气雾冷却在热轧实验轧机上的应用
2022-11-05张芳芳
张芳芳
(山东工业职业学院,山东 淄博 256414)
1 前言
近年来,随着汽车业、建筑业的发展,用户对以热轧产品为原料的最终产品的组织性能提出了更高的要求,使得追求钢铁质量和开发新品种成为我国钢铁行业发展的重中之重。对于热轧带钢而言,轧后控制冷却对组织性能起着关键性作用,因为冷却速度的快慢直接影响带钢内部的晶相转变及卷取温度的高低。热轧生产线上的冷却装置多以层流冷却装置为主,但是该冷却装置在冷却带肋钢筋时,会对钢材质量有一定程度的影响,钢材表面也会形成马氏体或回火马氏体等对焊接有害的组织。鉴于此,本热轧试验轧机配置了在线气雾冷却装置。汽雾冷却技术是法国BERTIN 公司开发研制的专利技术,DAVY-CLECIM 公司具有独家生产许可证。第一条生产线在法国GTS厂,第二条生产线在韩国浦项POSCO2#厚板厂[1]。
2 气雾冷却的换热原理
气雾冷却是利用高压空气使水雾化,高压水和高速气流一起成雾状喷向高温钢板使钢板冷却的方式。图1为气雾冷却装置示意图,从图1可以看出:气雾冷却装置的上下集管分别有两个管道分布在控冷区间两侧,一个管道输送冷却水,另一个管道输送压缩空气。气雾冷却装置采用中心进水,两壁进高压空气的策略,喷嘴使用高位水塔供水,水压恒定。
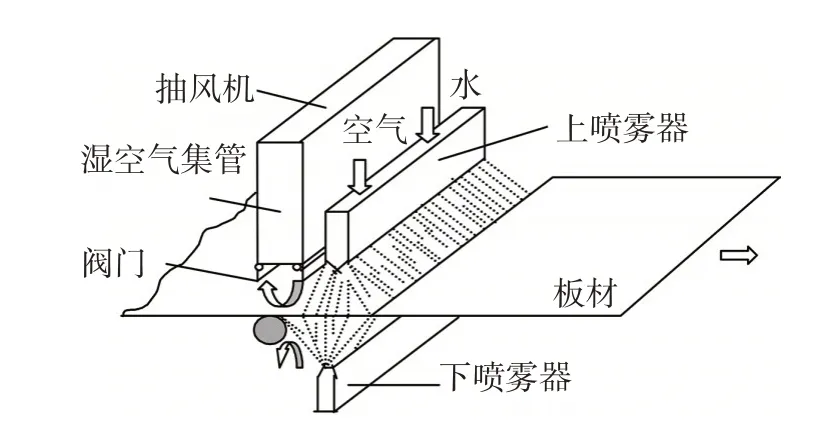
图1 气雾冷却装置示意图
气雾冷却过程中,通过调整喷嘴的压力或水流量,将形成的雾滴以一定速度喷射到钢板上,雾滴在钢板表面逐渐积累形成液膜,因此,该过程的换热形式是沸腾换热。根据Nukiyama等人的研究[2],结合图2 中饱和水在高温钢板上沸腾的典型曲线可知[3],气雾冷却换热形式属于部分过渡沸腾换热+稳定膜态沸腾换热。根据文献分析可知[4],气雾冷却大部分换热过程属于稳定的膜态沸腾换热。

