数控机床智能远程故障诊断系统技术
2022-11-03李惠军
李惠军
(利维智能(深圳)有限公司,广东深圳 518000)
目前,随着智能制造升级,数控机床应用的范围越来越广,这种机床可以对机械零件进行高精度的加工,其强度较大,但是机床部件也容易出现疲劳的情况,造成数控机床的故障率不断升高,不仅会造成零件的报废,还有可能会引发生产停滞,引发一系列的经济损失。
1 数控机床远程智能故障诊断系统应用价值
从实践情况来看,远程故障诊断能够及时发现数控机床存在的问题,结合多维度的分析,了解典型的故障类型。基于企业的管理和控制系统等,对不同地域、不同企业的设备进行分析,结合智能生产与调度系统,形成一系列分析结果,完成数控机床生产的智能化监控。我国相关研究人员在远程故障诊断方面也取得了显著成就,例如,北京大学、上海交通大学、西安交通大学针对多媒体远程服务为中心的远程故障诊断开展了联合对比,对数控机床的运行情况进行多维管理,可以看出远程智能终端控制结合PC机进行有线组网,能够全方位、多方面了解数控机床的运行情况,避免数控机床过于复杂的机床部件运动或者存在电磁干扰等影响设备的运行。同时这种智能系统基于远程的互联网、大数据以及云平台等,实现了高度智能,常用的物联网技术可以通过蓝牙、物联网以及其他技术传输,实现完善的数据连接,满足机床大数据传输的设计要求,采用神经网络和专家系统来开展智能故障诊断,获得诊断结果。
2 数控机床远程智能故障诊断应用的路径
2.1 基于NB-IOT的故障诊断系统架构
NB-IOT智能诊断系统是目前应用在数控机床远程诊断中的主要系统,该系统包含采集信息模块、无线通信模块、智能处理模块和远程人机界面模块,具备良好的系统逻辑架构。采集层可以通过内置的传感器以及oppc接口读取数控机床的相关参数,例如,力学情况、热力学情况、振动情况、电流情况程序段坐标以及相关的运行方向等。通过分析这些数据,了解到故障的原因,机床的相关数据库也可以将串口传入到输入模块中。
图1为NB-IOT无线通信平台流程,通过NB-IOT无线通信上传到云平台。这样的传输链条方式能够方便远程人机界面App向云端平台请求读取的结果,运算层数据处理与故障诊断的流程较为完善。如果信息缺失,则不能得出诊断结果,系统模块还会向云平台发送补充信息的申请,如果仍然无法解决该故障,则会申请专家人工干预来完成整个故障诊断的流程。
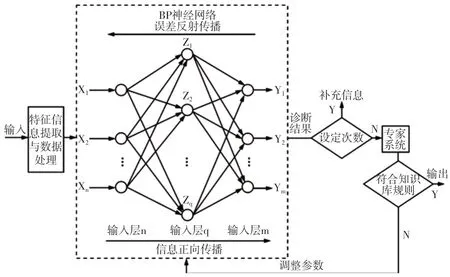
图1 NB-IOT无线通信平台流程
2.2 基于多传感器融合的数据采集
主要是以对象模拟技术作为基础,采取服务器和项目管理的方法进行异步访问。这种访问应用在远程智能终端的故障诊断上具有重要的价值,该系统能够全面了解数控机床的运行模式、运行程序、名称段、开机时间和运行时间等,同时还可以对数控机床的名称、数量、单位、值域范围,读写权限和数据类型等开展全方的数据抓取,利用微软等基础数据库编程就可以设计整个界面,对于数据开展动态读写。例如,某制造企业应用的数控机床系统采用356a163项加速传感器、370872声音传感器以及多种多样的红外线传感器、热阻传感器、温度变送传感器、噪声和温度信号传感器等,实现了完善的远程终端故障诊断。这些传感器综合配合在一起,能够实现信号的读取、显示和实时保存。NB-IOT无线通信技术配合多传感器融合的数据采集,能够较好实现数控机床的相互通信,多元数据的融合和共享传输覆盖广,支持海量连接,功耗降低,模块成本较低,值得在目前的制造企业中大范围推广。
某制造企业采取的95无线通信模块尺寸,非常契合数控机床的运行工作范围,能够适应不同环境的机床,工作尺寸较为紧凑,整体的架构良好,具备海量的信息收存和存储能力,适合当前机床的实际生产环境,支持多样化的设备和多种接入方式,能够在控制和管理权限上灵活进行调度。95无线通信模块流程如图2所示。
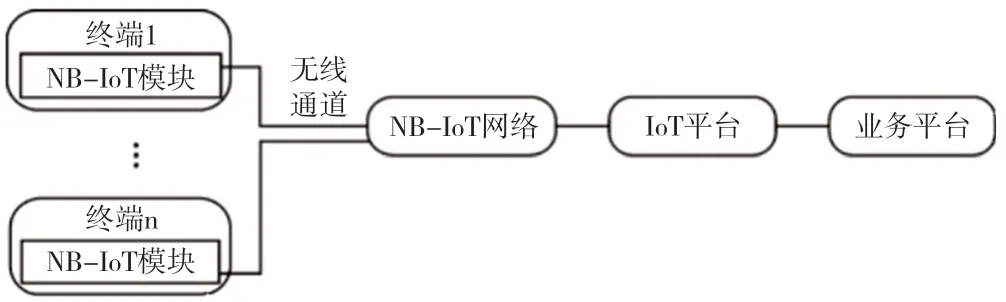
图2 95无线通信模块流程
2.3 故障诊断算法设计
目前,多个制造企业采取的数控机床远程诊断算法,包含故障树算法、专家系统、人工神经网络和模糊推理等。这些算法的建设过程不同,不同的算法有不同的优缺点。例如,诊断算法建设过程复杂,但包含所有的故障模式;Bp神经网络拥有强大的学习能力和计算能力,在非线性优化方面也具备显著优势,但是推理过程缺乏透明度;模糊推理算法信息量大,但是针对数控机床的故障多分支情况可能存在相关不足。结合各种算法的相关优势和不足,大多数制造业企业在算法的选择上采取神经网络来进行设计。例如,北京某制造企业的数控机床远程诊断就采取一批神经网络,通过前专家系统和后串联方式的诊断模型完成专家知识的获取,提高了推理效率。这种神经网络可以针对过程模块进行滤波和去噪,完成一系列的规范化处理之后提取数控机床的故障特征。Bp神经网络采取三层并行拓扑结构,能够对输入和输出信息进行点对点的管理,输出节点与故障原因一一对应,推导出的诊断结果可以充分反馈故障的类型和故障的原因。如果神经网络的调整次数大于设定的次数,则实际的分析结果可能存在不准确的情况,需要平台输入补充信息,如果设定的BP神经网络诊断结果小于运行规定的次数,则诊断结果会推动专家系统进行再次验证和系统的解释。如果符合知识库的规则,则诊断结果会被输入到云平台当中,否则,专家神经网络输出的调节参数就需要新进行网络的训练。
