CO2在PPO和PS共混物中的溶解与扩散行为研究
2022-10-26乔世泽郭梦浩何亚东信春玲
乔世泽,郭梦浩,何亚东,信春玲
(北京化工大学机电工程学院,北京 100029)
0 前言
发泡塑料可视为一种填充了气体的复合材料,它以树脂为基质,内部富含众多微孔气泡[1]。泡沫塑料密度较小,具有隔热、降噪隔声、缓震等优异性能,在工业、运输业以及日常生活中应用广泛。发泡塑料在生产成型后,其密度可以减少几倍到几十倍并且保持良好的力学性能,减少了材料的使用量,节约了成本,改善了缺口冲击强度和疲劳寿命[2]。其次,可以使用环境友好型发泡剂,当前已经被开发较为成熟的清洁发泡剂有CO2和N2气体,这两种发泡剂来源广泛,价格便宜且不会对环境产生任何危害[3]。
PPO是世界五大通用工程塑料之一[4],具有良好的阻燃性和耐高温性,长期使用温度范围为-127~121℃[5]。但其加工性能和流动性能较差,耐冲击性能不佳,为了改善其加工性能,通常可以与PS共混[6],可以达到分子级相容[7]。为了改善其冲击性能和实现材料的轻量化需求,可以通过微孔发泡技术进行处理,为了对PPO/PS进行合理的发泡工艺设计,测试出发泡剂在共混物中的溶解度和扩散系数,研究共混聚合物的组成对气体溶解度的依赖性是十分有必要的。虽然许多学者曾报告了CO2在纯PPO或PS中的溶解度,但在PPO/PS共混物中的溶解度却鲜有报道,共混聚合物的组成对CO2在其中的溶解度的影响更不清楚,对扩散系数的研究尚未见到公开报道[8]。
本文采用质量衰减分析法,研究在静态条件下压力、PPO/PS组成、温度对CO2在PPO和PS共混物(MPPO)中溶解度和扩散系数的变化特性,建立溶解度和扩散系数与压力、温度的经验公式。为PPO发泡材料进入工业生产提供基础数据和理论支持。
1 实验部分
1.1 主要原料
PPO,LXN040,南通星辰合成材料有限公司;
PS,绿安525,江苏绿安擎峰新材料有限公司;
CO2,纯度为99.9%,北京顺安奇特气体有限公司。
1.2 主要设备及仪器
双螺杆挤出机,ZSK25-WLE,W&P,德国Coperion公司;
鼓风干燥箱,PF-25BT,佛山市华威风机制造有限公司;
PLC程式控制模压机,BP-8170-B-100T,宝品精密仪器有限公司;
高压恒速泵,HSB-1,海安石油科研仪器公司;
高压间歇发泡釜,BE100N,上海莱北科学仪器有限公司。
电子天平,METTLER TOLEDO,上海恒平科学仪器有限公司;
