266nm纳秒固体激光在CH薄膜上打孔的工艺实验研究
2022-11-04齐立涛刘凤聪
齐立涛,刘凤聪
(1.黑龙江科技大学 激光先进制造研究所,哈尔滨 150022;2.黑龙江科技大学 机械工程学院,哈尔滨 150022)
引 言
CH薄膜是一种利用C、H两种元素合成的新型聚合物材料,制备方法主要包括低压等离子体化学气相沉积法[1]和射频等离子体化学气相沉积法[2]等,常被应用于激光惯性约束聚变实验的烧蚀层材料[3]、包装材料领域的阻隔材料[2]和航空航天等空间技术领域的新型润滑材料[4]等。在激光加工聚合物材料时,材料的去除机理主要包括光热蚀除、光化学蚀除、光热和光化学共同作用等[5]。紫外纳秒激光因其波长较短、单光子能量高和聚焦尺寸小等优点[6],在加工材料时,在一定条件下能够直接打断材料的化学键[7],更大程度上通过光化学作用实现材料的去除,从而获得较高的加工质量[8]。利用激光打孔技术在聚合物材料上制孔,能够克服传统机械加工中出现的精度低、效率低和孔内碎屑堆积等缺陷[9],但聚合物材料的熔点和沸点较低,加工过程中易出现热烧伤现象[10],因此,通过研究紫外激光加工聚合物材料的作用机理,找出减轻或避免热影响区问题的方法,已成为重要研究内容。为此,国内外学者做了大量研究。
SRINIVASAN等人利用193nm准分子激光对聚合物薄膜进行刻蚀研究,研究发现,193nm紫外激光可以利用光子能量破坏材料内部的化学键,同时在材料表面形成少量颗粒状碎片,并将这种现象被称为光化学蚀除[11]。SUTCLIFFE等人对紫外激光烧蚀聚合物材料的去除机理进行了研究,通过将刻蚀过程的动力学与实验参数如光子流量阈值、波长和脉宽等相结合,建立了紫外激光烧蚀聚合物材料的光化学模型,通过与实验结果进行比较发现,建立的模型能够定量预测刻蚀特性[12]。D’COUTO等人利用248nm、308nm激光进行了多种聚合物的烧蚀实验,研究发现,聚合物材料在达到烧蚀阈值之后,才会出现降解现象,依据实验结果并结合1维传热模型建立了光热蚀除模型,模型预测的蚀除率-光通量结果与实验结果一致[13]。YALUKOVA等人利用3种波长(1064nm,532nm,266nm)激光进行了热塑性和热固性聚合物的实验研究,研究发现,在1064nm、532nm波长下加工时,材料的去除机理为光热蚀除,加工区域周围会出现燃烧和烧伤现象;在266nm波长下加工时,热损伤现象显著降低。通过分析可知,使用不同光子能量的紫外激光,能够影响光化学蚀除和光热蚀除所占的比例,相互作用机制会发生变化[14]。WANG等人采用355nm波长纳秒紫外激光对聚苯乙烯材料进行了打孔实验研究,研究发现,在不同的激光脉冲能量、重复频率下,光化学蚀除和光热蚀除所占的比例不同,微孔的形成是光化学蚀除和光热蚀除共同作用的结果[15]。
