钢筋力学性能全自动测试系统的应用与探索
2022-11-22韩北方
韩北方
(首钢长治钢铁有限公司, 长治 046000)
随着钢筋生产技术的不断创新及对其质量控制的有效管理,钢筋的质量也不断提升,其高质量发展对促进钢铁行业的转型升级意义重大。
提升和保证钢筋质量是一项非常重要的工作,为了保障建筑工程的质量和安全,国际上制定了一系列的钢筋检测标准,对钢筋的材料性能测试进行了详细的定义和要求,其中涵盖了拉伸试验、弯曲试验、重复弯曲试验以及疲劳试验等。国内对钢筋的生产、使用和质量检测一直有相关的控制标准,GB/T 1499.2—2018 《钢筋混凝土用钢 第2部分:热轧带肋钢筋》已在2018年11月1日正式实施,其中规定了钢筋混凝土用钢材性能的检测项目和要求[1],内容主要包括:拉伸试验(下屈服强度、抗拉强度、断后伸长率、最大力总延伸率、屈强比等)、弯曲试验、反向弯曲试验、轴向疲劳试验、化学分析、尺寸测量、相对肋面积的测定、质量偏差的确定、钢筋的金相检验方法等。该标准同时还对试样的制取、矫直和人工时效等提出了一些具体要求。
钢筋的力学性能是衡量钢筋产品质量最重要的指标之一,力学性能测试可以更好地为产品质量管控提供有效支撑。根据GB/T 1499.2—2018中的相关条款规定,对于热轧带肋钢筋,每次测试需要送检5根试样,以检查钢筋品质和力学性能等。各钢筋生产企业应按国家现行相关标准的规定抽取试样进行力学性能测试和质量偏差检验,结果必须符合有关标准的规定,以杜绝不合格钢筋混入建筑工程中。
1 钢筋检验的现状
某些钢铁公司坯材检验和物理测试岗位现有工作人员不足,更不能胜任产能提升的检验任务需求,需要通过自动化、智能化方法提升检验效率,来适应产能提升后带来的检验任务增加。
某些单位现有检验人员配置不能满足专职人员开展品种研发检验工作的要求,导致品种开发检验周期、检验能力不能满足和支撑品种研发要求,也需要通过自动化、智能化等方法代替人力,分流出部分人员从事品种开发检验和非常规检验工作。
对于盘卷产品特性,按照国标要求需要进行屈服强度测试,但在测试过程中,由于矫直工艺差异和人员操作差异,屈服强度测试结果的稳定性差,易造成结果误判。