HAAKE平板旋转流变仪,MARS III,德国HAAKE公司。
1.3 样品制备
采用双螺杆挤出机进行共混造粒,按照PPO粉料和PS粒料所占比例分别造出PPO(20)/PS(80)、PPO(30)/PS(70)、PPO(40)/PS(60)、PPO(50)/PS(50)的母粒,相应记为 MPPO-20、MPPO-30、MPPO-40和MPPO-50。防止在加工过程中聚合物发生氧化,加入0.1%的抗氧剂1010,螺杆温度设置为:一区为180℃、二区为200℃、三区为220℃,后续各段都设置为250 ℃,螺杆转速为150 r/min;将MPPO-20、MPPO-30、MPPO-40和MPPO-50放入鼓风干燥箱进行烘干处理,温度设置为120℃,干燥时间为6 h;
利用模压机压制样片,模压机200℃预热,按照实验室规定的仪器设备操作使用手册按步骤进行操作,将干燥后的MPPO粒料放入1.5 mm深,边长为10 mm×10 mm的方形模具中进行保温,合模2 MPa、保压5 min后取出,脱模取出样片。
1.4 性能测试与结构表征
将MPPO片状样品称重记为m0(mg),将高压间歇发泡釜升温至设定温度,保温一定时间后将样品放入釜内,通过注气系统注入超临界CO2进行保压,使样品完全饱和。饱和1 h后泄压,立即将所得样品放在电子天平上记录样品质量m(tmg),记录发泡样品质量随时间的变化关系,分析CO2在物料中的解吸附过程,通过整理数据根据Fick扩散定律进行拟合,得到CO2在MPPO中的扩散系数和溶解度。
根据Fick扩散定律[9],吸附与解吸附方程如式(1)所示:

式中Mt——时间t时CO2的质量分数q,
M∞——聚合物材料对CO2气体吸附达到最大值后的质量分数
L——聚合物厚度,m
D——扩散系数,m2/s
当扩散时间比较短时,可以将式(1)进行简化,在本实验的情况下,Fick定律可以简化成式(2):

从式(2)中发现t1/2与CO2在MPPO中的质量分数呈现出线性关系,将所得数据进行作图可以得到,已知样品的初始厚度L(m),通过式(3)得到:

计算扩散系数D的大小进行数据分析,拟合所得直线与y轴的截距表示CO2在聚合物中的溶解度。
2 结果与讨论
2.1 影响CO2在MPPO中溶解度的因素
2.1.1 饱和温度对溶解度的影响
