DWC表面处理对热轧钢板性能的影响研究
2022-11-12石发才
石发才
(山西太钢不锈钢股份有限公司,山西 太原 030003)
材料是人类进化史的里程碑,是现代文明的重要支柱,是发展高新技术的基础和先导[1]。钢铁原料在地壳中储量多、能实现无限循环再生利用、综合性能优良。此外,钢铁冶炼、加工技术历史悠久,且已被人们熟练掌握,并被广泛应用于制造业的各个领域。然而,钢铁作为材料在应用中也有薄弱的一面,那就是在自然环境中与空气接触易发生锈蚀。钢质零部件在应用中如没有一定的防护措施,其寿命会大大缩短。因此,采用什么方式防护,防护时钢的表面达到什么样技术要求,这种表面要求是通过什么样的技术达到,这种技术在实际生产中的质量和效率如何等都是科技人员面临的重要课题。在日常生活中,交通运输中使用的汽车、火车、船舶,能源保供中输送介质的各类传输管道,电气工程中各种机电设备和家用电器等都通过涂镀的方式来防护钢质零部件。涂镀前需对钢板表面氧化物进行必要的预处理(清理),常见的预处理法分为化学法和物理(机械)法两大类。化学处理法指酸洗,优点是处理后表面粗糙度小、附着性好、防腐性优良等,但缺陷也很明显,其生产成本高、废酸废水会污染环境。物理处理法有抛丸,其优点是处理后的表面粗糙度适中、成本低、污染小,但缺点是处理不均匀,有时去除不彻底,对钢板表面还有一定硬化等影响。近年来,也开发出新的技术和处理模式,如SCS研磨技术、EPS湿喷技术和DWC(Dry Wet Wombination)干湿结合法等,一定程度上克服了抛丸存在的缺点,处理后钢材表面粗糙度大小和一致性都得到改善,环境污染和人员受伤害等问题均得到彻底解决[2]。其中SCS技术和EPS技术也有文章介绍过,本文重点介绍采用DWC法对钢板性能影响程度进行检测和分析,为工程设计人员合理选用该法和材料加工人员了解掌握其特性提供一定的依据。
1 实验材料
实验材料选用牌号为610L的汽车车架用钢,检测其强度、塑性、冷弯、粗糙度和耐腐蚀性,从规格为6 mm×1 780 mm×C mm(厚×宽×长,下同)钢卷上截取样品。硬度检测选用牌号为Q235R、规格为10.0mm×1 500 mm×C mm钢卷上截取的硬度样品,以便于测试由表层及心部方向上显微硬度值的变化情况。
2 实验方法及结果分析
2.1 硬度
对上述几种预处理方法机理分析可知,化学法酸洗由于处理中不会有机械力作用在钢板表面上,表面不产生硬化等现象。而物理法中抛丸、SCS技术、EPS技术在很多文献研究分析过,由于采用机械力去除氧化物,会在钢板表面产生一定程度硬化,因此本文不再累述,只针对DWC法处理对钢板表面影响程度进行检测分析。
