发动机缸体主轴承孔变形优化
2022-10-25高宏伟韩力春田小飞张静魏志明张艳青
高宏伟,韩力春,田小飞,张静,魏志明,张艳青
(北京汽车股份有限公司汽车研究院,北京 101106)
针对当前发动机性能不断提升、匹配混合动力车型及高热效率等需求,发动机关键摩擦副润滑需重点关注。主轴承是发动机中关键的摩擦副之一,需重点对其润滑进行研究。为实现精益研发设计目标,更好改善主轴承润滑,需通过理论计算实现主轴承结构最优设计。
本研究以发动机主轴承孔变形为研究对象,主轴承孔由缸体及主轴承盖共同构成。主轴承孔关键加工工序为镗孔,镗孔时需装配主轴承盖螺栓,为使主轴承孔在实际发动机装配状态下更加接近理论圆状态,一般镗孔时设定的主轴承盖螺栓拧紧工艺与实际发动机装配状态保持一致。经过主轴承孔镗孔后,获得更加接近理论圆状态的主轴承孔,忽略镗孔工艺偏差,认为主轴承孔圆度及圆柱度均为0。实际发动机装配主轴瓦及曲轴前,需拆掉主轴承盖进行二次装配,二次装配时各摩擦副间接触状态及材料塑性发生变化。为研究二次装配的单一因素对主轴承孔变形影响,本研究重点基于无主轴瓦装配状态对二次装配的影响进行分析,该状态下的变形是研究重点,以下称为主轴承孔变形。
发动机工作过程中,高压润滑油进入缸体主油道,经主油道流入主轴承对主轴承进行润滑,为保证主轴承达到较好的润滑状态,需最大限度降低主轴承孔变形,孔变形下降利于改善主轴瓦在安装状态下的圆度及圆柱度,从而使主轴承达到较好的润滑状态。
对于主轴承孔附近位置的结构设计,包括主轴承螺栓等级和螺栓跨距等参数,早期大部分机型都是以经验设计为主。对于目前高性能及混动化发动机主轴承结构设计及优化,需借助仿真分析手段,对主轴承孔变形进行优化,综合考虑材料塑性、螺栓轴力波动及装配过盈量等因素影响,最终平衡强度及变形综合影响,实现主轴承结构的极致设计。
1 方案介绍
1.1 发动机设计参数
针对当前一款在研发动机主轴承孔变形进行优化,从而最大限度改善主轴承润滑情况,满足高性能、混动化及高热效率需求。本研究主要借助仿真分析手段对主轴承孔变形优化过程进行分析,识别主轴承孔变形偏大的原因并提出优化方案。发动机原始设计状态见表1。
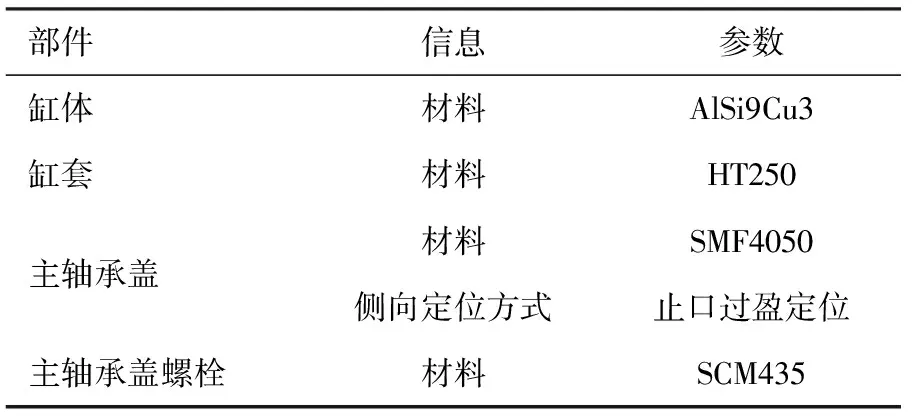
