13MnNi6-3低温镍合金钢板焊接性能与组织研究
2022-11-05董玺强杨海峰郝文强
董玺强,王 川,杨海峰,于 浩,郝文强
(日钢营口中板有限公司,辽宁 营口 115000)
1 前言
随着我国低温条件下能源生产及存储设备制造行业的发展,对耐低温钢材的需求不断增加。目前能源行业-60~-196 ℃温度条件下使用的材料多为Ni系低温钢,Ni元素含量0.5%~9%[1-3]。国内建造大型低温丙烷储罐一般采用13MnNi6-3材质,在钢板成型和焊接过程中产生的应力集中和残余应力促使裂纹进一步扩展,最终造成脆性断裂,因此,要求钢板在-60 ℃温度下具有良好的强度和低温韧性,同时还具备稳定的工艺性能和可靠的焊接性[4-6],以保证低温储罐长期服役的安全性。
本文对13MnNi6-3钢板焊接后的拉伸性能、冲击韧性,以及模拟焊后性能和组织进行研究,为钢板的加工应用提供数据参考。
2 试验方法
试验选用厚度30 mm的13MnNi6-3钢板,其力学性能要求如表1 所示,化学成分如表2 所示。焊接试板取向为钢板横向对接焊,坡口型式按GB 12337—2014 附录C 的规定加工成不对称X 型,如图1 所示。焊接采用埋弧自动焊,焊材为K Flux 10.62,焊剂为OK Autrod 13.49。焊前预热温度100 ℃,焊接电流为450~500 A,焊接电压为31~35 V,焊接速度为45~50 cm/min,焊接层间温度控制在150±20 ℃范围内,焊接线能量控制在22~25 kJ/cm范围内。

表1 钢板力学性能

表2 化学成分(质量分数)%

图1 试样示意图
3 结果与分析
3.1 焊接接头拉伸性能和弯曲性能检测结果
按NB 47014—2011《承压设备焊接工艺评定》的要求,对上述焊接工艺焊接的30 mm厚的钢板焊接接头进行拉伸和侧弯性能试验。试验结果见表3。

表3 焊接接头(焊态)拉伸试验与弯曲试验结果
3.2 冲击性能检验结果分析
钢板具有良好的韧性,可保证工程结构在服役条件下避免突发脆性断裂,从而保证构件的安全性。13MnNi6-3 钢是在-60 ℃环境下使用的镍系低温钢,要求钢板焊接后同样具有良好的低温韧性,防止发生低温脆断。从试验的13MnNi6-3焊接接头取样,分别在焊缝中心和热影响区(熔合线+3 mm)位置加工1 组10 mm×10 mm×55 mm 的夏比冲击试样,缺口采用V型缺口,测试20~-100 ℃冲击性能,收集数据绘制KV2-T 曲线,如图2 所示。可以看出,冲击温度下降到-60 ℃后,冲击吸收能量出现快速下降趋势,-60 ℃焊缝冲击吸收能量均值在137 J,热影响区冲击吸收能量均值在198 J,钢板焊接接头具有较好的低温冲击韧性。