由于DWC法对钢板表面造成的硬化非常小,不能用普通硬度计来测量,而采用自动维氏硬度计(型号LV700AT)测量显微硬度(HV)。选用牌号Q235R、厚度为10 mm的钢板进行测试,分别从原始热轧板和DWC法处理板截取金相试样,而后进行对比,每间隔1.0 mm测试1个点硬度,共计6个点,选点从钢板表层、再到1/4厚度、最后到1/2厚度(钢板心部)进行选取,如下页图1所示。对两种状态的钢板上对应点硬度情况对比可知,不同位置上均有一定程度的硬化,且表层硬化程度较大,差值在15左右,其他点均在10以内,如下页图2所示。若将这种硬度差值换算成强度值,与相对材质本身强度相比,该强度可忽略不计,因此,DWC法处理后对钢板成型性影响非常微小。
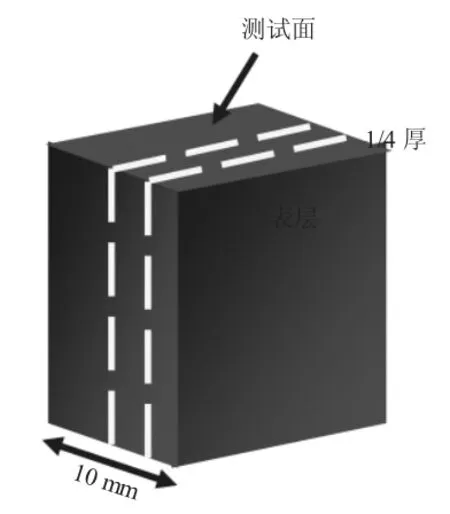
图1 硬度检测试样
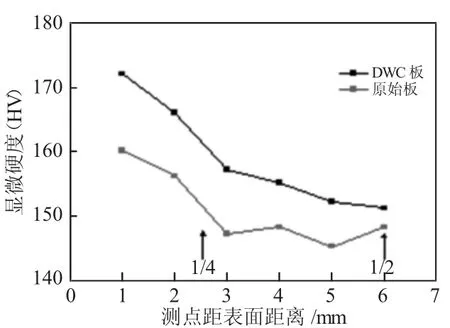
图2 硬度值曲线示意图
2.2 粗糙度
用型号为TR210的粗糙度仪测量不同表面处理样品的Ra值,以对比说明DWC处理对样品的表面粗糙度的影响。
为了更直观了解DWC法处理后表面粗糙度的情况,将它与几种常见表面处理法的粗糙度进行对比,结果如表1所示。
表1 热轧钢板经不同方法处理后的粗糙度
由表1可知,酸洗法粗糙度波动虽小,但分布较分散,不适合一些高端领域的涂镀要求,较依赖钢板原始表面质量水平,这与其处理机理是化学反应有关。如果处理前钢板表面已存在麻坑和腐蚀点,这些缺陷在酸液作用下不但无法改进原形貌,甚至还会因缺陷处更易腐蚀,使得缺陷深度变大而变得更明显,导致整个表面粗糙度分散。SCS技术、EPS技术处理后粗糙度波动小,相对集中、一致,同时处理过程绿色环保,但效率较低。DWC法克服了效率低的问题,同时又保证了粗糙度分布集中、一致。而抛丸法因其粗糙度较大且适用性差在逐渐被淘汰。
2.3 强度和塑性
为了研究DWC法对钢板强度和塑性的影响,在牌号为610L、规格6 mm×650 mm×650 mm钢板上截取纵横向各2条拉伸试样毛坯,对其中2条不同方向毛坯进行DWC处理,粗糙度达到2.0 μm后,再把4条全部加工成板材拉伸试样。试验是在型号Zwick/Roell 300 kN的电子拉伸试验机上进行,试验结果如表2所示。
由表2可知,DWC法对钢板强度和塑性影响不明显。

表2 试样力学性能
2.4 冷弯
在批量冷弯检测中,个别试样的弯曲面曾出现类似“橘皮”状现象,如图3所示,给加工方带来一定困扰。为确认冷弯样外表“橘皮”状是否为微裂纹,对试样冷弯面进行了金相观察(金相显微镜型号DM4000M/DMI3000M),分析是否有裂纹源存在及其扩展方向。为了方便对比,取弯曲面(变形区)代表受力面(有橘皮),取远离冷弯的直面代表未受力面(未变形区),如图4所示,标记处为两个对比点。