表1 发动机设计参数
1.2 主轴承孔变形实测结果
对各主轴承孔变形进行测量,测试环境温度为25 ℃。发动机缸体为生产线批次产品,主轴承孔经镗孔后,二次装配主轴承盖螺栓,未装配主轴瓦。测试用的装配体包含发动机缸盖,缸盖螺栓按实际拧紧工艺进行装配。
为方便测量和便于体现结果的可对比性,每个主轴承孔选取两个截面,每个截面选取5个角度进行测量。主轴承孔变形测试角度及截面选取位置见图1。主轴承孔变形量指主轴承孔特定截面及角度下实测径向长度与名义轴承孔直径做差,获得的差值为正则代表主轴承孔被拉伸,负则代表主轴承孔被压缩。
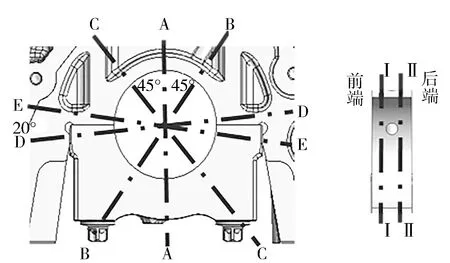
图1 测试角度及截面位置
主轴承孔变形测试结果见表2,实测主轴承孔各角度下变形量最大为11 μm。主轴承孔变形最大值出现在A向。初步分析认为是主轴承座A方向刚度偏低导致,但仅凭经验考虑刚度对主轴承孔变形影响很难进行量化,故需借助有限元分析手段对主轴承孔变形结果进行量化,并用敏感度分析识别主轴承孔变形产生的主要原因。
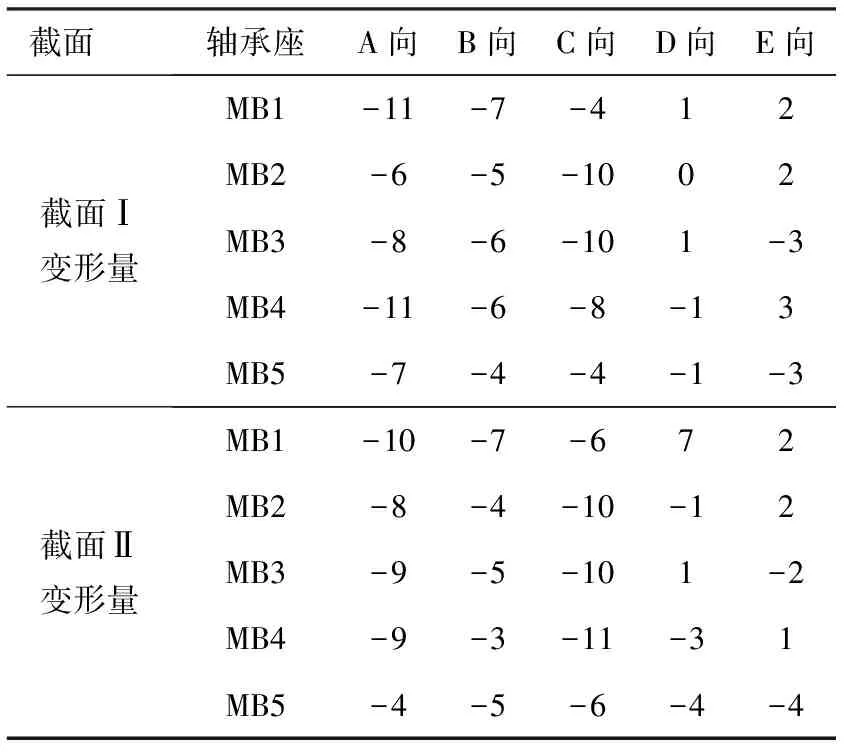
表2 主轴承孔变形实测结果 μm
2 仿真分析
结合实测孔变形结果,可知最大值出现在第一主轴承座(以下简称MB1),以下通过有限元方法对MB1孔变形进行仿真。
2.1 有限元模型描述
2.1.1 有限元模型
仿真分析目的是获得主轴承孔因主轴承盖二次复装产生的变形,为同时考虑缸盖螺栓轴力对主轴承附近变形的影响,仿真分析模型需增加缸盖及缸盖螺栓。有限元模型包含发动机缸体、缸盖、缸盖螺栓、主轴承盖、主轴承盖螺栓(见图2)。
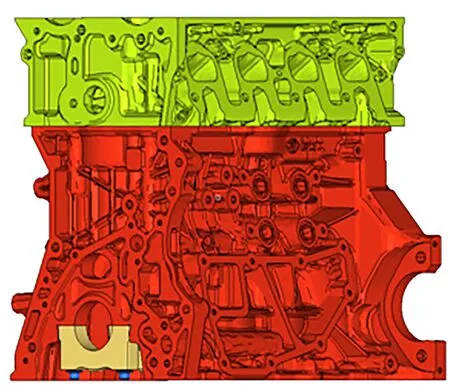
图2 有限元模型
2.1.2 材料参数设置
本研究中机型缸体材料为铸造铝合金,该材料屈服点不明显,在低于屈服点载荷的作用下,也会产生一定程度的塑性变形,且对微观变形的影响不容忽略。为考虑缸体材料塑性对孔变形的影响,仿真分析时缸体使用弹塑性材料参数,其余部件使用线弹性材料参数,材料牌号见表3。

表3 材料设置
2.1.3 约束边界设置
