下视系统靶面误差技术研究
2022-11-03李礼王红
李礼,王红
(国营长虹机械厂,广西 桂林 541002)
0 引 言
下视系统由镜头、光电模块和控制模块等部件组成。由于人工等因素在生产及装配下视系统部件时,其靶面与下视系统内部框架结构安装定位面必然存在误差,导致地垂点位置未能够在理想光轴上,也就是地垂点不能够在成像面的中心,最终导致成像与原像存在误差,该误差就是所谓的靶面安装误差。下视系统在远距离工作时,其安装误差是否能够在合适的范围内将直接影响图像采集的精度。由于下视系统一般高空作业,所以它的工作距离非常大,最终的结果就是微小的误差都可能被无限放大,非常影响工作精度。因此下视系统在装配出厂前都会对误差进行测试标校,尽可能的通过提高加工框架精度、装配精度等物理手段和软件手段使其安装误差在可接受范围内。
下视系统中任何误差对采集的图像的影响都将最终表现在像差上。通过结合实际加工和装配情况,理论推导误差模型及考虑在实际加工装配时所可能产生的靶面安装误差影响因素,得到综合考虑靶面指向安装误差以及判断依据,并通过软件剪切手段进行实时调试测试将地垂点移到成像中心,使成像面处于中心位置。
下视系统成像模型为小孔成像,坐标系有三大系:即世界坐标系、下视系统坐标系和图像坐标系,如图1所示。
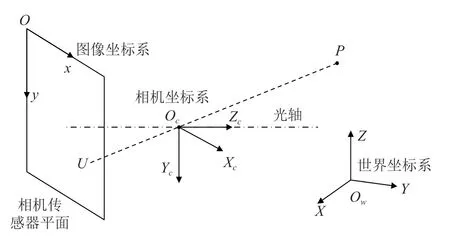
图1 下视系统测量常用坐标系及理想下视系统成像模型
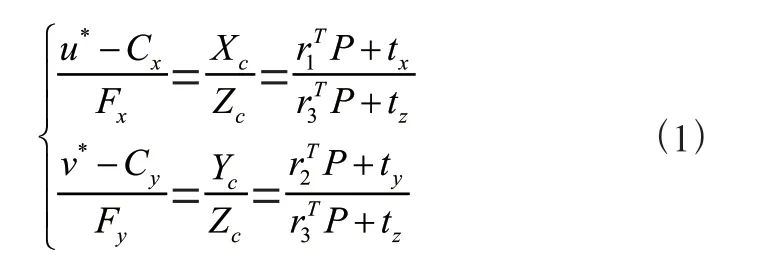
记空间点在世界坐标系和下视系统坐标系中的坐标分别为(,,)、=(X,Y,Z),其投影图像坐标为=(,),图像主点为(C,C),等效焦距为(F,F),则理想下视系统成像共线方程为:
1 装配误差模型
1.1 下视系统误差分析
在生产下视系统时,一般情况下能够优化的是系统误差,因为该误差可以通过各种技术手段进行无限的降低,从而达到理想情况。但是随机误差是消除不了的,因为它会随环境的改变发生变化。因此在工程上会通过固定好的技术流程进行系统误差的修正。
下视系统靶面安装误差包括相对安装位置误差和相对指向安装误差。相对安装位置误差主要就是指各个部件在装配时它们之间的相对固定距离,也就是所谓的下视系统的内参,因此下视系统内部各部件之间的相对位置的安装精度直接影响到采集图像的质量,故在装配时需对其进行检测和修订。通常情况下下视系统光轴与机械结构Z 轴相同,而当在装配过程中光电模块未能够与所设计的机械结构达到平行吻合,也就是机械结构的中心轴未能够与镜头的光轴重合,结果就会导致光轴与像面不垂直,即地垂点未能够在所设计的像面中心。当进行远距离工作时,所采集的图像就会发生偏移,导致图像发生误差,质量严重降低,最终影响匹配精度。
1.2 靶面指向安装误差模型
下视系统靶面指向安装误差是指下视系统光电模块的光敏面与所配套的镜头模块光轴相互不垂直所造成,也就是地垂点未达到理想值。如图2所示为下视系统靶面指向安装误差示意图。
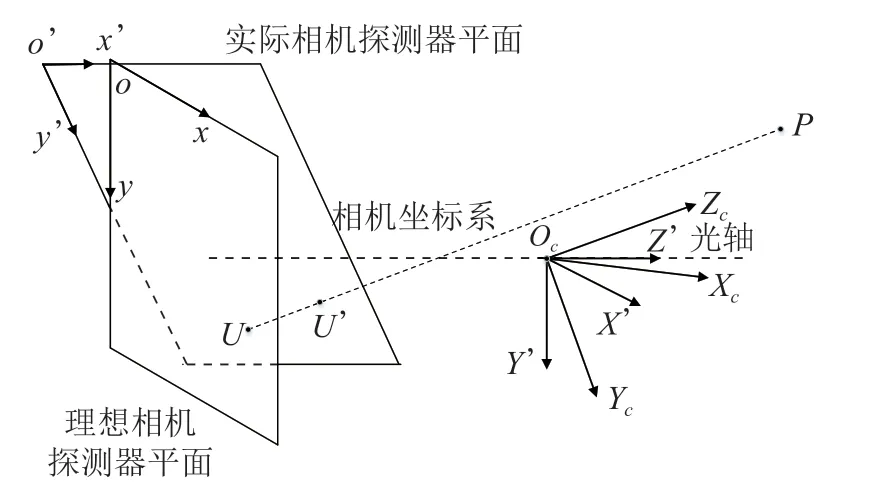
图2 下视系统靶面指向安装误差示意图