综上可知,国内外学者对激光加工聚合物材料的去除机理进行了一定研究,并结合实验结果建立了包括光化学模型、光热模型等在内的各种蚀除模型。但已有的研究中,关于CH薄膜激光加工的相关研究较少,利用266nm纳秒激光进行材料加工的相关研究也相对较少。因此,本文中利用266nm纳秒固体激光进行CH薄膜打孔的实验研究,分析打孔过程中材料的去除机理和打孔的工艺规律,拟为CH薄膜的工程应用以及266nm纳秒激光的应用提供指导。
1 实验设备与方法
266nm纳秒激光打孔试验系统如图1所示。实验系统中激光器采用北京中科紫玉光电技术有限公司的Nd∶YAG全固态紫外激光器,主要性能参数如表1所示。实验中选取266nm波长激光作为加工光源,激光束能量服从高斯分布。激光束通过反射镜反射,并利用1mm的光阑对光束进行整形,最后经过50mm焦距的平凸透镜聚焦后照射到工件表面。工件放置在电脑控制的X-Y-Z加工平台上,通过控制系统调节打孔位置,工件高度和相邻孔间距等。实验中,激光脉冲能量通过调节激光器输入电流控制,激光脉冲能量数值利用OPHIR公司生产的能量计测量得到。实验在空气和常温下进行,实验后利用原子力显微镜(NT-MDT)和数字显微镜(Olympus DSX1000)检测微孔直径和微孔深度。
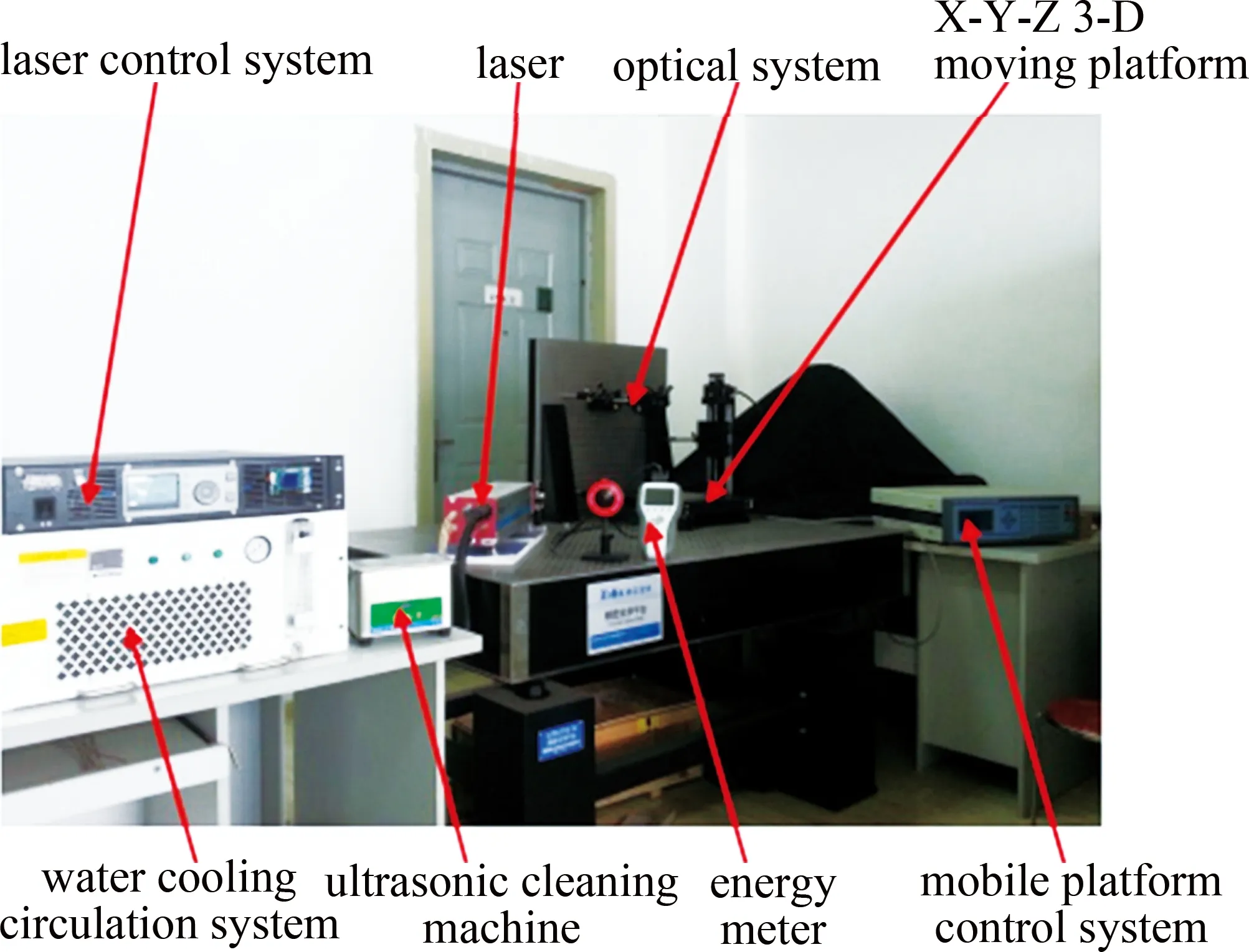
Fig.1 Photo of 266nm nanosecond solid-state laser drilling system
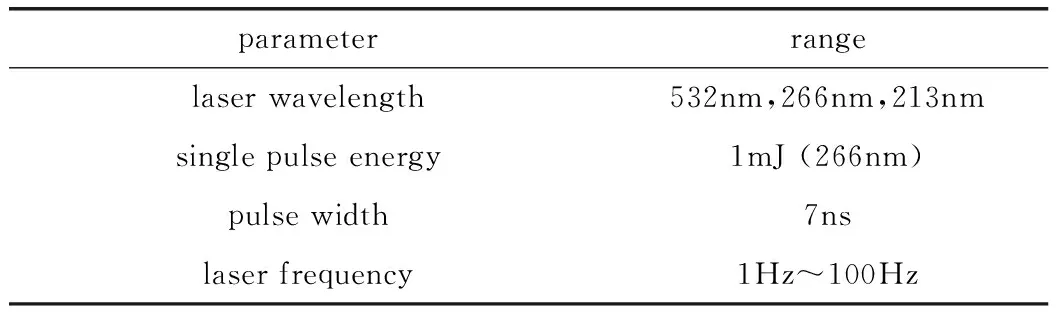
Table1 Main parameters of Nd∶YAG laser
实验样品如图2所示。样品包括两层材料,上层为CH薄膜,厚度约为50μm,下层为表面抛光后的硅片,厚度约为1mm。CH膜具有一定的透光性,表面具有部分气泡状的凸起,在显微镜下观察时,可见类似气泡凸起的存在。

Fig.2 Image of CH film sample