为满足静力学求解条件,并获得准确的孔变形,仿真分析时选取远离主轴承的位置施加约束边界。约束缸盖前端面向自由度,约束缸盖顶部侧面向自由度,约束缸盖顶面向自由度(见图3)。
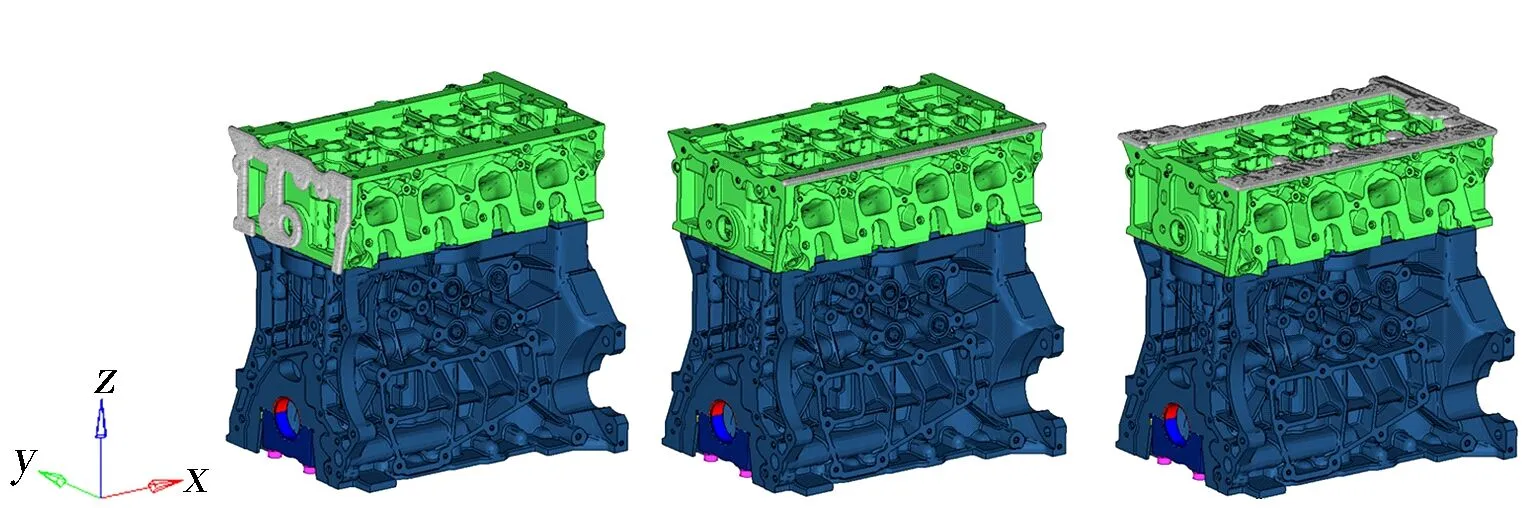
图3 约束边界
2.2 载荷及工况描述
仿真分析主要考虑以下几方面载荷对主轴承孔变形的影响。
1)主轴承盖螺栓轴力:为使主轴承孔变形仿真结果与测试结果具有可对比性,仿真分析时使用实测主轴承盖螺栓轴力,该轴力作为仿真分析时初始轴力进行施加;主轴承盖拆卸后二次复装,复装导致的螺栓与夹紧件间摩擦系数变化会使螺栓轴力上升,采用复装轴力作为复装工况的轴力输入载荷。
2)缸盖螺栓轴力:为体现缸盖螺栓轴力对主轴承孔变形的影响,仿真模型使用实测螺栓轴力作为初始装配载荷进行施加。
3)止口过盈量:为使主轴承孔变形仿真结果与测试结果具有可对比性,缸体与主轴承盖间初始止口过盈量使用实测值;同时,在主轴承盖二次复装后,止口过盈量会有一定量的下降,将该过盈量作为仿真分析中复装工况载荷进行施加。
仿真分析工况设置主要用来模拟主轴承孔镗孔及二次装配过程:
1)初始装配工况:初始有限元模型中轴承孔直径为名义值,对主轴承盖及缸盖螺栓分别施加实测轴力,获得主轴承孔变形Ⅰ;
2)固定螺栓长度工况:该工况仿真目的是分析系统刚度变化对螺栓轴力的影响;
3)卸载工况:该工况为模拟主轴承拆解工况,对螺栓轴力及止口过盈量卸载;
4)复装工况:复装工况是为模拟主轴承盖二次安装状态,对主轴承盖螺栓施加实测复装轴力,对缸体与主轴承盖止口接触面施加实测过盈量,获得主轴承孔变形Ⅱ。
对主轴承孔变形Ⅱ与变形Ⅰ做差,其差值为最终仿真主轴承孔变形,该仿真主轴承孔变形用于与实测主轴承孔变形对比分析。载荷及工况设置见表4。
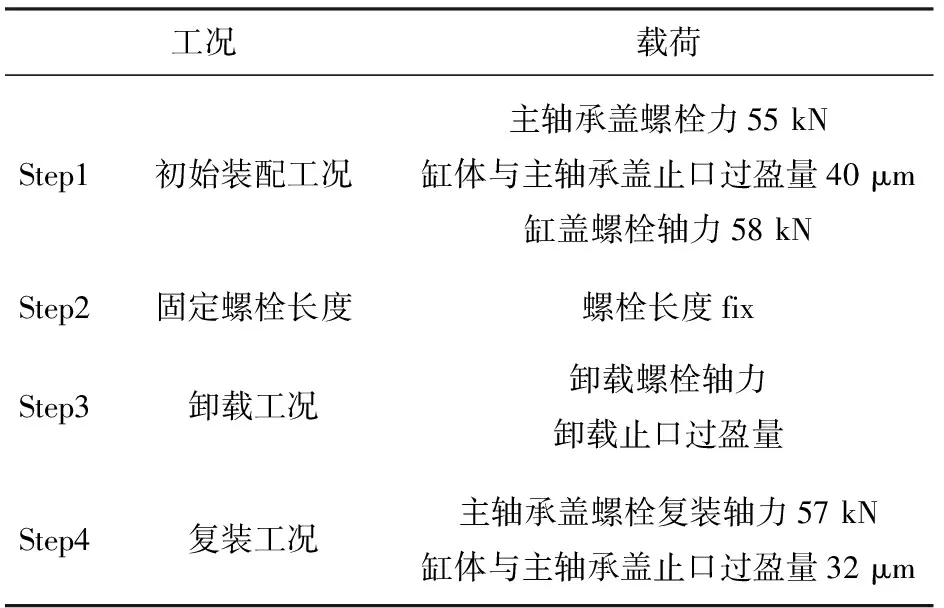
表4 载荷及工况设置
2.3 结果分析
对原设计方案进行仿真分析,分别提取step4与step1中第一主轴承孔各截面对应不同角度的径向长度,并对两个分析步中各截面对应不同角度径向长度做差,由此获得的差值作为对应位置的孔变形。原方案MB1孔变形如表5所示。