在钢厂的大生产中,需要对生产的产品进行分析检验,并将试样送至相关的实验室进行检测和分析,而现在的产品实验室大多设在离生产现场较远的地方。目前,国内绝大部分实验室在不同的试样加工工序、加工与试验工序、试样管理、残样清理等环节,还必须通过人工进行过程流转[2]。人工输送试样比较耗费时间,影响检验周期。
随着自动化、智能化技术的发展,自动化、智能化技术已在力学性能测试领域广泛应用。近年来,某些生产企业也陆续开始采用力学性能自动化检测技术进行产品检验,避免了人为因素对测试结果的影响,降低了产品的质量风险,大大提高了工作效率,降低了操作人员的劳动强度[2]。
经过调研和技术交流可知,钢筋风动送样和钢筋力学性能自动化检测技术适用于质量检验和质量管控模式。
2 风动送样系统
2.1 风动送样系统的运行模式
为了快速、及时地把试样送到质量检验部门,要探索一种快速送样系统来实现自动化。
风动送样系统在钢铁企业应用较早,目前依靠风动送样技术来实现炉前试样的输送是一种非常成熟的技术,用风动送样技术实现多种介质、不同规格试样的送样功能,来解决送样不及时、检验结果反馈慢的难题,值得业内同行探索。
需要开发能传输满足标准要求尺寸试样的正压单管风动送样系统,用于螺纹钢试样的传输,在生产现场各取样点与实验室之间快速传递试样和返回空样盒。利用输送管道内一定压力的压缩空气流产生的推力,用电气控制来推动装有试样的样盒沿输送管道从取样现场发送到实验室,实验室拿取试样后再以同样的方式将空样盒发送回取样现场,以此实现反复输送,最终达到使用风动送样代替人工取样的操作。
钢筋风动送样系统包括:发送站,即生产现场或现场取样室;接收站,即分析或实验室;输送管道、动力源设备及电气控制部件等。现场分站和分析室总站均设有储气罐和收发柜、输送管道,其两端分别设置在现场分站和分析室总站的收发柜内;其中,储气罐的输入端设有输入接口,用于输入压缩空气,其输出端设有输出接口,收发柜内设有收发气缸,收发气缸设置在输送管道的端口下方,用于收发试样样盒。整套系统操作简单、安全可靠,提高了试样的传输效率。风动送样系统如图1所示。
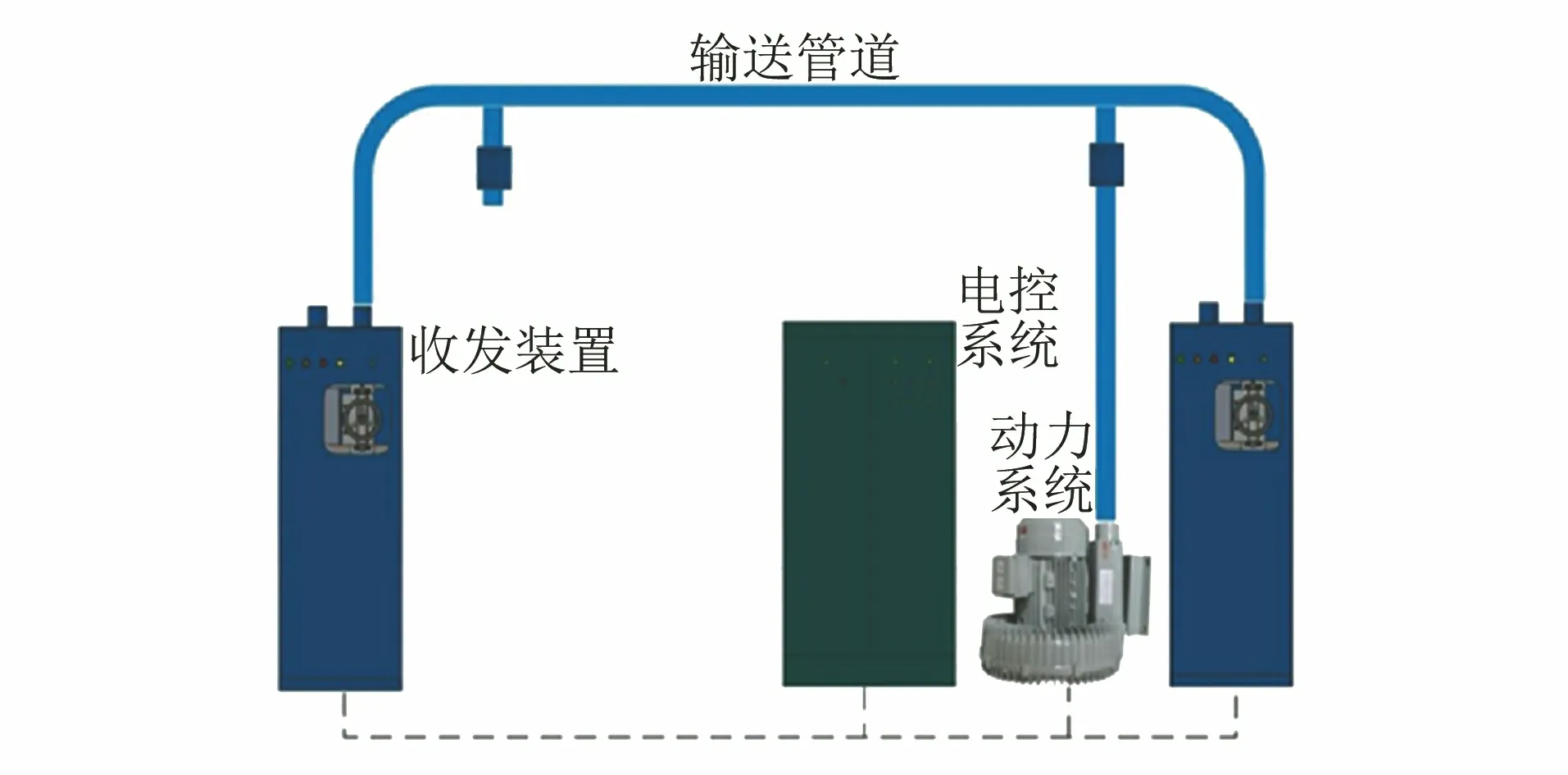