利用266nm纳秒固体激光对CH薄膜进行打孔实验,通过控制变量法研究各打孔参数对微孔加工尺寸的影响。因实验条件限制,实验中只考虑激光脉冲能量和脉冲数量两组参数对微孔的影响,且不考虑交互作用。实验中通过改变激光脉冲能量和脉冲数量等激光打孔参数,分别进行激光打孔的工艺实验,检测加工后的微孔直径、微孔深度和微孔表面形貌,分析激光打孔参数对微孔尺寸影响的工艺规律。通过原子力显微镜和数字显微镜检测得到的微孔表面形貌,结合激光打孔参数对微孔尺寸影响的工艺规律,分析266nm纳秒激光加工CH薄膜的材料去除机理。实验中微孔直径、微孔深度等测量参数取3次测量后所得参数的平均值。
2 结果与讨论
2.1 激光脉冲能量对微孔尺寸的影响
2.1.1 激光脉冲能量对微孔直径的影响 图3为不同激光脉冲能量下,单个脉冲打孔时微孔直径的变化趋势。由图3可见,266nm纳秒固体激光在CH膜上进行单脉冲打孔时,随着激光脉冲能量的增大,微孔直径呈现出先逐渐增大,后基本保持不变的趋势。因为激光束服从高斯分布,当激光脉冲能量较低时,光斑中心位置因激光能量密度达到材料的烧蚀阈值成功将材料去除,而光斑外围因激光能量密度不足而无法将材料去除。随着激光脉冲能量的逐渐增大,光斑中心和外围的能量密度不断增大[16],光斑外围的材料不断被去除,进而表现出微孔直径不断增大的趋势。当微孔直径接近于聚焦之后的光斑束腰直径时,由于光斑大小的限制,以及加工过程中等离子体屏蔽效应、热扩散和热对流等多方面的影响[17],微孔直径趋近于极限最大值,并维持基本不变的趋势。实验中当激光脉冲能量为0.014mJ时,微孔直径最小为26.457μm;当激光脉冲能量增大至0.202mJ时,微孔直径增大为42.663μm,随后微孔直径随激光脉冲能量增大的增大趋势变缓,并基本保持不变;当激光脉冲能量为0.326mJ时,微孔直径最大为43.083μm。
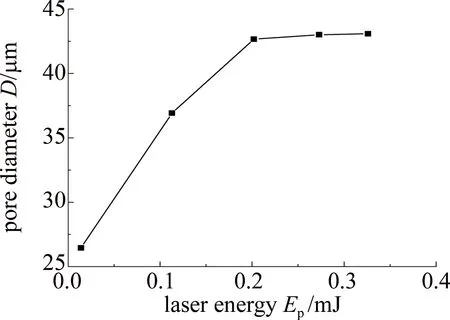
Fig.3 Diameters of the microholes under single pulse drilling at different laser pulse energies
2.1.2 激光脉冲能量对微孔深度的影响 图4为不同激光脉冲能量下,单个脉冲打孔时微孔深度的变化趋势。由图4可见,266nm纳秒固体激光在CH膜上进行单脉冲打孔时,随着激光脉冲能量的增大,微孔深度呈现逐渐增大的趋势,且增大趋势逐渐减缓。这是因为当激光脉冲能量增大时,激光能量密度增大,单位时间和单位面积内材料吸收的激光能量增多,能量传递效率增加,更多的材料被烧蚀去除,微孔深度逐渐增大[18]。但是随着微孔深度不断增大,一方面由于材料内部的能量扩散范围有限,另一方面由于等离子体屏蔽效应和激光持续时间较短等因素的影响,微孔深度的增大趋势逐渐变缓。实验中当激光脉冲能量为0.014mJ时,微孔深度最小为0.756μm;当激光脉冲能量为0.326mJ时,微孔深度达到最大为1.410μm。