图2 饱和水在水平加热面上沸腾的典型曲线
3 气雾冷却装置的冷却能力
由于气雾冷却装置的结构由压缩空气和冷却水两部分构成,因此可以实现冷却速率在较大范围内可调。在不使用风机的情况下,即单独开启集管即可实现弱水冷;若将风机单独打开便可实现风冷;若将风机和集管同时打开便可实现气雾冷却。因此,该设备可以单独实现风冷、弱水冷和喷雾冷。由于喷雾比较均匀,钢板的上下表面均采用喷雾冷却方式,钢板的冷却均匀性将得到很好的保证。
3.1 气雾冷却装置的水流量确定
不同的冷却速率对产品性能有很大的影响,而冷却水流量对冷却速率起到决定性作用。因此,需要对每组集管进行标定。该气雾冷却集管喷嘴为等间距排成一列,有效冷却区长度为0.45 m,宽度为0.13 m,整个冷却区共有9 组集管。根据流量标定曲线的原理,绘制气雾冷却装置的开口度-流量曲线,如图3所示。图中数字1~9表示9组集管的开口度-流量曲线。
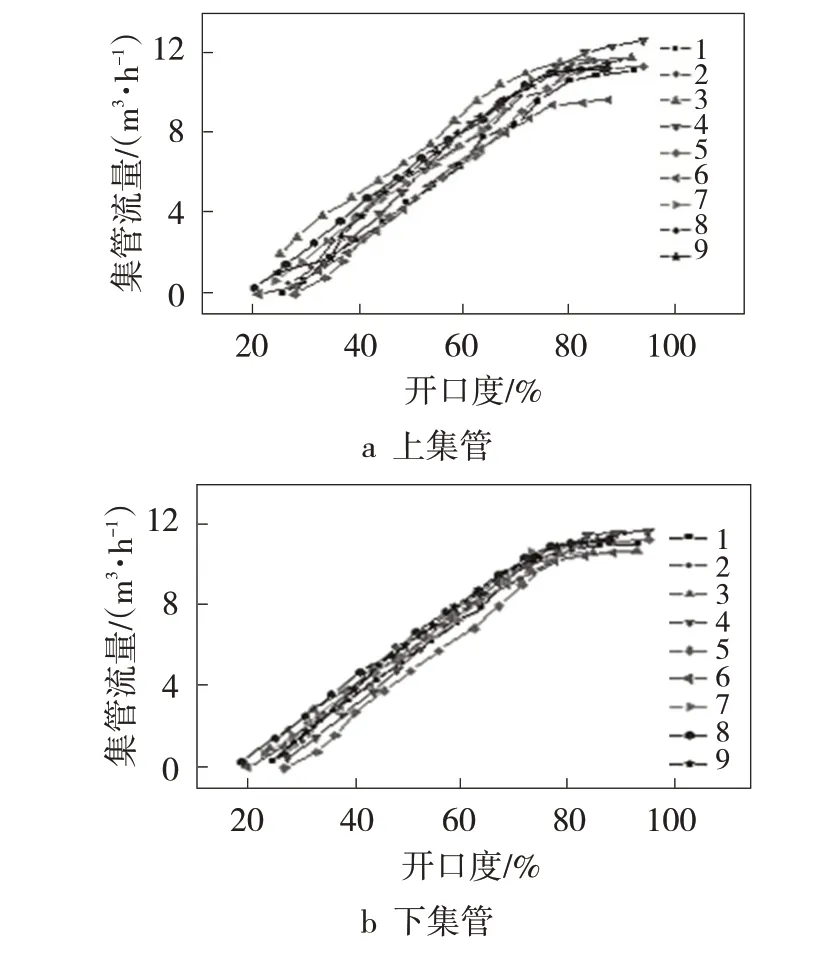
图3 气雾冷却装置集管流量曲线
从图3 可以看出,虽然集管的喷嘴结构相同,但是相同开口度对应的流量也不相同。从开口度-流量曲线的趋势中可以看出,尽管相同开口度对应的流量不同,但是在集管开口度20%~60%范围内开口度-流量曲线成线性变化,这也是气雾冷却装置使用的流量范围。
3.2 气雾冷却设备实测冷却速率
从冷却装置的结构可以看出,气雾冷却装置的供水系统和层流冷却装置的供水系统并无太大区别。但是气雾冷却和层流冷却的最大区别在于层流冷却装置的冷却水是连续的、不断流的,而气雾冷却的冷却水可以断流,所以,气雾冷却使用的水量范围比层流冷却的水量小。
从气雾冷却设备的原理和换热基本原理可知,若气雾冷却的水流量太大,压缩空气不足以将冷却水打成雾状,因此气雾冷却的流量不会太大,其冷却能力范围介于空冷和层流冷却之间。为了测试该实验轧机的冷却能力,采用最大水流量及最小水流量分别对厚度为10、20、30 mm的钢板进行冷却,其冷却能力范围如表1、表2 所示。将其绘制成冷却速率-厚度曲线,如图4所示,图中阴影部分为气雾冷却技术的冷却能力范围。

表1 气雾冷却装置的最大冷却速率

表2 气雾冷却装置的最小冷却速率
由于气雾冷却的冷却速率对钢板的组织性能产生很大的影响,而且掌握设备的冷却速率对今后实验有重要的指导意义。根据表1、2 绘制气雾冷却模式的冷却速率-厚度曲线,如图4 所示。曲线中阴影部分为气雾冷却装置的冷却速率范围,在该范围内冷却速率连续可调。