如图1所示为10 MPa压力下,CO2在不同MPPO中的溶解度随温度的变化关系曲线,发现CO2在不同MPPO中出现一致的规律,当温度上升时,MPPO中溶解的CO2量减少,变化规律呈现线性减小。这是因为当温度升高时,超临界CO2气体由于动能的增大,更容易从聚合物熔体中逃离出来,同时当温度升高时,MPPO的黏弹性和熔体强度也会下降,加上CO2的增塑作用,会使熔体不足以包裹足够的超临界CO2,使得熔体内部的CO2溢出。

图1 不同温度下CO2在MPPO中的溶解度Fig.1 Solubility of CO2in MPPO at different temperature
在聚合物中,亨利常数主要是用来表征气体在聚合中的溶解度。通过亨利常数可以将CO2溶解度和温度、压力联系起来。亨利常数的计算采用式(4)[10]得到:

式中C——浓度百分数,g gas/g聚合物
ρ——MPPO熔体的密度,kg∕m3
M——CO2的摩尔质量0.044 kg/mol
范托夫方程[11]是有效用来表示CO2在MPPO中溶解度的关系表达式,如式(5)所示:

式中H0——标准温度时的亨利常数,m3∕(kg·Pa)
ΔHsol——气体溶解热,J·mol
通过式(5)发现ln(H)与呈线性关系,溶解度测试结果带入式(4)中计算出相应压力下的亨利常数,根据范托夫方程将ln(H)和进行线性拟合,得出亨利常数与温度关系的经验公式,如表1所示。
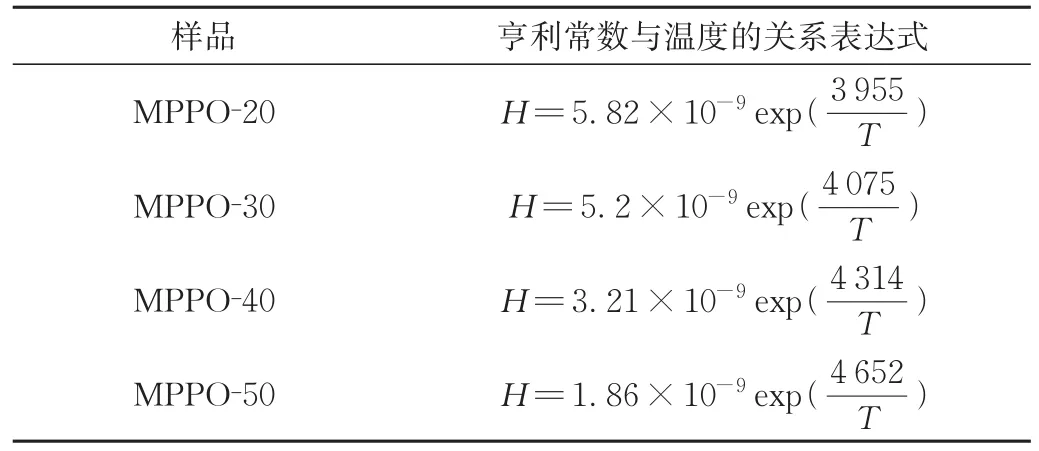
表1 不同组成MPPO的亨利常数表达式Tab.1 Henry′s constant expressions for different compositions of MPPO
图2显示了CO2在MPPO中溶解度实验值与利用亨利常数公式计算值进行对比。从图中发现CO2在MPPO中溶解度的实验值和公式计算值在10 MPa时具有一致性,2条曲线几乎重合在一起;随着压力的增大,实验值与计算值出现了一定程度的偏差。这是由于实验方法的局限性导致,本文采用质量衰减法通过线性拟合得到CO2溶解度,在泄压过程中,聚合物中的CO2会大量逃逸,导致实验测得结果比实际值偏低,并且随着压力增高,CO2溶解量的增大会使聚合物的黏弹性降低,在泄压时有更多气体逃逸,导致与实际值的偏差增大。因此在一定的误差范围内,通过亨利常数计算的CO2在MPPO中的溶解度具有可靠性。
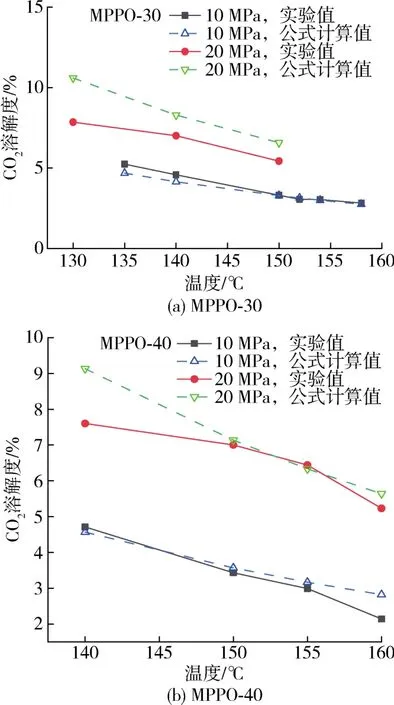