Fig.4 Depth of microholes under single pulse drilling at different laser pulse energies
2.2 激光脉冲数量对微孔尺寸的影响
2.2.1 激光脉冲数量对微孔直径的影响 图5为激光脉冲能量分别为0.017mJ,0.034mJ和0.098mJ时,不同激光脉冲数量下,微孔直径的变化曲线,图中激光脉冲数量无单位。由图5可见,当脉冲数量在5~50范围内时,随着脉冲数量的增加,微孔直径不断增大,当脉冲数量达到50之后,增大趋势变缓。这是因为随着脉冲数量的增加,激光对材料的作用时间增加,加工区域吸收了更多的激光能量,从而使更多的材料被烧蚀去除,微孔直径逐渐增大。但是由于聚焦之后光斑直径的限制,能量扩散不足以将微孔边缘更多的材料烧蚀去除,故微孔直径增大趋势变缓[19]。实验中当激光脉冲能量为0.017mJ、脉冲数量为5时,微孔直径最小为26.742μm;当激光脉冲能量为0.098mJ、脉冲数量为100时,微孔直径达到最大为45.090μm。

Fig.5 Diameter of microholes under different number of laser pulses
2.2.2 激光脉冲数量对微孔深度的影响 图6为激光脉冲能量分别为0.017mJ,0.034mJ和0.098mJ时,不同激光脉冲数量下,微孔深度的变化曲线。由图6可见,随着脉冲数量的增加,微孔深度不断增大,当激光脉冲能量较高时,微孔深度随脉冲数量的增加呈线性增长,当激光脉冲能量较低时,微孔深度增大幅度有减缓的趋势。这是因为随着脉冲数量的增加,激光与材料的作用次数增加,材料不断吸收激光能量后达到烧蚀阈值,并以熔化或汽化的形式去除,过程中不断形成蒸汽以及等离子体等气体,气体在激光作用下发生膨胀并产生向外的冲击压力,被烧蚀材料不断的被排出孔外。激光继续同微孔底部的材料相互作用,重复上述步骤,从而使微孔深度不断增大[20]。当激光脉冲能量较小时,微孔深度的增大趋势逐渐变缓,分析原因可能为激光能量较小,随着微孔深度的增加,激光束不能够完全穿透加工过程中的等离子体等气体,使得到达微孔底部的激光脉冲能量变少,从而造成微孔深度的增大趋势变缓。