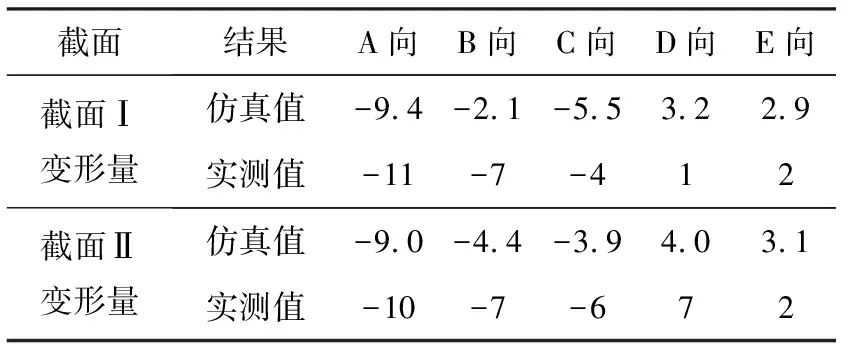
表5 原方案MB1孔变形结果 μm
经对比分析可知,各主轴承孔孔变形仿真值与测试值的趋势基本一致,均呈现沿气缸竖直方向为压缩变形,竖直至水平方向逐渐变为拉伸变形,变形趋势见图4。仿真与测试孔变形存在一定偏差,主要由仿真模型与实际参数存在偏差所致,差异主要体现在复装轴力载荷、材料参数。经讨论评估认为误差在可接受范围,将此分析模型作为后续优化过程的基础模型。
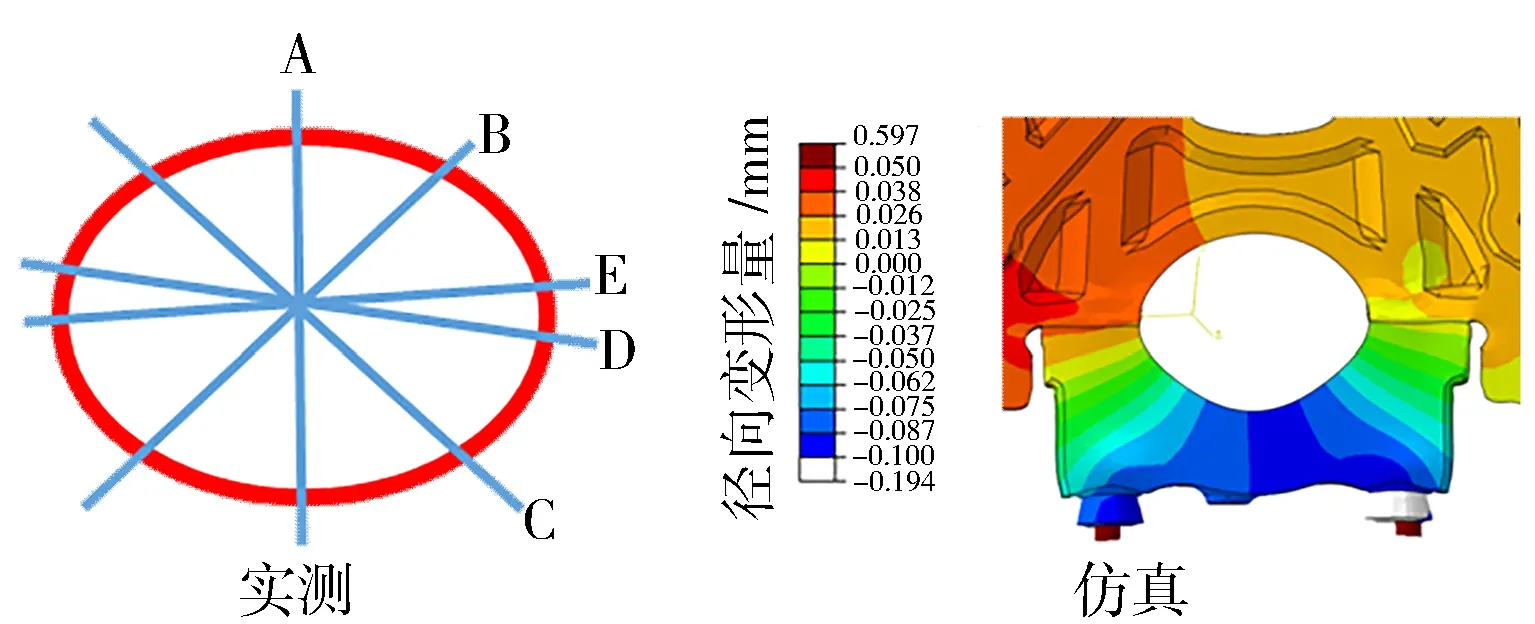
图4 实测与仿真主轴承孔变形结果对比
复装工况step4对应的塑性变形结果见图5。由仿真结果可知,主轴承盖螺栓与主轴承孔之间缸体结构发生局部塑性变形,随着主轴承盖拆卸复装,缸体局部塑性变形会不断累积。缸体局部产生塑性变形,会使前后两次装配的主轴承孔变形不一致,就产生主轴承孔变形。从仿真结果可知,主轴承孔变形由前后两次变形差异决定,初始装配工况引入的螺栓轴力也会决定后续复装工况材料发生塑性变形时处于哪一塑性阶段,即初始装配工况螺栓轴力也会影响主轴承孔变形。
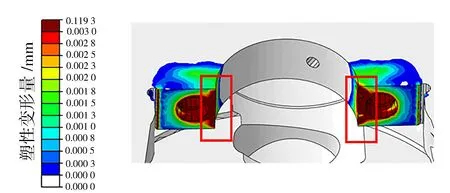
图5 缸体塑性变形结果
基于有限元结果,初步判断主轴承孔变形是受塑性变形及复装工况载荷变动等因素的影响。材料发生塑性变形由多方面因素引起,一般考虑材料强度过低、缸体壁厚过薄、螺栓轴力过大及止口过盈量偏大等方面。为寻找当前设计方案产生主轴承孔变形的主要原因,进行后续敏感度分析。
3 主轴承孔变形敏感性分析
基于当前设计状态及实际工程应用,考虑主轴承盖侧向止口过盈量、螺栓轴力及螺栓跨度调整对变形的影响,进行后续仿真分析。
3.1 侧向止口过盈量影响分析
当前方案主轴承盖采用侧向过盈定位结构,主轴承盖装配过程中,其侧向会与缸体发生剐蹭,表面粗糙度下降,反复装配时,会导致主轴承盖侧向过盈量降低。主轴承盖二次复装止口过盈量下降至32 μm后,会使缸体与主轴承盖连接刚度下降,即二次装配会使主轴承孔圆度发生变化,产生一定孔变形。