图2 CO2在MPPO中溶解度实验值与公式计算值对比Fig.2 Comparison of experimental values of CO2solubility in MPPO with those calculated by Eq
利用亨利常数作为中间参数,将表1中得到的亨利常数表达式代入式(4)中,建立CO2在MPPO中溶解度与温度和压力的关系表达式,结果如表2所示。
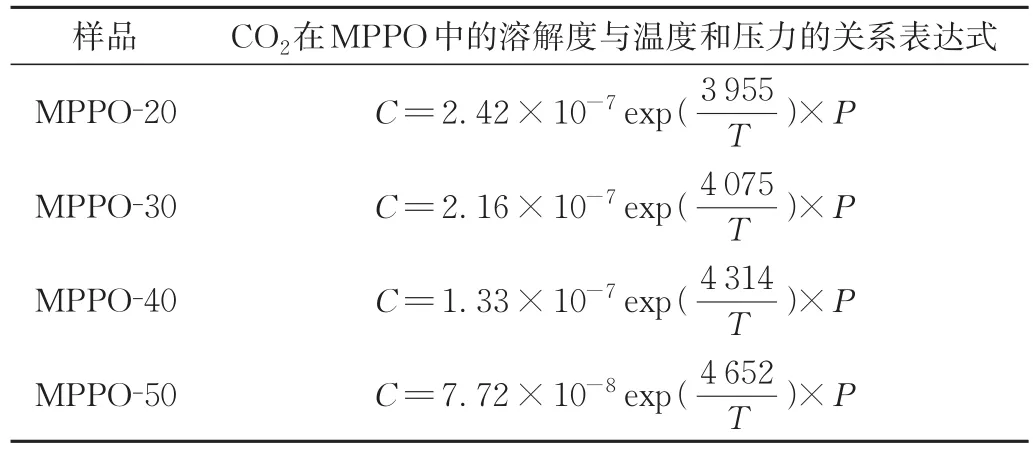
表2 CO2溶解度与温度、压力的表达关系式Tab.2 Expressions of CO2solubility versus temperature and pressure
2.1.2 饱和压力对溶解度的影响
图3显示在一定温度下,CO2在不同组成MPPO中溶解度随压力的变化,结果显示,当压力不断增大时,CO2在不同组成MPPO中的溶解度均呈线性增加,这一结果符合亨利定律。这是因为在升高压力的过程中,分子间的势能会被增大,CO2进一步被压缩,分子间的空隙减小,同时随着CO2在MPPO中的溶解量进一步增大,CO2对MPPO的增塑作用更加显著,聚合物的溶胀作用会使其体积增加,进一步促进了CO2的溶解,最终表现出CO2溶解度随压力的增加而增大。
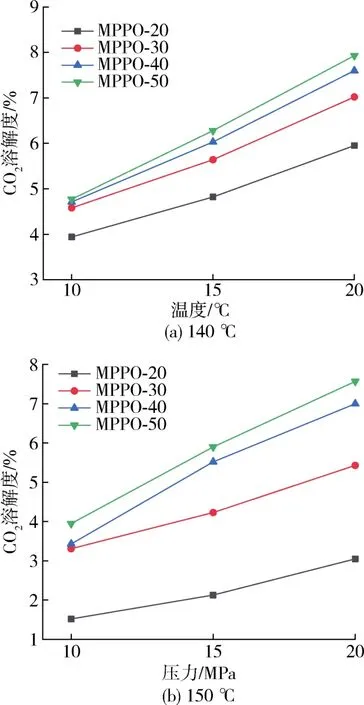
图3 不同压力下CO2在MPPO中的溶解度Fig.3 Solubility of CO2in MPPO with different compositions at different pressure
2.1.3 PPO含量对溶解度的影响
从图4中可以看出,在相同的温度和压力下,CO2溶解度会随着PPO含量的增大而升高。并且可以发现,随着温度和压力的增大,CO2在不同MPPO中的溶解度差距会变得更大。这与分子链段的结构性质相关,PPO的分子结构中含有O,致使CO2在其中的溶解度高,当与PS共混后,两者在分子级别上完全互溶,且随着PPO含量的增加,CO2在MPPO中的溶解度会逐渐增大[8,12]。
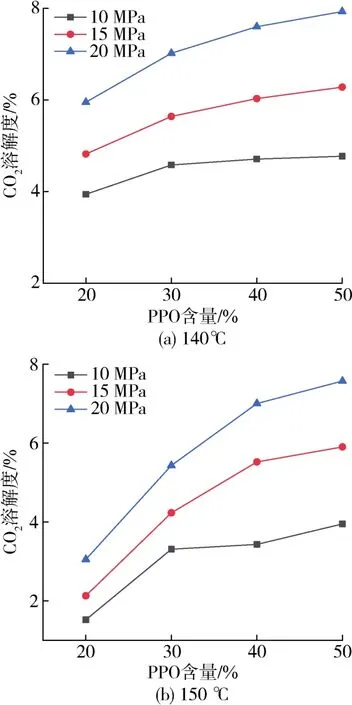
图4 不同压力下CO2溶解度与PPO含量的关系Fig.4 Relationship between CO2solubility and PPO content under different pressure
2.2 MPPO的流变性能分析