试验中当激光脉冲能量较低(0.017mJ,0.034mJ)时,激光穿透50μm的CH膜需要90~100个脉冲,单脉冲烧蚀率约为0.56μm/pulse;当激光脉冲能量较高(0.098mJ)时,激光穿透50μm的CH膜需要45~55个脉冲,单脉冲烧蚀率约为1μm/pulse。

Fig.6 Depth of microhole under different number of laser pulses
2.3 CH膜激光打孔的机理分析
图7为利用数字显微镜得到的不同激光脉冲能量下单脉冲打孔图。图8为利用原子力显微镜(atomic force microscope,AFM)得到的3维形貌图。由图7、图8可见,利用266nm纳秒固体激光在CH膜上进行单脉冲打孔时,微孔形状较规则,尺寸均匀,微孔内部无熔融物沉积,孔边缘无残渣、碎屑等喷溅物,微孔内部和周围较为清洁。
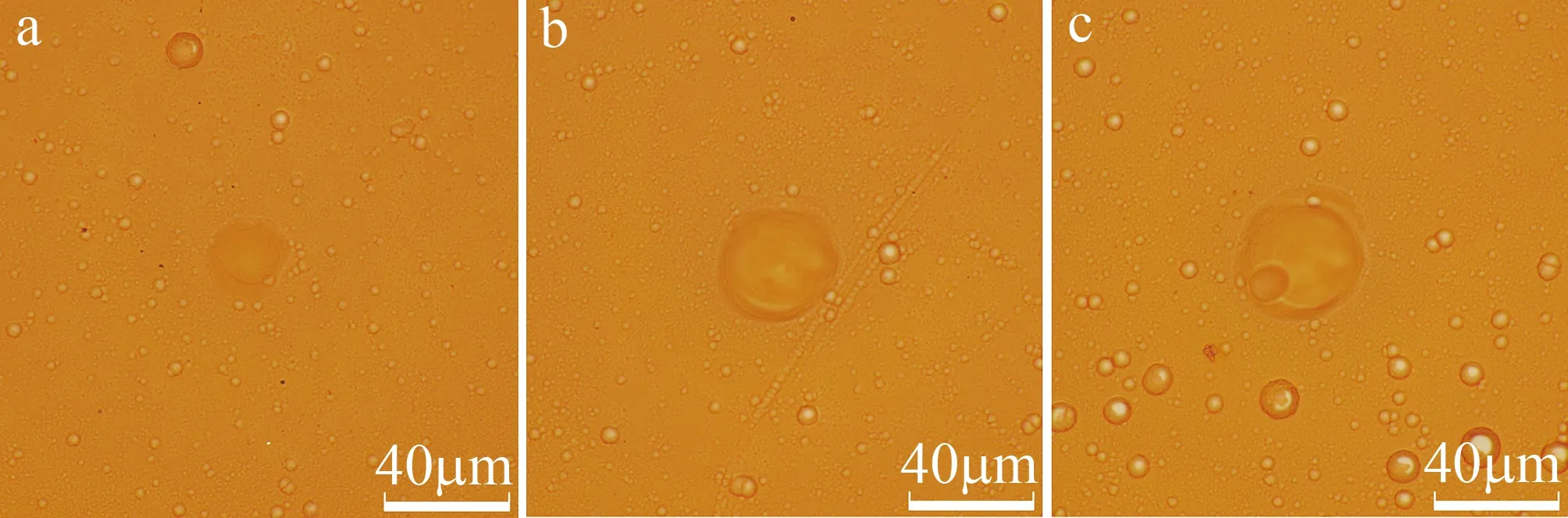
Fig.7 Digital microscope morphology of single pulse drilling at different laser pulse energy

Fig.8 AFM morphology of single pulse drilling at different laser pulse energya—0.014mJ b—0.202mJ c—0.326mJ
上述结果表明,266nm纳秒固体激光在CH膜上进行单脉冲打孔时,加工特征与光化学蚀除的“冷加工”特性相似度较高[21],因此推断266nm纳秒固体激光在CH膜上进行单脉冲打孔时,材料去除机理主要为光化学蚀除。在光化学蚀除的过程中,材料在吸收激光光子能量后,内部会通过化学反应实现能量的弛豫,即材料内部的化学键被激光光子能量破坏,加工区域材料被降解为分子或原子碎片,并在压强的作用下被排除孔外,进而实现材料的去除。
图9为不同激光脉冲数量打孔时,由数字显微镜观测得到的CH膜表面形貌图。图9中激光脉冲能量为0.034mJ,脉冲数量由上到下各行依次为2,5,10,20,50,100个脉冲。由图9可见,利用266nm纳秒固体激光在CH膜上进行多脉冲打孔,当脉冲数量较少(2~50)时,微孔形状规则,大小均匀,微孔周围无残渣、碎屑等抛出物,边缘无热影响区;当激光脉冲数量大于50时,微孔周围出现大量的熔融物沉积,并且材料表面出现一定的烧伤现象。