仿真分析时,考虑主轴承盖复装过程中侧向过盈量的变化,初始装配工况及复装工况的过盈量均为实测值。经仿真分析,主轴承盖复装过盈量下降后,孔变形下降0.2 μm左右,变化幅度较小,变形分析结果见表6。由此判断,止口过盈量对变形影响较小。从止口过盈设计初衷角度考虑,过盈设计也是保证主轴承盖安装定位,非承载功能,变形分析对比结果也体现了这一点,即止口过盈设计并非起到承载功能。
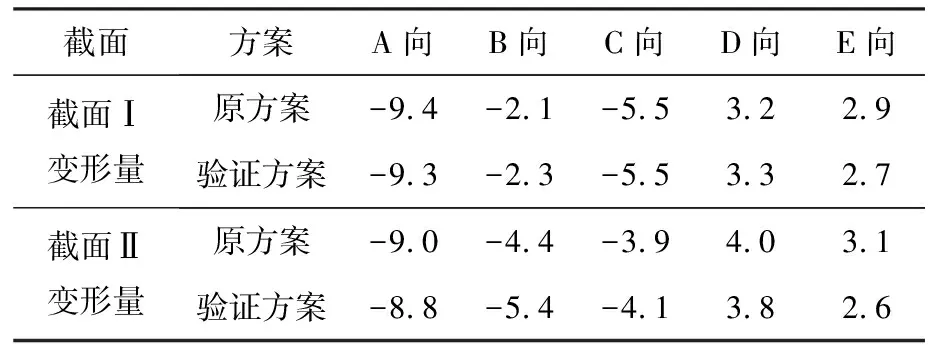
表6 过盈量对主轴承孔变形影响对比 μm
3.2 螺栓轴力影响分析
结合原方案缸体塑性变形分析结果,主要考虑初始螺栓轴力作用下使缸体发生较大塑性变形,初始螺栓轴力作为重要考虑因素,研究初始螺栓轴力对孔变形的影响。在当前装配工艺方案不变的前提下,将主轴承盖螺栓由M10调整为M9,等级不变,由此降低主轴承螺栓初始装配轴力,初始轴力由55 kN下降至45 kN,复装轴力由57 kN下降至47 kN,轴力下降可减小缸体局部塑形变形,从而改善主轴承孔变形。
仿真分析考虑初始螺栓轴力降低对主轴承孔变形影响,并与原方案进行对比,孔变形分析结果见表7。由分析结果可知,孔变形由9.4 μm下降到6.2 μm,降幅约34%。螺栓轴力下降后,初始装配状态缸体局部塑形变形减小,复装轴力增加后主轴承孔圆度与初始装配状态相比差异变小,即主轴承孔变形下降,且改善效果明显,故认为初始螺栓轴力对变形影响较大。仅调整主轴承盖螺栓规格,无需修改缸体模具及调整拧紧机位置,使设计成本降低,这也是确定后续工程方案的重要考虑因素。
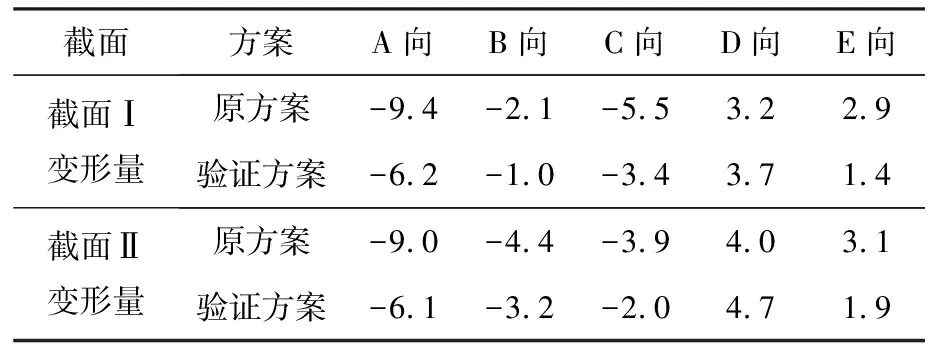
表7 螺栓轴力对主轴承孔变形影响对比 μm
3.3 螺栓跨距影响分析
将主轴承盖螺栓跨距加大6 mm,螺栓规格维持原方案不变。孔变形分析结果见表8,分析结果显示,主轴承孔变形由9.4 μm下降到4.9 μm,下降约91%,改善效果明显。
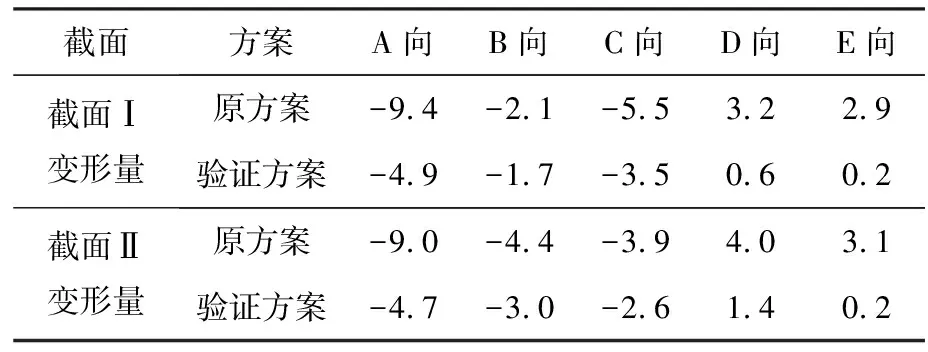
表8 螺栓跨距对主轴承孔变形影响对比 μm
主轴承盖螺栓跨距加大后,增加了缸体位于主轴承孔与主轴承盖螺栓之间的壁厚,局部刚度增加,可减小缸体局部塑性变形,从而改善主轴承孔变形。对于当前发动机方案,螺栓跨距调整对主轴承孔变形改善效果明显,加大主轴承孔与主轴承盖螺栓之间壁厚可作为优化主轴承孔变形的主要方向。