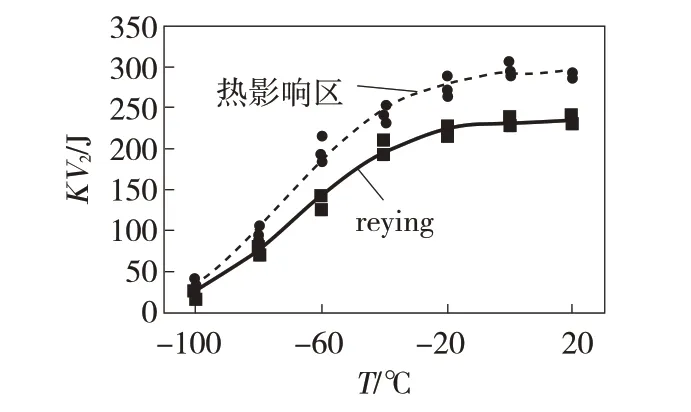
图2 焊接接头KV2-T曲线
3.3 焊接接头的韧脆转变温度检验结果分析
由冲击吸收功数据整理的KV2—温度T 曲线,焊接线能量在22~25 kJ/cm时,焊接接头的强度和韧性均能满足要求。分别按冲击吸收功及冲击试样的纤维断面率确定韧脆性转变温度并记录数据,如表4所示。其中VTE为50%上平台能所对应的温度,VTS为50%晶状断面率所对应的温度,可以看出,焊缝和热影响区的VTE和VTS均低于-71 ℃,由此进一步说明该焊接工艺的30 mm 厚13MnNi6-3钢板焊接接头具有良好的低温韧性。
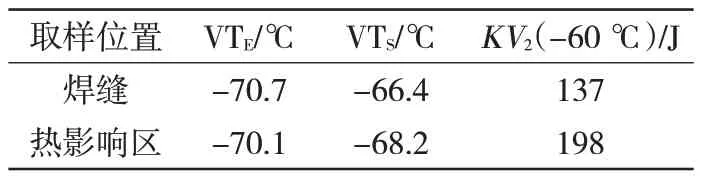
表4 焊接接头(焊态)的韧脆转变温度
3.4 焊接接头维氏(HV10)硬度试验
对钢板采用FALCON 511 型维氏硬度计进行了不同位置的硬度分析,硬度试验位置见图3。其中A 为大坡口近表层,B 为1/2 厚度,C 为小坡口近表层。为了提高准确程度,每一位置进行3个硬度测试,取其平均值,具体硬度变化趋势如图4所示。
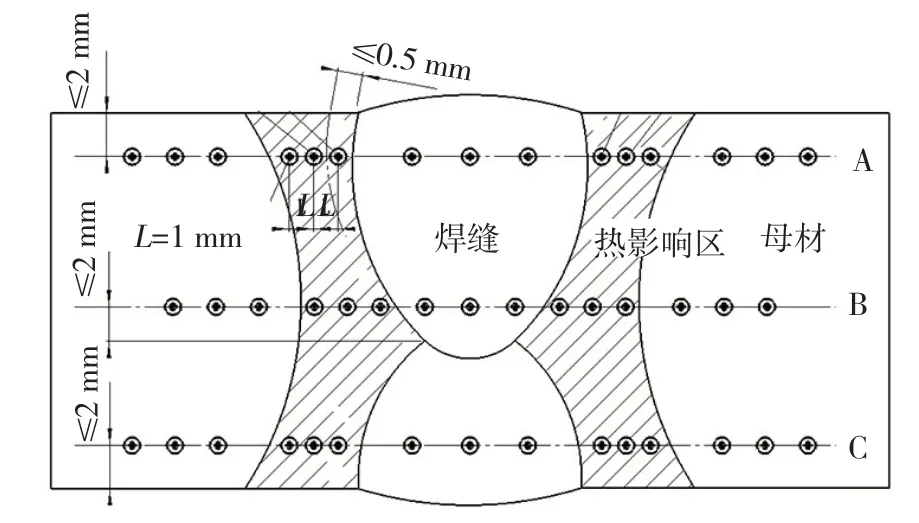
图3 硬度检测位置示意图
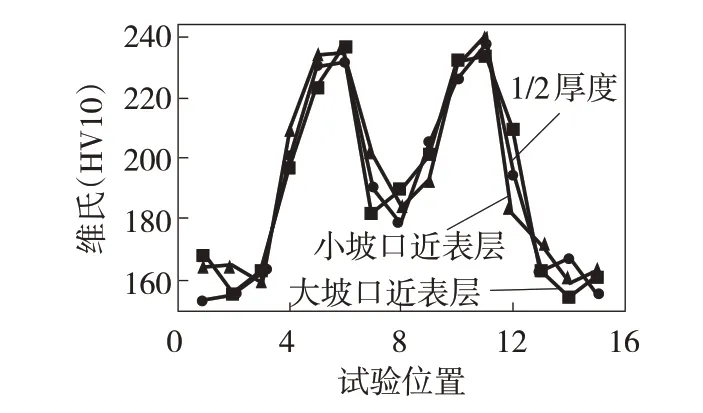
图4 焊接接头硬度趋势
为了提高精确程度,图3中每个标记位置进行3次硬度检测,取其平均值,从所得数据观察到硬度峰值主要集中在5 区、6 区、10 区和11 区且呈对称形态分布于焊缝周围,最大值为241 HV;而硬度低值主要集中在1、2、3 区及13、14、15 区呈对称形态分布于母材区域,最小值为153 HV,硬度值均可满足工程需求。其硬度趋势变化整体呈现对称性,这与取点位置对称分布结果完全符合。
4 焊接接头应力消除热处理试验
