为24~26mm,不能直接接触。在进行正火时,应当保证火头位于钢轨焊头中央,火头的摆动幅度为60mm,频率应当稳定不能过大或过小,一般为60-70次/分。在进行正火的过程中,需要监测轨道底端温度和轨头表面温度,一般轨底温度应为860±10℃,轨头中心线温度应为920±10℃,温度不能超出合理范围。
(4)粗磨作业完成,焊接接头轨底面的打磨余量为0~0.5mm。不得将钢轨表面打亏,不得出现发黑或发蓝现象,严禁横向打磨。细磨前应先测量焊接接头的平直度,确定合适的打磨进给量,然后进行细磨作业,细磨打磨长度不应超过焊缝中心两侧各450mm限度。细磨作业完成要求焊缝两侧500mm范围内轨顶平直度应控制在0.5mm/m左右,内侧工作面的平直度应为-0.3~0.3mm/m(应考虑实际轨温),打磨过程中的打磨面过渡应圆滑,不能有凸起和锐角,此外应避免打磨部位的机械损伤和打磨发黑。
(5)焊接接头外观检查质量要求:一般要求轨顶面平直度为0~0.3mm/m,工作边平直度-0.3~0.3mm/m,轨底面的平直度为0~0.5mm/m(非工作边的平直度依据项目具体要求)。轨头及轨底角上表面1m范围应平顺,母材打磨量不超过0.5mm。焊缝两侧不得有明显压痕、碰痕、划伤等缺陷,表面不能有焊渣残留、电击损伤等。
3.3 无缝线路换铺关键点
(1)释放初始应力。无缝线路换铺时,在钢轨焊接完毕后,待全部准备工作到位,并且焊头温度降至300℃以下(始端焊头加保压器)或者无保压器状态焊头温度低于100℃后,由施工配合技术指导组统一指挥,开始撞轨释放轨条初始应力(含逆向放散100m轨条),待各组撞轨点观测人员反馈观测点位置均出现轨条反弹后,停止撞轨,此时轨条视为零应力状态。
(2)撞轨拉伸。轨条释放应力后,查看当前轨温值,按照设计锁定轨温31℃(黄万线29℃)及单元轨条长度进行计算(含逆向放散100m),公式为Δ=0.0118×钢轨长度×(设计锁定轨温-零应力轨温),计算当前锁定时需拉伸的数值及各撞轨点需拉伸的数值。此项工作由施工单位技术人员、施工配合技术指导组及工务工队技术主管三方核实后,方可配轨拉伸。锯轨完成后,分别将结果通知到每处撞轨点负责人及盯控人处,做好标记,终端配合拉伸器开始撞轨拉伸,要求各撞轨点听从统一指挥并及时汇报各点拉伸数值,直至各点均拉伸到位。
(3)无缝线路位移观测。无缝线路铺设完成12h内粘贴好位移观测标尺,开始观测位移,做好记录;连续观测5日,分析锁定状态。需重新放散地段,进行放散后再依照本方法粘贴标尺,直至位移符合相关要求为止。
(4)换铺作业其他关键点把控。无缝线路换铺施工有其严格的流程,层层相扣,因此必须保证每一环节正点完成,需特别注意以下几点:①每一环节时间点卡控,应针对松卸扣件、换铺车走行、钢轨焊接、撞轨拉伸、扣件锁定、轨道电路恢复等环节时间点逐一明确,并制定应急处置方案,如现场突发情况,第一时间进行处理。②换铺车走行很大程度会影响换铺进度,在换铺过程中,曲线的地段如何通过往往是重点难点,可采用撞轨器撞轨配合终端适当拉伸的方法通过,具体操作为曲线地段上股反向撞轨拉伸、下股对向撞轨挤压的方式。③在无缝线路换铺过程中,应考虑绝缘接头地段如何处理,可根据换轨车承轨轮情况、换铺单元轨条长度和人员情况、当日轨温情况、绝缘接头在单元轨条中所处位置等情况综合考虑,决定线下提前胶接,还是线上拉伸到位锯开现场胶接。
4 结语
无缝线路换铺施工作为朔黄铁路常年推进的一项综合性施工,肃宁公司结合通过总重15亿的钢轨大修周期,约4年进行一遍重车线无缝线路换铺施工,每次约有90km的无缝线路换铺任务,通过分公司、工队、配合小组三级管控盯控制度,实现了对无缝线路换铺施工安全、质量、技术的全过程把控,为无缝线路换铺施工管理积累了宝贵的现场经验和理论材料。