数控仿真软件在高校“数控实训”课程中的应用*
2022-11-17卜寿一吴明明周逸群李雨城
卜寿一 , 吴明明 , 周逸群 , 李雨城 , 周 涛
(安徽三联学院,安徽 合肥 230601)
0 引言
随着现代制造业的发展,制造技术不断革新,高等教育的理论教学体系不断完善,实践教学是当代高等教育的重要组成部分,“金工实训”作为理工科院校实践教学的一门重要课程,越来越受到重视。“金工实训”课程是高校培养学生创新精神和实践能力的重要环节,能够提升学生的综合素质水平,作为高校人才培养中主要的实践教学环节,起着其他课程无法替代的作用。其中“数控实训”课程教学受到安徽三联学院的高度重视。“数控实训”课程是一门将理论知识与实际操作相结合的课程,“数控实训”课程开展的前提是学生已经掌握数控车床结构、数控工艺、编程等理论知识,“数控实训”课程的主要任务是训练学生根据图纸进行数控程序编辑、高效地操作数控机床,进而完成数控加工。为此,课题组以安徽三联学院[1]工程训练中心开设的“数控实训”课程为例,对给定的工艺品零件图进行零件图工艺分析、确定装夹方案、确定加工顺序和进给路线/走刀路线、刀具选择、切削用量选择、建立加工坐标系、确定各点坐标然后进行数控程序编程,然后利用数控仿真软件[2-3]进行数控车床加工模拟,再将所编程序输入设备并操作数控机床,进而完成数控加工。
安徽三联学院“数控实训”课程的教学模式是以指导老师示范性教学、学生再进行实践操作的模式,即由负责“金工实训”课程的指导教师进行统一的授课、讲解、演示设备的操作使用,手把手进行教学,在掌握了设备的操作技能后,让学生自行操作设备、完成相应作品的加工、制作。安徽三联学院开展工程训练课程目的是培养学生将理论知识与实际操作相结合的能力。在整个实训课程中,学生需要在掌握数控理论知识的前提下,学习数控车床及数控仿真软件的操作流程及使用方法,并且在整个实训过程中需要反复进行操作训练,直到最终能自行操作设备,完成相应作品的加工、制作。学生通过对车床的实际操作,可以更好地理解数控理论知识。
1 课程教学内容
安徽三联学院“数控实训”课程的教学内容包括设计零件图、零件图工艺分析、确定装夹方案、确定加工顺序和走刀路线、刀具选择、切削用量选择、建立加工坐标系、确定各基点坐标,然后进行数控程序编程,再利用数控仿真软件进行模拟数控车床加工模拟,最后将所编程序输入广州数控GSK980TD数控车床并操作数控机床,进而完成数控加工。在编制工艺品的车削加工程序中,要求学生熟练地运用G00(快速定位)、G01(直线)、G02/03(圆弧)、G70(精加工循环)、G73(复合形状粗车循环)、G92(简单螺纹循环)指令。
1.1 设计零件图
设计工艺品的数控车床加工零件图[4],安徽三联学院“数控实训”课程的课程内容为轴类零件工艺品的加工[5-6],教学中使用CAD软件进行制图[7-9],其加工图样如图1所示。

图1 工艺品零件图
1.2 零件图工艺分析
确定加工工艺品零件图后,需要进行零件图工艺分析。该零件表面由内外圆柱面和外螺纹等表面组成,零件结构形状设计合理。尺寸标注完整,符合数控加工尺寸要求,并且轮廓描述清楚完整。加工过程中,对于图样上给定的尺寸,全部取基本尺寸即可。零件材料为铝质棒料,材料选择铝质棒料:Φ50 mm,切削加工性能较好,无热处理和硬度要求。程序编辑和实际加工都按照从右到左的顺序进行。
1.3 确定装夹方案、加工顺序及走刀路线
左端采用三爪自定心卡盘定心夹紧,如图2所示。确定装夹方案后需要立即确定车床加工顺序及走刀路线。加工顺序按照由内到外、由粗到精、由近到远的原则确定,并且在一次装夹中尽可能加工出较多的工件表面,结合本工艺品的结构特征,设计走刀路线如下:可先从右到左使用G73指令进行粗车加工外圆表面,然后从右到左使用G70指令进行精车加工外轮廓表面,接下来使用G92指令进行车削螺纹,最后进行切断,走刀路线如图3所示。

图2 工艺品加工装夹方式

图3 外轮廓加工走刀路线
1.4 刀具选择
车端面及车轮廓选用力锋数控93°外圆车刀,车削螺纹选用SER外螺纹车刀,切断选用宽4 mm切断刀。刀具选用如表1所示。