图1 风动送样系统示意
2.2 风动送样系统设备说明
正压单管风动送样系统的传输距离约为300 m,可以运载长度为500 mm,直径为50 mm,质量为4 kg的螺纹钢、圆钢等试样。
上层按钮操作区主要有:样盒检测显示灯、主站分站工作显示灯、开关门操作键、异常复位键等。
下层发射柜主要有:可左右移动的样盒承载装置、样盒限位到位检测及弹送装置、自动开关门移动装置、气压阀及移动速度控制装置等。
样盒承载装置要配备专用的输送样盒,底部为可伸缩的缓冲底座,连接压缩空气管道,后侧有可左右移动的控制滑行道。
样盒限位到位检测及弹送装置配有检测限位,控制样盒正确到位,并通过气压将样盒弹出。
样盒到位后,自动开关门装置自动开门弹出样盒,在操作关门指令发送后,样盒自动移动到发射底座上,将样盒发出。
钢筋风动送样系统的开发运用,实现了试样快速传输功能。整套系统操作简单、安全可靠,不仅提高了试样的传输效率,也减少了操作人员的工作量,可更有效地提高试样到位时间,降低劳动强度,提高工作效率。
3 全自动试验系统
3.1 全自动试验系统运行模式
新建一套一拖二(一套机械手配合两台拉力试验机)自动拉伸试验系统,用机械手代替人工,完成指定位置待检试样的自动称重测长、拉伸试验,并自动上传检验结果,实现全自动检验。该系统包括全自动引伸计、试样传输机械手、试样架及相应的控制系统等。
全自动拉伸属于成熟的应用技术,尤其在板材检测领域,已有10 a以上的应用经验,某些企业已成功应用了该技术。
某公司棒、线材产品占全部产品的80%以上,棒、线材产品对检验项目、检验流程的要求一致,试样的形状和制样的标准相对统一,分析数据量大并要求及时上传。
轧钢生产按批次取试样后(盘卷试样在线用矫直机进行矫直),从现有信息系统中获取(或由人工创建)对应批次批号、牌号、序号等信息,生成并打印试样信息条码,将条码贴在对应试样上并送至物理实验室,力学测试人员收到试样后,用全自动拉伸系统进行扫码登记,建立分析测试任务,并将试样按顺序放到试样装卸架中,进入自动测试流程。