3.4 主轴承孔变形敏感性总结
由原设计方案敏感性分析结果可知,螺栓跨距对主轴承孔变形影响最大,螺栓轴力次之,止口过盈量影响最小。
调整螺栓跨距对主轴承孔变形改善效果最明显,但调整螺栓跨距方案需对缸体进行设计变更,同时也需要调整装配工艺线上螺栓拧紧机位置,这些都会使变更成本增加,经评估确定调整螺栓跨距作为后续备选方案,暂不进行实物验证。
综合考虑主轴承孔变形敏感性及成本因素,初步确定采用调整螺栓轴力方案改善孔变形,将螺栓规格由M10调整为M9,保持螺栓跨距不变,并进行各轴承座孔变形完整分析、缸体与主轴承盖接触开启分析及螺栓强度分析,从仿真角度综合考虑该方案的可行性。
4 主轴承孔变形优化方案分析
4.1 各轴承座孔变形分析
针对初步确定的M9螺栓优化方案,对各个主轴承座进行主轴承孔变形分析,结果见表9。结果显示,最大主轴承孔变形位于MB1,为6.2 μm,各轴承座孔变形水平接近。优化方案相比原方案,主轴承孔变形大小整体下降比较明显,从仿真角度推荐对该方案进行实际工程验证。
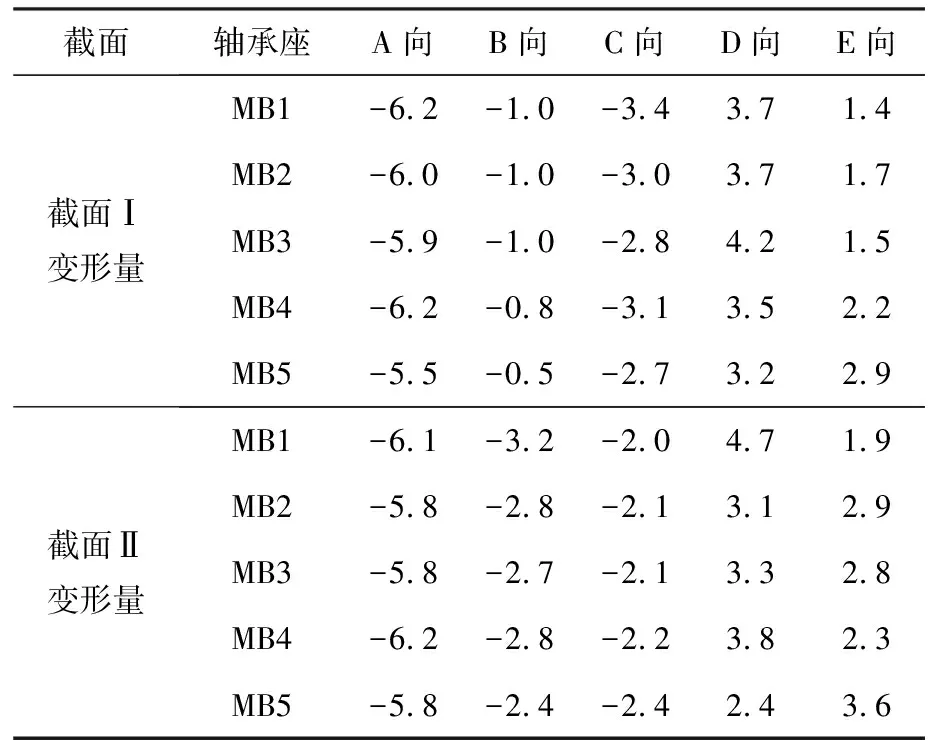
表9 优化方案孔变形仿真结果 μm
4.2 主轴瓦孔变形分析
4.2.1 仿真模型
实际发动机运转过程中,主轴瓦与曲轴主轴颈实际接触,其间隙变化为影响曲轴主轴承润滑条件的关键因素。对原方案及优化方案主轴瓦孔变形进行对比分析,考虑到各主轴承座刚度差异较小,仅以MB1为对象,验证优化方案主轴瓦孔变形改善效果。相比主轴承孔变形仿真分析模型,该仿真模型中增加了主轴瓦。
4.2.2 分析工况
仿真分析工况设置同主轴承孔变形分析工况,仅在复装工况增加主轴瓦,并施加主轴瓦过盈量,模拟主轴承及主轴瓦实际加工及装配过程,工况设置见表10。
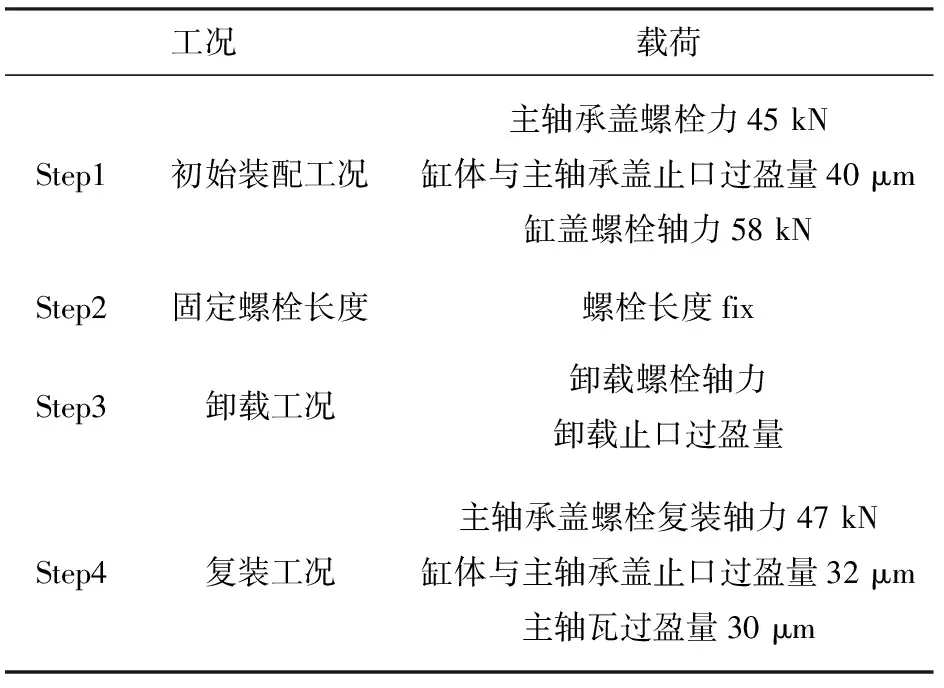
表10 载荷及工况设置
4.2.3 分析结果
以主轴瓦孔变形作为验证性参考结果,本研究仅对比截面Ⅰ及截面Ⅱ的A及D方向主轴瓦孔变形结果。提取step4工况对应截面主轴瓦内径,并与名义直径作差,以该值作为主轴瓦孔变形结果,分析结果见表11。