试验选用30 mm 厚的钢板,焊接预热温度为100 ℃,焊接线能量为22~25 kJ/cm,焊后立即进行250 ℃×0.5 h的消氢处理,然后进行温度为580 ℃的应力消除热处理,恒温保温时间为2 h,400 ℃以上升、降温速度均控制在50 ℃/h。按NB 47014—2011《承压设备焊接工艺评定》的要求,对焊后热处理的焊接接头进行拉伸、冷弯和冲击试验。其强度有略微的下降,但总体而言没有明显变化。
图5为冲击吸收功数据整理的KV2—温度T曲线,曲线趋势与未进行SR处理的钢板一样,-60 ℃焊缝冲击吸收能量均值在130 J,热影响区冲击吸收能量在186 J,并得出焊接接头的韧性特征值。
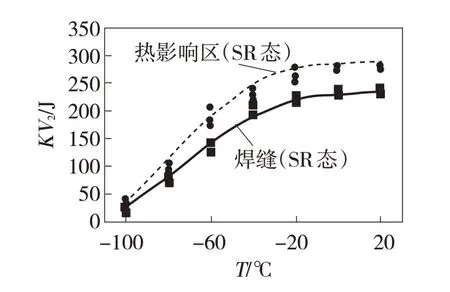
图5 焊接接头(SR态)KV2-T曲线
5 焊接接头微观组织
对采用线能量为22~25 kJ/cm 施焊的焊态和焊后SR 状态(580 ℃×2 h 热处理)焊接试板的1/4板厚处,分别进行了焊接接头不同部位的微观组织检验,如图6a~d 所示,其中焊缝区域组织为铁素体+珠光体组织,白色区域为铁素体,分为块状铁素体和少量针状铁素体;黑色区域为珠光体。块状铁素体组织粗大,晶界比较清晰;针状铁素体不规则,晶界模糊,无完整连续晶界,粒度大小不一。热影响区位置组织为多边形铁素体和珠光体组成,主要以铁素体为主,且从图6中可以看出组织相对细小均匀,这也为良好的低温韧性性能提供了良好的组织基础。经过580 ℃的SR 处理后,焊接接头焊缝与热影响区的微观组织并无明显变化。
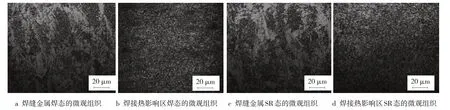
图6 焊接接头微观组织
6 结论
6.1 30 mm 厚度13MnNi6-3 钢板,采用埋弧焊焊接工艺,线能量控制在22~25 kJ/cm 时,焊接接头的综合性能优异,抗拉强度实测值536 MPa 以上,焊缝和热影响区位置-60 ℃低温冲击功均值分别为137 J 和198 J,热影响区维氏硬度值最大值为241 HV,满足工程应用要求。
6.2 对焊接接头按温度580 ℃、保温时间2 h进行SR 处理后,性能结果良好,抗拉强度仍然保持在530 MPa 以上,焊缝及热影响区位置-60 ℃低温冲击功均值分别为130 J和186 J,与未SR处理性能差异不大,说明钢板性能稳定。
6.3 焊缝区金相组织为铁素体+珠光体,铁素体的形态有块状和针状两种;热影响区位置金相组织为多边形铁素体和珠光体组成,组织相对均匀细小,经过580 ℃的SR 处理后,焊接接头焊缝与热影响区的微观组织并无明显变化。