表1 加工刀具选用
1.5 切削用量选择
数控加工[10]的切削用量如表2所示。
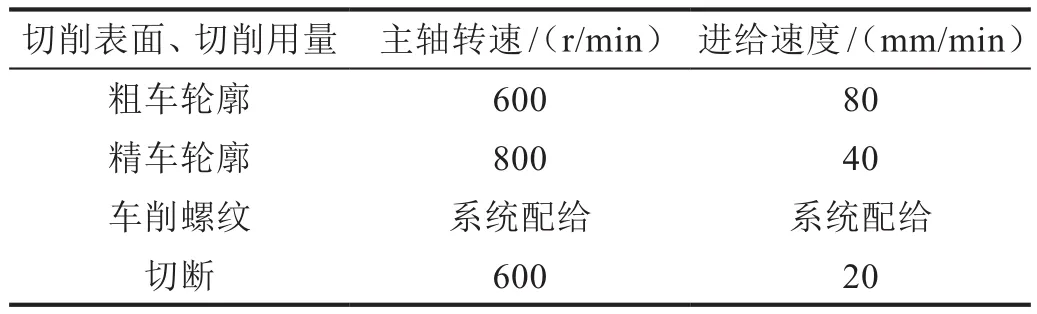
表2 加工切削用量
1.6 建立加工坐标系
数控编程是根据走刀路线及轮廓基点,然后运用编程指令对零件的加工程序进行编制。所以拿到图纸后必须给零件图建立坐标系,将图形中所有的基点找出,并求出每个基点的对应坐标。建立工件坐标系即编程坐标系时,首先需要确定工件原点即编程原点,然后以工件原点为坐标原点建立一个Z轴和X轴的直角坐标系。其中Z轴方向为与机床主轴轴线平行的方向,X方向为垂直于主轴线的方向。所以确定建立工件坐标系如图4所示。
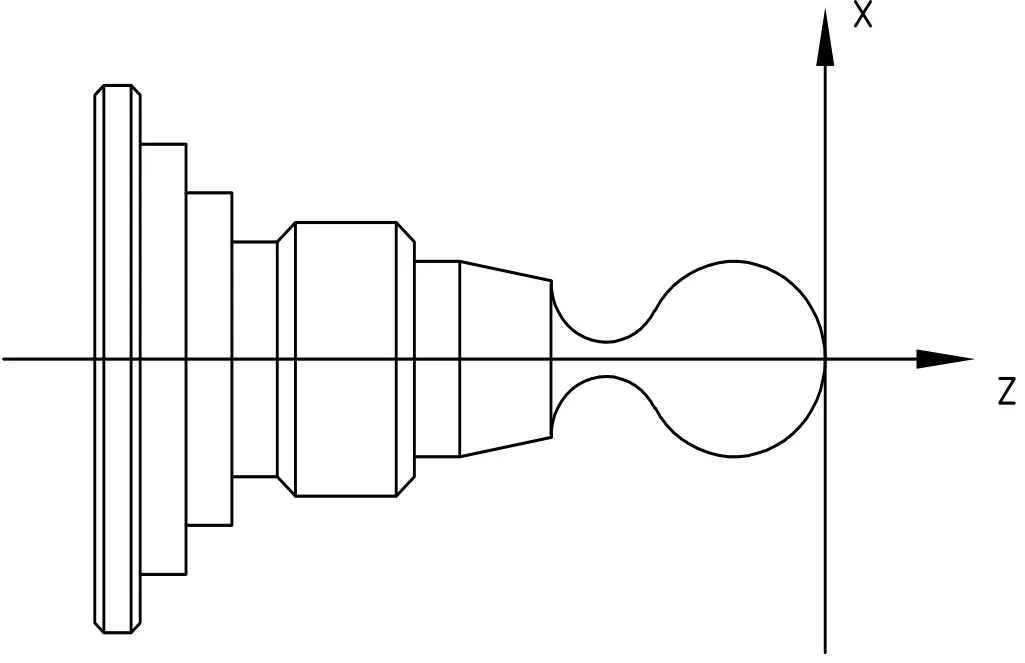
图4 工件坐标系的建立
1.7 数控程序编程
在完成工艺分析,确定装夹方案,确定加工顺序和走刀路线,刀具选择,切削用量选择,建立加工坐标系,确定各基点坐标后,结合广州数控GSK980TD数控系统编程要求,完成数控程序编程,程序内容如图5所示。

图5 数控程序内容
1.8 数控仿真
将所编程序输入数控仿真软件,并且完成刀具选用、对刀刀补等设置,最终得出仿真模型,所得仿真模型与所设计零件图相符,所编程序可以用于广州数控GSK980TD数控车床上进行实际操作。数控仿真软件选用刀具图如图6所示,数控仿真软件对刀刀补如图7所示,数控仿真软件加工所得仿真模型如图8所示。

图6 数控仿真软件选用刀具图

图7 数控仿真软件对刀刀补
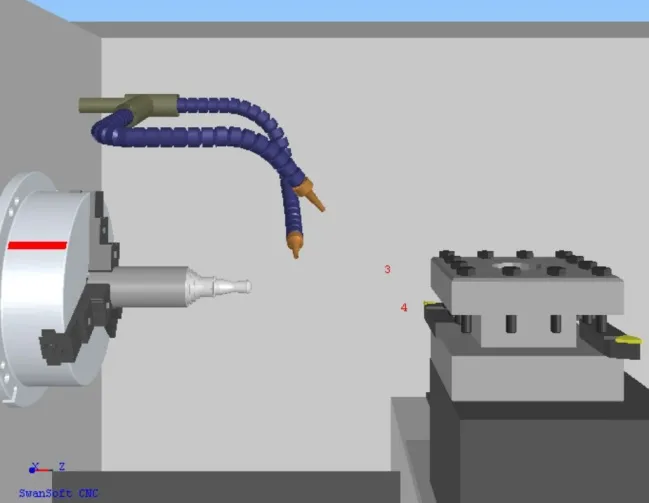
图8 数控仿真软件加工所得仿真模型
2 加工实物图
将所编程序输入设备,并操作数控机床,进而完成数控加工。实训中将所编程序输入广州数控GSK980TD数控车床,得到车床刀路轨迹镜像如图9所示。通过操作数控车床,运行图5所述加工程序得到零件车削结果实物,加工实物图如图10所示。

图10 加工实物图
3 结论
在整个实训过程中通过编程、仿真模拟及实际操作,可以很好地培养学生将数控理论知识与实际操作相结合的能力,最终完成工艺品的加工。