图3 冷弯试样外观橘皮状现象

图4 微观组织对比点示意图
图5是显微镜下未腐蚀前弯曲面和直面微观对比形貌,弯曲面表层出现明显起伏状现象,是外力作用下表面金属滑移造成的,并非裂纹形貌,因直面和弯曲面均不存在裂纹源,且有进一步扩展现象。
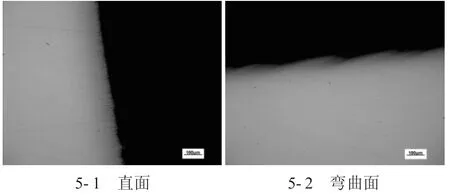
图5 显微镜下形貌特点(试样未腐蚀前)
图6为显微镜下腐蚀后弯曲面和直面组织特点,从图6可知,弯曲面和直面显微组织无明显差别,均属于该材质正常组织。
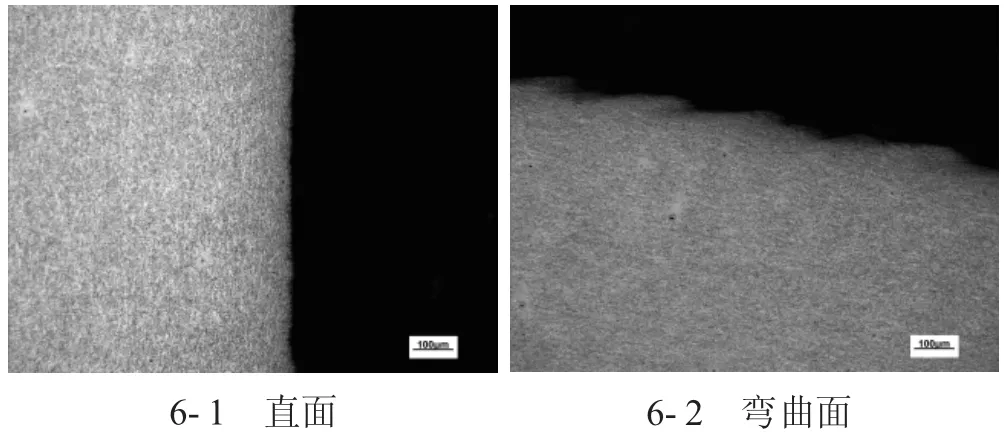
图6 显微镜下组织特点(试样腐蚀后)
为进一步确认“橘皮”状表面是否为微裂纹,对相同条件下2个弯曲试样中其中一个进行进一步弯曲,由原来标准要求d=d继续弯曲至d=0,试样外表面未发现裂纹出现,仍然为“橘皮”状,也无扩展的趋势。冷弯在型号BWP-1000/BWP-50弯曲试验机上进行。如下页图7所示,虚线框中试样做进一步弯曲。假如先前试样表面“橘皮”是微裂纹,冷弯至d=0时裂纹会出现扩展,因此可看出,这种“橘皮”还具有一定钝化效应,阻止了“橘皮”继续长大。
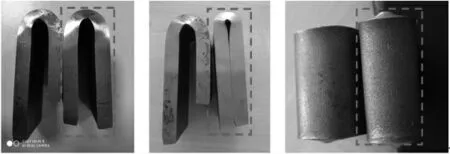
图7 弯曲试验对比
通过以上两个对比检测可看出,冷弯试样上“橘皮”属于在外作用下表面金属正常滑动现象,非冷弯裂纹,也不会造成加工变形开裂。
2.5 耐蚀性
材料加工和设计人员除了关注DWC法处理后物理性能是否发生变化外,还应关注处理后钢板在运输、储存过程中的耐蚀性如何变化。为了消除这方面的疑虑,以耐蚀性较好的酸洗涂油钢板作为参考物进行了对比,图8为两种钢板的外观对比,图中左为酸洗涂油板,右为涂防锈剂DWC板。从外观看,酸洗板由于涂油原因表面发暗且有一定纹路存在,而DWC板表面较亮,且颜色较均匀。
图8 酸洗涂油板(左)和涂防锈剂DWC板(右)外观对比
图9、图10是暴露在室外大气环境下各钢板试样的锈蚀情况,图中从左至右依次为A厂、B厂、C厂的涂油酸洗板、涂防锈剂DWC板和原始热轧板。从1~30 d的酸洗板和WDC板耐蚀性相当,耐腐蚀性最好的是带氧化皮的热轧板,可见氧化皮也具有一定的阻断空气接触而防锈的能力,同时上述状态的钢板均满足国内用户运输、储存要求。

图9 暴露大气环境中第1天

图10 暴露大气环境中第30天
3 结论
1)DWC干湿结合法是一种高效去除热轧板表面氧化物,获得稳定、粗糙度一致、高质量无污染产品的处理方法。
2)DWC干湿结合法对钢板表面的硬化可忽略不计,对成型性无影响,冷弯表面的“橘皮”为外力作用下金属正常滑动现象。
3)DWC干湿结合法处理中涂在表面的防锈剂具有较高防锈能力,完全满足用户运输和储存的要求。