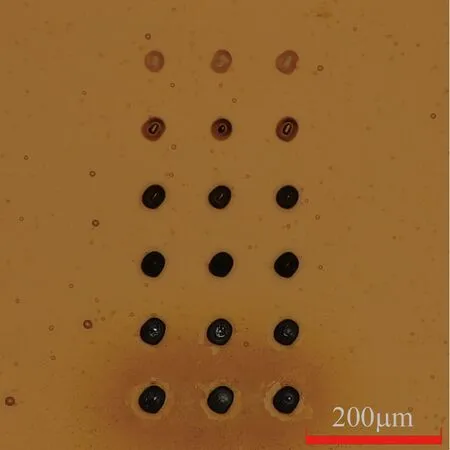
Fig.9 Digital microscope morphology of drilling at different pulse numbers
结合图6可知,当激光脉冲能量为0.034mJ时,激光穿透50μm的CH膜需要90个脉冲左右,在激光穿透CH膜前,激光去除材料的方式主要为光化学蚀除,因此加工效果较好。当激光穿透CH膜之后,激光继续与CH膜下方的硅片发生反应,因硅片的熔点在1400℃左右,加工过程中的高温导致CH膜材料出现烧伤现象。因硅片为硬脆材料,紫外纳秒激光与其作用过程中,主要通过光热蚀除将材料去除,因此加工过程中会出现较为明显的熔融物喷溅以及重凝现象[22]。在熔融物从微孔底部喷出的过程中,高温状态的熔融物会粘连部分CH材料,并混合为一体,最终重凝于微孔周围,造成加工区域周围出现大量棕色飞溅物,如图9最末行所示。
3 结 论
(1)通过266nm纳秒固体激光在CH膜上单脉冲打孔的实验,得出了激光脉冲能量对孔径和孔深的影响规律。随着激光脉冲能量的增大,孔径和孔深都呈现出先逐渐增大,后增大趋势减缓,并最终基本保持不变的趋势。实验中当激光脉冲能量为0.014mJ时,微孔直径和深度最小,分别为26.457μm和0.756μm;当激光脉冲能量为0.326mJ时,微孔直径和深度最大,分别为43.083μm和1.410μm。
(2)通过不同激光脉冲能量下,266nm纳秒固体激光在CH膜上多脉冲打孔的工艺实验,得出了激光脉冲数量对孔径和孔深的影响规律。随着激光脉冲数量的增加,孔径和孔深都呈现出不断增大的趋势,其中微孔直径增大趋势逐渐变缓。实验中当激光脉冲能量较低(0.017mJ,0.034mJ)时,激光烧蚀CH膜的单脉冲烧蚀率约为0.56μm/pulse;当激光脉冲能量较高(0.098mJ)时,激光烧蚀CH膜的单脉冲烧蚀率约为1μm/pulse。
(3)266nm纳秒固体激光在CH膜上打孔时,微孔形状规则,大小均匀,微孔周围无残渣、碎屑等抛出物,边缘无热影响区。通过对打孔形貌进行分析,得出其加工特征与光化学蚀除的冷加工特性较为相符,推断266nm纳秒固体激光在CH膜上进行打孔时,材料去除机理主要为光化学蚀除。加工结果说明了266nm纳秒激光加工CH膜材料时具有较好的加工质量。
上述研究为CH膜材料以及266nm纳秒激光在工程中的应用提供一定的指导意义。