试样进入自动测试流程后,机械手抓取试样送至称重测长系统,进行长度、质量测试,自动计算质量偏差,称重测长完成后,用机械手将弯曲试验试样送回至卸载试样架,由人工取走进行弯曲试验。拉伸试样由机械手自动送至拉伸试验工位,拉伸试验机根据测量长度自动调整夹具间距,试样到位后自动夹紧,根据试样信息选择拉伸试验程序,自动开展拉伸试验,自动进行钢屑清理,测试完成后对照判定标准判定结果是否合格。由机械手卸载试样后,送至对应标识试样收集工位,完成一个试样试验,根据检验任务重复上述过程,完成该批次全部试样检测后,将该批次结果上传至公司质量系统,完成一批次试样检测[3]。
该系统为一台机械手配合两台自动拉伸试验机的工艺组合,系统能够自动进行试样排队、任务分配等功能。
3.2 全自动试验系统主要功能
试样矫直范围为φ6~φ16 mm;替代了人工矫直过程,大大提高了矫直效率。300,1 200 kN电液伺服拉伸试验机的精度等级均为0.5级,夹持圆试样的直径分别为5.5~32 mm,15~60 mm。
六轴机械手的工作范围为半径2.55 m的圆形内;其工作效率为不少于20个/h。选用仿真机械臂的机器人IRB4600(ABB),测试序列可以根据操作者要求改变(具有测试优先权)。六轴机械手可自动抓取最大质量为25 kg的试样,抓取时保证运行平稳,防止试样抖动、歪斜,影响试样的对中位置。在自动上样前进行试样对中,确保拉伸过程中试样的同轴性。每个动作控制单元可通过软件进行人工控制及检测。机械手拿取试样时,具有判定是否拿取到试样的识别功能;取较短的试样时,如果机械手未取到,试样夹头不能打开。机械抓手的更换要方便,并保证人、机安全。
控制系统具备各设备的工作状态显示、控制、故障提示,各类设备的工作运行状态统计,各设备工作节点的数据统计,试样在自动化系统上的工作流程、工作状态、分析结果的留存等功能。控制系统还能分析数据并自动判定、上传至公司系统。
试验数据接收及传送系统能按通讯协议,接收上位机有关试样的试验信息,并按此进行设定;试验结束后能按设定自动上传试验数据,实现与上位机之间的数据通讯。
操作软件、测试软件在Windows界面下的控制软件包(含上位机通讯软件包)的功能包括:拉伸、压缩、弯曲、循环、设定试验方法、测试结果分析、数据自动发送、试样排序及试验优先、图像分析软件模块、记录试验日期和时间,同时包括力值、引伸计的自动计量程序。