系与实际下视系统坐标系间的偏差用欧拉角表示为=(,,),依次为绕相应xyz轴的旋转角度;空间点理想坐标与实际坐标间的偏差为(dX,dX,dZ),则有坐标转换关系:

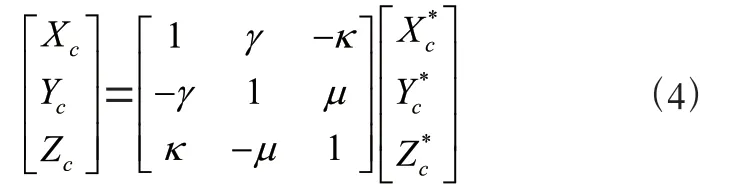
式中R()、R()、R()表示旋转矩阵,考虑到指向安装误差为小量,则有:

忽略二阶小量,化简(3)式得到:
移项得到:

对共线方程(1)式两边求全微分,化简得到:
将(5)式带入(6)式得到:

将(1)式右边代入(7)式得到指向安装误差模型:

根据(1)式和(8)式则可得到下视系统非线性成像模型即考虑靶面安装误差的成像模型:

2 调试方法研究
2.1 硬件误差分析及调试
因为有加工、安装误差,所以光心坐标会有偏差。故需要先排除加工、安装所带来的误差。具体确定步骤分为两步:
(1)首先将多目标准直仪固定在两轴或者三轴平移台上,三轴平移台固定在光学平台(或自制平台)上。
(2)将转台与多目标准直仪固定在同一平台上,并粗调整平移台,目测多目标准直仪与转台基本在同一水平线上。
(3)将设计的工装固定在转台上,并保证两者接触紧密,无松动,且要保证在启动转台和多目标准直仪之前确保所有参数均符合要求。
(4)在未放产品时将多目标准直仪的光轴与工装的中心调整到同一水平线,之后将校准后的平面反射镜粘贴在工装的表面(工装表面的平整度为秒级别),利用多目标准直仪发出十字准直光束,光束照射到反射镜后返回,被准直仪上的探测器探测到并没有角度产生,也就是出射光线与反射光线重合,这样做的目的是保证多目标准直仪的光轴与工装的基准面垂直。
(5)将镜头和光电模块安装到专用调整台上,保证产品与工装的基准面相互平行。通过多目标准直仪调整专用调整台,并且使其与基准面垂直。多目标准直仪的光轴与镜头的光轴基本同轴。在室内照度小于0.1lx 条件下下视系统开始工作,如果环境光照太强,需调整曝光度,改变增益值调整到合适值后采集图像,图像中心可看到一小亮斑,即为光心位置。
(6)将采集的图像进行坐标值读取得到光学坐标值。
(7)将坐标值带入公式中进行修正。
(8)光心的理想坐标即为成像面的中心坐标,因为有加工、安装误差,所以坐标有偏离。通过改变几个角度位置信息得到单轴伺服机构的转轴与基准面的垂直度误差和光心坐标。伺服机构的转轴与基准面的垂直度误差在允许范围内,且通过调整下视系统的图像坐标使光心满足要求。经过调整下视系统的图像坐标后,光心坐标仍然不符合要求,需要将镜头转动180°重新安装,确定误差原因。若光心坐标有2~3个象元的变化,表明镜头有加工或者安装误差,若偏离量减小,说明安装正确;若转动镜头后光心坐标仍然没有变化,说明从轴筒到壳体之间工序的加工、装配超差。
2.2 软件误差分析及调试
为了能够在装配下视系统时使得光电模块的成像面的像心与镜头的光心在一条光轴上,不仅需要通过硬件调试装配,而且需要配合后端处理软件进行调试。后端图像处理的目的就是为了让光心在图像的中心。目前图像处理中图像分割技术有很多种,本文所用的是剪切图像处理技术,通过对图像的剪切,能够让最终的成像中心位于光心。剪切原理如图4所示,设计时考虑到安装误差等因素,故设计的光电模块实际象元大小为516×516,但在装配后所使用象元大小为512×512,在安装调试时就会有4×4 的象元区域可调整,如图中黑色框图所示。