例如,输入节点为主轴转速随机波动,则可能出现的原因就是屏蔽和接地故障,接车量过大,操作故障,主轴驱动装置故障,主轴机械故障等,如果输入的故障类型现象是主轴电机不转,那么输出的原因是主轴驱动装置故障,主轴机械故障,主轴电机过载故障等,如果输入的故障类型是转速偏离指令值,那么输出的可能原因就是主轴驱动装置故障,主轴电机过载故障及参数设置的故障。通过这样的流程分析,可以全面地对当前数控机床的故障类型开展判断,可以说Bp神经网络隐含的多层神经数目是由设计者在无数次尝试之后有效判断的。目前的学习网络对于数控机床存在的故障原因进行有效的判断和隐含层的训练之后,误差率可以控制在0.001。
2.4 系统软件的运行实现
软件的运行时间也是整个故障远程诊断系统的核心,大多数制造企业选择的数控机床远程诊断系统为Windows2013professional操作系统下的2017软件开发平台,这一类的软件属于C++语言,也可以嵌套目前较为流行的程序语言Python来进行大数据的综合获取。
机床诊断系统可以为用户的故障诊断和子系统的管理提供一系列的服务,包含用户的注册登录,远程诊断中心的在线请求以及接受诊断反馈等一系列的功能,还包含数据库的删除、添加、更新以及用户的留言和管理,通过这一系列嵌套的方法,可以大大提升综合管理效果。广州某制造企业开发的I5平台系统,可以通过App端的数据网络来检查设备系统、检查设备文件参数配置等,还可以通过外部端的脚本命令来进行信息的回传。这种服务可以有效地查看数控机床的维护文件,远程协同配合保存相关报告。在机床端可以提供有效的数据来源,并集合成相关的访问接口,通过软件接口实现对数控机床文件的读取,远程诊断的发起需要相关的联合配套操作,在编辑脚本方面具备一系列的执行文件,通过I5服务平台端能够完成数据保存功能,外部系统接口功能以及读取文件功能,对于服务人员浏览网页的操作也具备可实现性,后台配置的文件和参数能够被有效地读取到。
2.5 远程诊断系统流程
综合上述分析过程可以看出,远程诊断的功能实现主要是通过机床端的数据改动和相关的修改配置完成。对于远程诊断的模块设计,App端和相关的使用端口都可以对整个设备完成远程诊断。i5服务人员需要诊断需求时,可以通过网页端进行远程访问,操作流程也比较完善。除此之外,这种服务流程还可以到客户的现场完成专家辅助以及其他的配套协同,在App端向专家发起远程协同请求,之后确认数控机床的工作状态,接诊订单之后就可以开展基础的协调服务。在这个过程中,专家诊断之后需要完成界面的数据登录,进入现场报告的工作面,相关人员可以进行远程查看,编辑诊断报告,提交,流程结束。专家诊断页面显示的内容包含待诊断、诊断中、已处理等相关的内容,按照机床的编号、客户的名称和远程协助的人员来对目前的数据开展综合的分析。除此之外,这套服务系统还可以开展远程协助追溯,了解到每一台机床的诊断过程以及故障历史,判断机床的服务状态,发起远程协助请求之后,如果机床处于远程协助中,确认服务完成之后,才能够对机床的实际状态进行上传,远程协助完成之后可以点击结束服务App端的机床协助请求状态,需要专家诊断和工程师共同完成确认。在诊断请求单的设计上包含进度查询、请求人查询、诊断专家查询等,这对于数据库的建立和数控机床的未来查询起到了显著的作用。出具诊断报告时,该机床可以对故障的内容进行描述,了解到相关的处理过程包含文本框的编辑、图片视频的上传,还可以添加出错日志和出错程序,添加机床的变更情况,方便后续进行数据管理和分组维护。总的来看,I5远程终端平台作为以知识库为主的远程终端诊断,能够对于数控机床的故障进行自动识别,并且通过机床自动诊断完成修复方案的设计,远程终端服务平台能够极大程度的节省服务成本和服务的人力,未来具有广阔的市场前景。
3 结论
综上所述,数控机床远程智能故障的诊断和相关的操作需要在大数据、云计算以及智能化改进的基础上,对无线传输和神经网络进行综合推导,从而对诊断结果进行有效验证。从本次案例分析的实际情况可以看出,针对数控机床的智能化远程诊断具备明显的应用价值。未来还需要持续地开展远程网络训练,将不同层次的运算数据进行参数的调节,补充信息数据库,方便数控机床的故障维护。