如图5所示,在测试温度为220℃下,进行了平板旋转流变的测试,结果显示,不同MPPO的复数黏度随着PPO含量的增加而升高,此外MPPO受剪切频率的变化出现了典型的剪切变稀特性。在角速度较小时,熔体的复数黏度下降较慢,且随着PPO含量的减少,平台区的范围越大;随着频率增大到一定程度后,熔体的复数黏度下降变快。同时也能得出PPO和PS共混后熔体的复数黏度与PPO的含量间有很高的相关性,随着含量的逐渐增加,复数黏度的曲线也均匀地增加;随着PPO含量的增加,tanδ=1的点逐渐向低频区移动,说明随着PPO含量的增加,物料会在较低的频率下就显示出固体特性,这与PPO的玻璃化转变温度较高等性能有关。
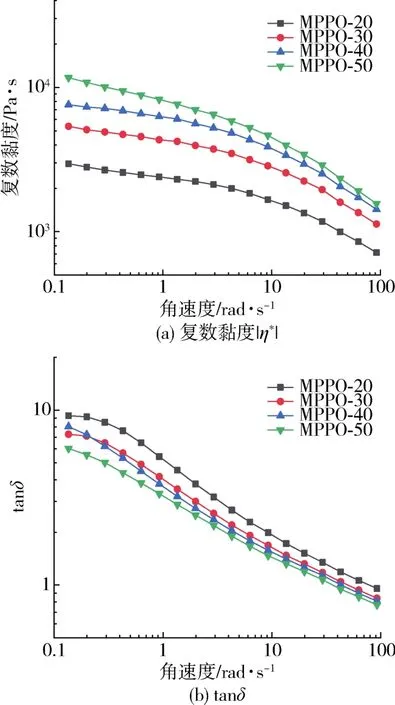
图5 MPPO的动态流变扫描曲线Fig.5 Dynamic rheological scan of MPPO
2.3 CO2在MPPO中的扩散系数
2.3.1 饱和温度对扩散系数的影响
图6所示为不同温度下CO2在MPPO-50中的扩散系数,明显看出扩散系数随着温度的升高而增大,这符合聚合物中气体扩散率的一般规律。这是因为随着温度的升高,MPPO的熔体弹性和黏性逐渐降低,同时CO2分子动能增大,扩散能力增强,从而导致扩散系数大幅提高。同时也发现,压力增大所引起的扩散系数的增加要明显小于由温度引起的扩散系数的增大。
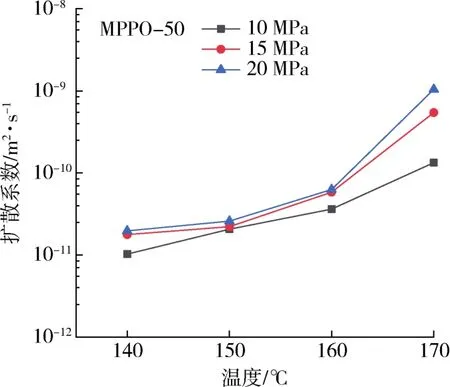
图6 不同压力下MPPO-50在各温度下的扩散系数Fig.6 Diffusion coefficient values of MPPO-50 at different temperature under different pressure
参考相关文献,温度对于超临界气体在聚合物熔体中扩散系数D的影响可以用式(6)来进行表达[13]:

观察式(6)发现,在通用气体常数和标准温度是已知的前提下,可将式(6)简化为式(7):

式中D0、A——与温度有关的参数
T——发泡温度,℃
将式(7)两端取对数可以发现,lnD与1/T成线性关系。利用本实验中得到的数据,采用待定系数的方法求解出方程(7)中的参数,从而得到气体在聚合物熔体中的扩散系数随温度的变化,如表3所示。
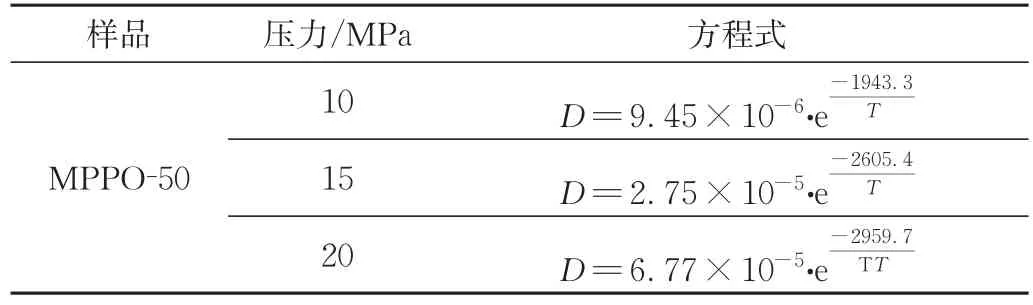