表11 主轴瓦孔变形仿真结果 μm
经对比分析可知,两种方案主轴瓦最大孔变形均发生在A向,装配状态主轴瓦孔变形趋势与无轴瓦装配状态主轴承孔变形趋势一致,且主轴瓦过盈安装会对主轴承孔变形趋势进行放大。优化方案相比原方案,主轴瓦各截面最大孔变形均有改善,最大变形改善23%,优化方案主轴瓦内侧孔变形更接近理想状态。由以上结果可知,可通过优化主轴承孔变形改善主轴瓦内侧变形情况,从而改善曲轴主轴承润滑情况。
4.3 接触开启分析
4.3.1 分析工况
优化方案采用M9螺栓,轴力降低,需使用有限元仿真分析手段评估主轴承盖与缸体接触开启情况。如果主轴承盖与缸体结合面开启,会加剧螺栓疲劳破坏,同时还可能在缸体与主轴承盖接触区域发生微动磨损,最终产生疲劳破坏。
仿真分析时使用理论最小主轴承盖螺栓轴力,目的是评估极限载荷工况下,主轴承盖与缸体结合面是否开启。为获得准确的工作工况下主轴承座载荷,各轴承座加载轴承EHD载荷,各轴承座载荷见图6及图7。
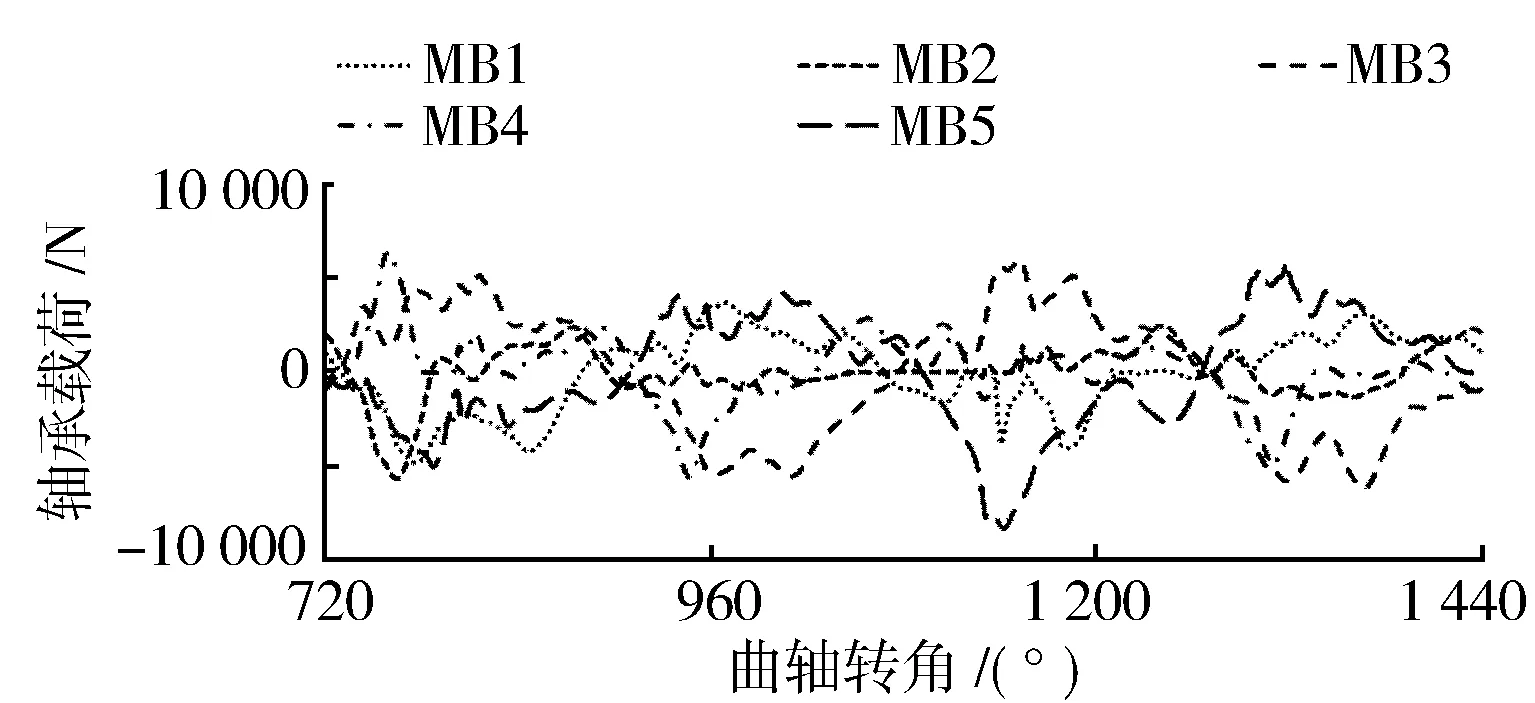
图6 各轴承座y向轴承载荷

图7 各轴承座z向轴承载荷
在准确模拟工作状态主轴承座受力情况的前提下,为节省计算资源,对完整工作循环的载荷进行筛选,选取各轴承座+,-,+,-向载荷幅值时刻作为接触开启分析工况点,工况设置见表12。
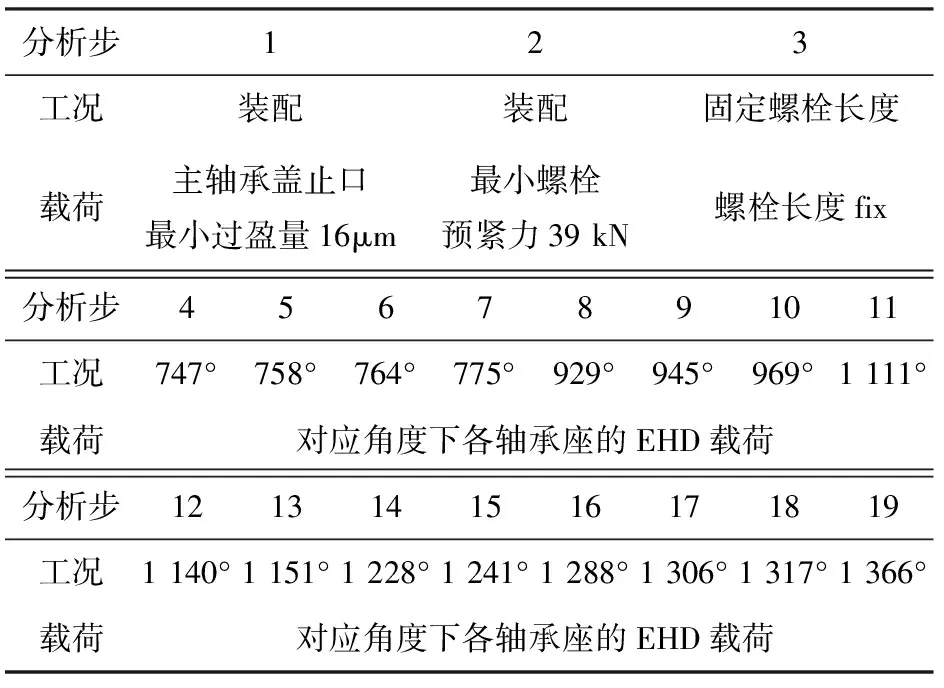
表12 接触开启分析工况设置
4.3.2 分析结果
图8示出各轴承座接触压力分布。一般情况下,当螺栓轴力不足时,最先发生接触开启的是主轴承孔与主轴承盖之间接触面区域。分析结果显示,主轴承盖与缸体接触面接触压力均大于0,主轴承盖与缸体未发生开启,最小螺栓轴力满足该发动机燃烧压力使用要求。仿真使用的是理论最小轴力,该轴力是基于理论最大摩擦系数及最小扭矩力矩计算所得,通常这种组合的极限状态很难在实际中发生,所以最小轴力状态已覆盖所有实际工作工况,认为当前螺栓轴力满足使用要求。
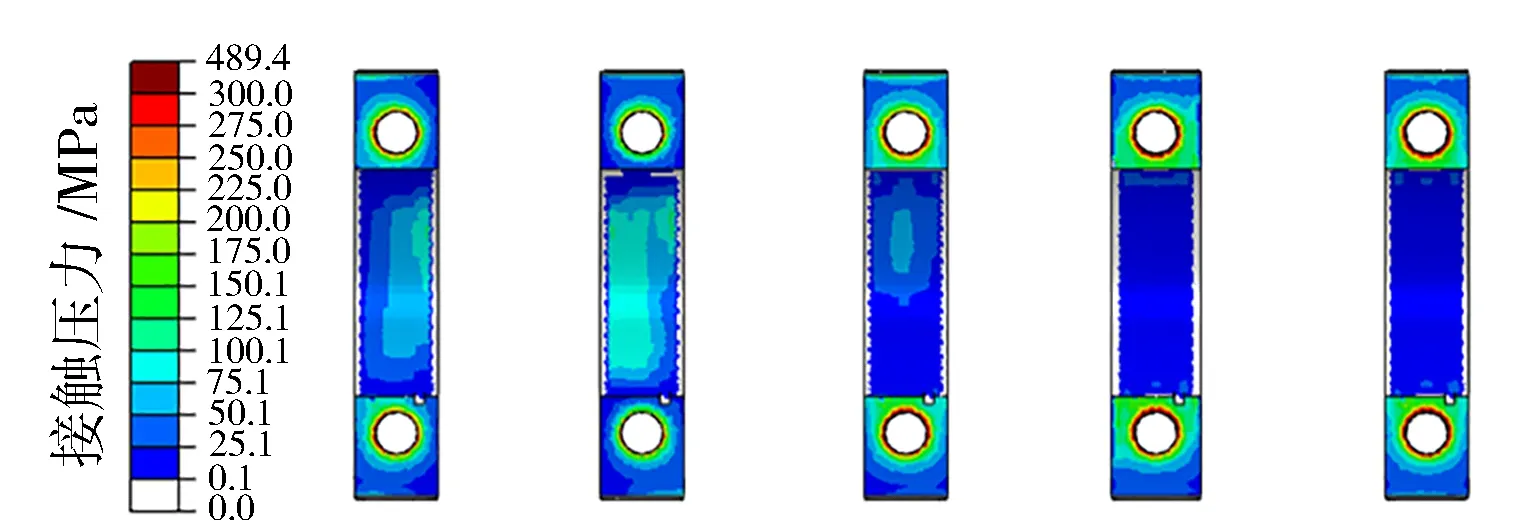
图8 各轴承座接触压力
4.4 高强螺栓分析
4.4.1 数值法校核