试验程序可安装到其他离线计算机上,以便在其他计算机上分析、查看试验数据等。
软件能显示试验力、横梁位移、引伸计变形、试样夹持力、试验时间等。PLC(可编程逻辑控制器)编程监控软件能实时监测PLC的运行状态。
试验机控制计算机可自动预判断试验结果是否合格、有效(试验数据是否符合有关标准规定)。如试验结果预判定不合格或无效,需在试验结果的数据上作出标记。试验机控制计算机能永久保留试验段的数据(大于10 000个试样的试验数据),以便操作人员可在控制计算机上根据试验日期、试验人、试验批号等条件模糊动态查询到以往的试验结果。
试验机控制计算机具备人工试样登记功能,人工登记的试验结果也可方便迅速上传到上位机上。
试验机控制计算机上传的数据结构(试验数据小数点后位数、上传信息的项目)可以被增加和修改。测控软件可选择自动或手动上传试验结果,上传的数据结构(试验数据小数点后位数、上传信息的项目)可根据实际需要进行设置。
系统报警信息以及具体故障点位的查看避免了数据录入和计算时可能带来的错误,同时保证了数据的可追溯性。
钢筋力学性能自动化检测系统如图2所示。
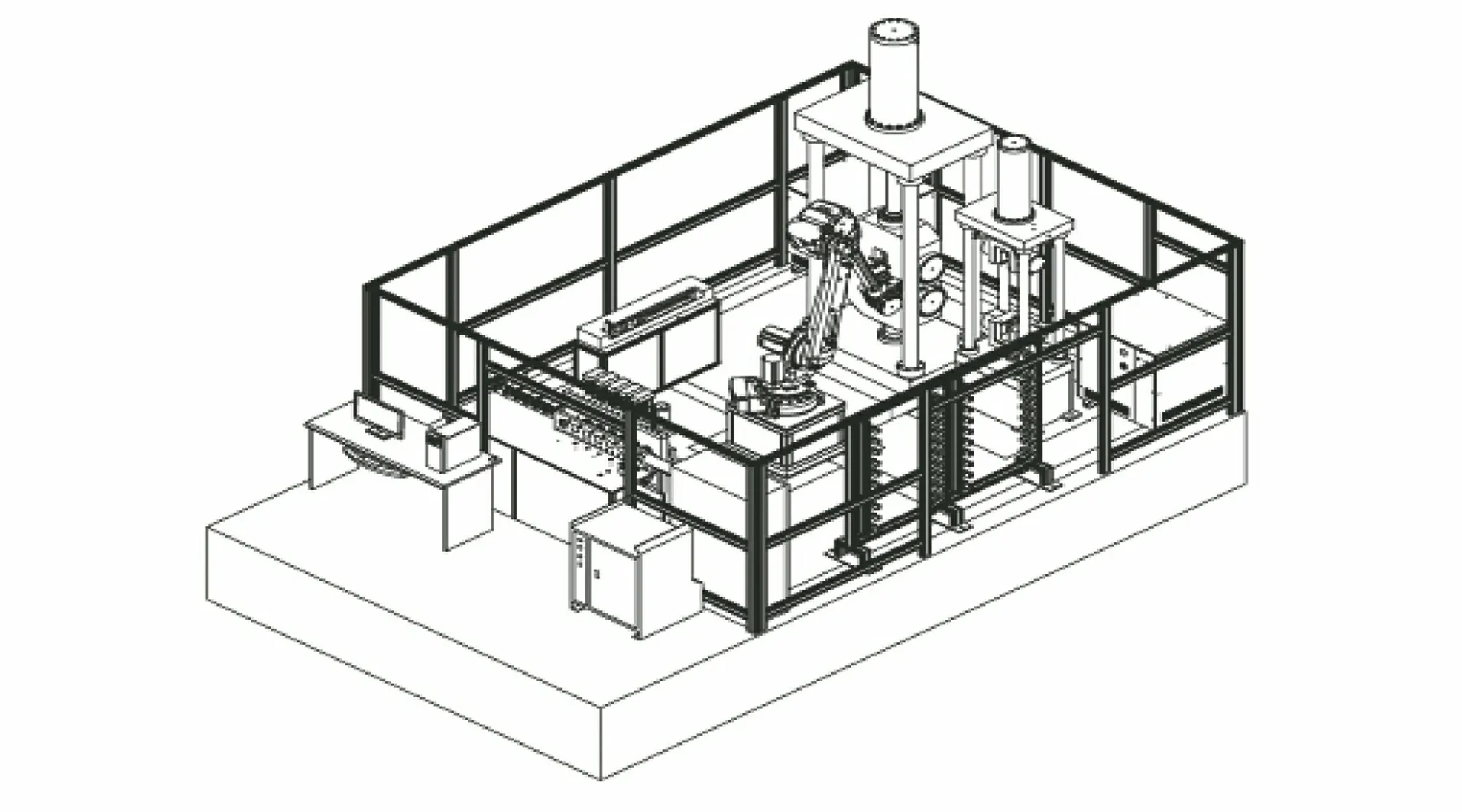
图2 钢筋力学性能自动化检测系统示意
4 结语
(1) 在对风动送样系统优化后,试样从发射端到接收端的时间达到20 s,满足该系统的设计标准,并且实现了公司内部若干条生产线实验室的整合。
(2) 该系统可以在自动上样前进行试样对中,确保拉伸过程中试样的同轴性,提高了断后伸长率检测的准确性。另外,自动化手段代替人工操作具有应变实时测量能力,真正满足精确测量屈服强度等参数的要求。
(3) 钢筋风动送样和全自动试验系统可以实现钢材试样的力学性能集中检验及钢材的全自动取样、检验、数据上传,为螺纹钢的检验开辟了新的管理方式。通过设备及人员的整合,可解决现有人员短缺与按批检验、产能提升、品种开发检验需求的矛盾,提高作业效率,降低劳动强度。
(4) 全自动试验系统可实现过程操作的标准化、测试数据的信息化,可最大化减少人为因素对检验结果的影响,提升分析质量;另外,也可改善实验室装备的技术水平。