表3 MPPO-50在不同压力下的扩散系数方程式Tab.3 Equation of diffusion coefficient of MPPO-50 at different pressure
2.3.2 饱和压力对扩散系数的影响
如图7所示,当压力不断增大时,CO2的扩散系数在温度低时增长缓慢,高温时增长变快。这是因为CO2增塑作用的影响,CO2的增塑会使MPPO的自由体积增大,自由体积的增加有利于气体通过扩散作用进入MPPO熔体,从而使扩散系数随之增大。随着压力的增大,CO2溶解度逐渐增大,从而使增塑作用逐渐增强,所以扩散系数随之增大。可以看出在140、150、160℃时,MPPO-50随着压力增大,扩散系数增加缓慢。原因是低温时受制于熔体黏弹性的限制,扩散缓慢,一旦到达一定温度后,突破了熔体黏弹性的影响,扩散系数便快速增大。

图7 不同压力下CO2在各温度下的MPPO中的扩散系数Fig.7 Diffusion coefficients of CO2in MPPO at different temperature under different pressure
2.3.3 PPO含量对扩散系数的影响
如图8所示为不同压力下,扩散系数随PPO含量的变化关系曲线,可以看出,在一定温度和压力下,随着PPO含量的增大,CO2在MPPO聚合物中的扩散系数随之减小,在低含量时减小较快,高含量时趋于平缓。这是由于PPO作用的原因,在低含量时,CO2主要突破PS聚合物壁垒向外扩散,而当PPO含量逐渐增加,CO2主要突破PPO聚合物壁向外扩散。因PPO拥有更高的黏弹性和稳定性,所以扩散系数会随着PPO含量的增加而快速减小,当到达一定含量后,CO2以PPO为突破主导后,继续增大PPO含量,扩散系数的减小便不再快速,而变为缓慢下降。
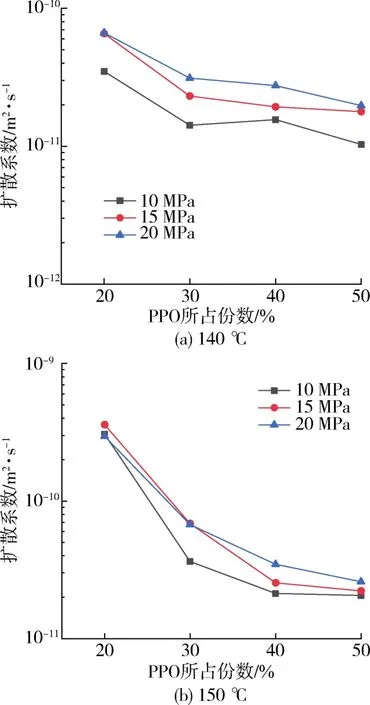
图8 扩散系数随PPO含量的变化曲线Fig.8 Variation of diffusion coefficient with PPO content
3 结论
(1)CO2在MPPO中的溶解度会随着温度的升高而减小,随着压力和PPO含量的增加而增加;
(2)利用亨利常数为中间参数,建立了CO2溶解度与温度、压力的直接方程关系;拟合得到扩散系数与温度的相关表达公式;
(3)MPPO的扩散系数会随着温度的升高而增大,随着饱和压力的增大而增大,随着PPO含量的增加而减小,这与MPPO的流变性能密切相关。