图4 确定图像中心原理
通过利用算法将处理软件中的trace(,)坐标进行特定修改后,图像最终的成像面将发生改变,而像心也将发生改变,如图红色点和浅蓝色点所示。当把左上角作为原点,为横坐标,为纵坐标,那通过软件能够调整坐标为(,)对应(0~3,0~3),中心坐标为(256,256)。选取图像中心算法公式为:

具体实施方式:
(1)通过利用图3所示测试设备进行像心的测试。利用硬件调试步骤,将不装配壳体组件的光电模块安装上镜头后,通过调试工装安装到专用调整台上,通过分束镜使得平行光与专用调整台的基准面垂直,并且平行光与镜头的光轴基本同轴。在室内照度小于0.1lx 条件下下视系统开始工作,如果环境光照太强,需调整曝光度,改变增益值调整到合适值后采集图像,图像中心可看到一小亮斑,即为光心位置。
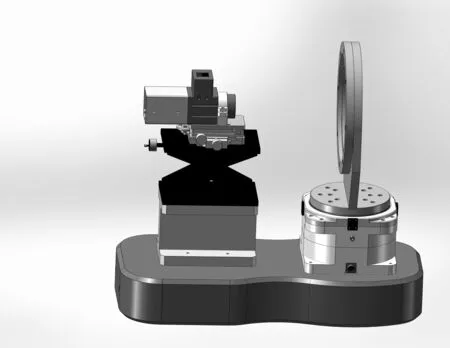
图3 测试设备布局图
(2)通过调整trace 坐标进行定位。前文也提到,像心坐标的理想值为(256×256),因为有加工安装误差,所以坐标有偏差。通过三个角度位置的图像得到转轴与基准面的垂直度误差和像点坐标。转轴与基准面的垂直误差在允许范围内,且通过调整下视系统的图像坐标(trace 坐标)使像点坐标满足要求。经过trace 坐标调整像心点坐标扔不符合要求,需要将镜头转180°重新安装,确定误差原因:若像心点坐标有2~3 个像元的变化,表明镜头有加工或安装误差;偏离量减小为正确安装;若像心点坐标没有变化,表明从轴筒到壳体之间工序的加工、装配超差。
3 结 论
由于工艺水平的限制,下视系统靶面不可避免地存在镜头和光电模块的位置安装误差和指向安装误差,为了消除靶面装配误差的影响,通过结合实际加工和装配情况,理论推导误差模型及考虑在实际加工装配时所可能产生的靶面安装误差影响因素,得到综合考虑靶面指向安装误差以及判断依据。通过设计测试平台以及利用后端处理软件,能够非常便捷的实现软硬件的调试,为下视系统的流水线生成提供了非常好的调试方案。