图4 气雾冷却模式的冷却速率-厚度曲线
4 气雾冷却装置冷却模式的应用
随着国民经济的发展,钢铁材料的综合性能不断提高,对热轧后的冷却提出了更高的要求,其中气雾冷却是模具钢在线淬火的最佳选择[5]。计算机技术和高精度的控制技术加速了气雾冷却技术的推广应用,其冷却策略也不再单一。根据现场设备的冷却能力将气雾冷却系统分为前段主冷模式、后段主冷模式、稀疏冷却模式等3种冷却策略。
4.1 前段主冷模式
钢板需要在高温区快速降温冷却时采用前段主冷模式。此时,根据气雾冷却模型计算出到达终冷温度所需开启的集管组数,由起始阀门开始,沿控冷方向依次将所需的阀门打开,实现前段主冷模式。前段主冷的集管分配如图5所示。
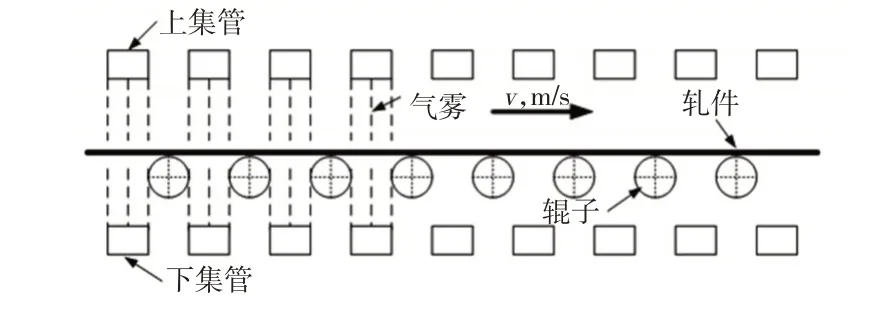
图5 前段主冷模式示意图
4.2 后段主冷模式
钢板在低温区快速降温时采用后段主冷冷却模式。控制系统将出口区第一组集管作为起始阀门,根据气雾模型计算出所需冷却区长度来确定打开阀门的组数,由起始阀门开始,沿与控冷方向相反的方向依次将所需的阀门打开,实现后段主冷控制模式,集管开启状态如图6所示。

图6 后段主冷模式示意图
4.3 稀疏冷却模式
当钢板在不同温度段需要不同的冷却强度时,可采用按组冷却和按组空冷的交替冷却模式,即稀疏冷却模式。由于气雾冷却的冷却能力较低,可将2 个集管组为一个控制子区。采用稀疏冷却模式时,根据模型算出的所需冷却长度的计算结果,来确定所需的控制子区数以及每组集管的流量值,起始阀门根据实际情况而定,其集管开闭状态见图7。
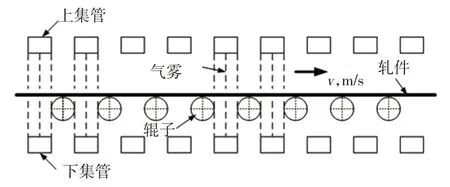
图7 稀疏冷却模式示意图
由气雾冷却策略定义可以看出,前段主冷模式在前段的冷却速率较大,后段主要以空冷为主;后段主冷模式在前段主要以热辐射进行热交换,其冷却速率在后段较大;而稀疏冷却的冷却速率在整个冷却区成线性变化。不同冷却模式的钢板温度随时间的变化曲线如图8所示。

图8 不同冷却策略下的温度-时间曲线
5 结语
结合某高校热轧实验项目,在学习研究气雾冷却理论知识的基础上,着重以冷却装置为研究对象,确定了气雾冷却装置的冷却能力并进行产品试制试验,并得出以下结论:(1)通过反复测试并结合流量标定原理绘制出各集管的流量-开口度曲线,为气雾冷却模型提供基本的水系统能力参数,并确定了冷却水的最大流量为146 m3/h。(2)实验测得气雾冷却模式条件下的最大和最小冷却速率,绘制了冷却速率范围曲线,对于厚度为10 mm的钢板,9组集管全部投入使用时的最大冷却速率为61.2 ℃/s,最小冷却速率为11.5 ℃/s,可实现冷却速率在一个较大范围内连续可调,满足新钢种开发的需求。(3)根据冷却装置结构特点及冷却能力,获得了3种不同的冷却策略,即前段主冷模式、后段主冷模式和稀疏冷却模式,可满足不同钢种冷却的需求。