优化方案螺栓调整以后,需重新进行螺栓校核。基于数值校核方法,从抗压强度、旋合长度及疲劳强度几个方面对螺栓进行评估。抗压安全系数主要考察螺栓头部与夹紧件之间压力是否超过材料抗压强度,如果超过材料抗压强度,会出现压溃现象;旋合长度主要考察螺栓安装状态内螺纹强度,如果旋合长度不足,会发生内螺纹破坏;疲劳强度主要考察螺栓承受交变载荷作用时是否满足要求。经数值校核,高强螺栓设计满足使用要求,如表13所示。数值校核无法考虑主轴承盖刚度的影响,螺栓强度数值校核结果会存在误差。为考察结构刚度对螺栓强度的影响,进行后续有限元校核。
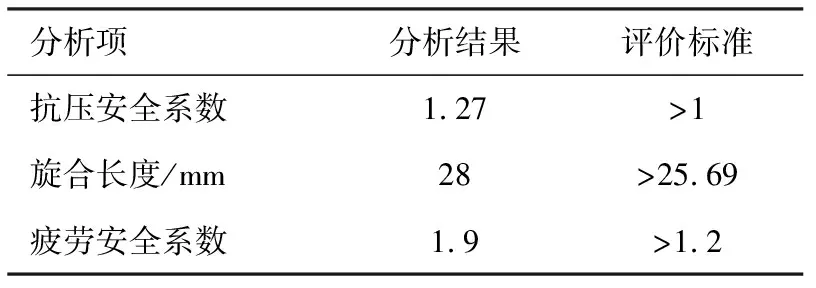
表13 螺栓校核结果
4.4.2 有限元法校核
引入有限元法校核的目的是考察结构刚度对螺栓疲劳强度的影响,使结果更加准确。选取装配工况及工作工况载荷作为螺栓疲劳强度计算的交变载荷。螺栓编号见图9。
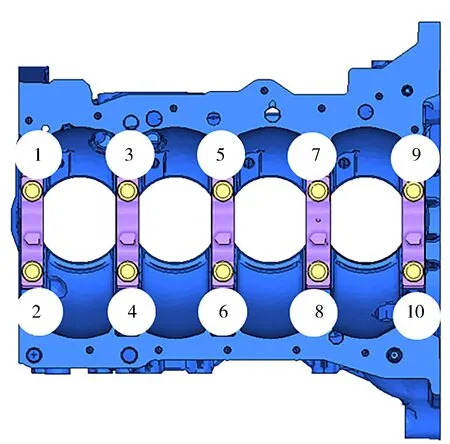
图9 螺栓编号
考虑螺栓轴向承载特点,选取各轴承座承受-向载荷幅值时刻作为螺栓疲劳分析工况点,疲劳工况设置如表14所示。
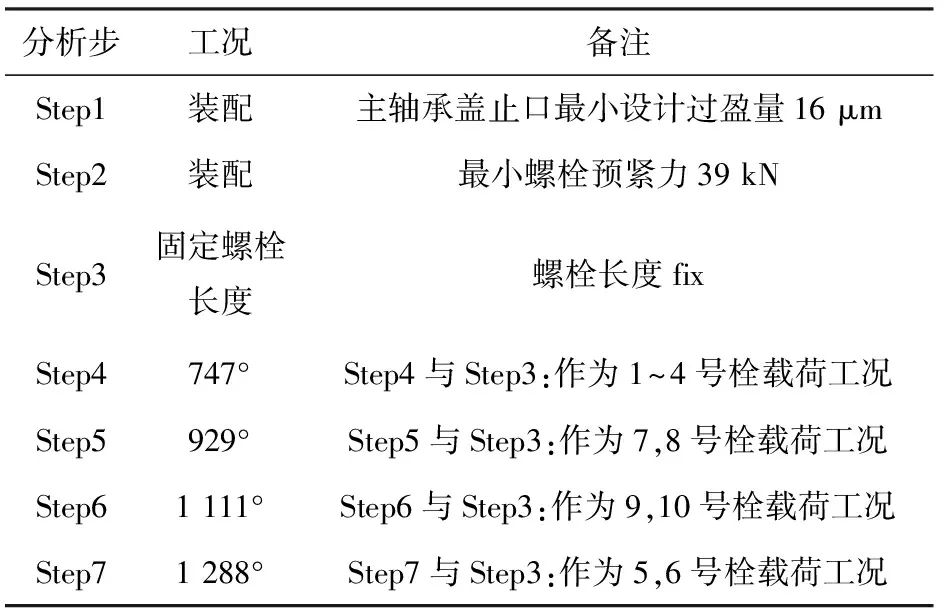
表14 螺栓疲劳分析工况设置
各螺栓校核结果见表15。结果显示,各螺栓最小疲劳安全系数为1.61,位于8号螺栓,大于评价标准1.2,满足使用要求。各螺栓疲劳安全系数差异较大,除各轴承座刚度存在差异外,受发动机工作影响,各主轴承座受力差异也较大,这些因素都会使各个螺栓疲劳安全系数产生差异。
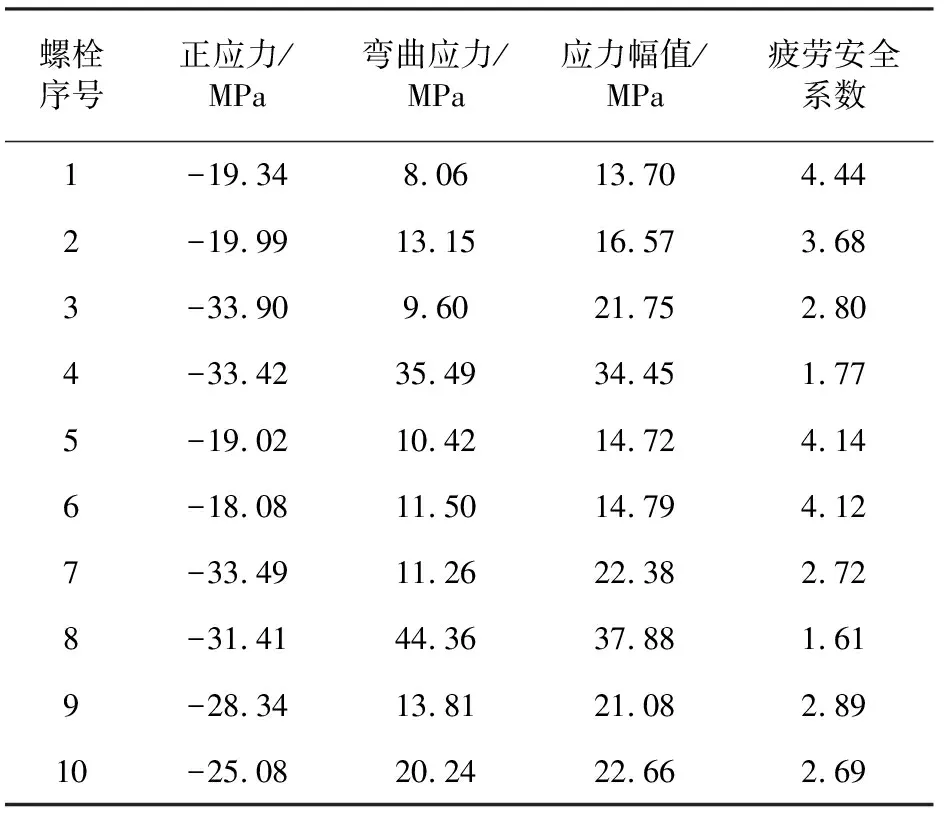
表15 有限元法螺栓疲劳校核结果
5 优化结果验证
对于螺栓由M10调整为M9的优化方案,各主轴承孔变形、接触开启及高强螺栓校核均满足使用要求,具备实物验证条件。同时仿真结果显示,该优化方案主轴承孔变形相比初始方案下降34%,从理论校核角度认为主轴承孔变形改善效果明显,经评估确定对该优化方案进行工程验证,如主轴承孔变形改善效果明显,可作为量产方案进行推进。为规避主轴瓦过盈量公差因素影响,工程验证仅评估主轴承孔变形改善效果及螺栓是否满足使用要求。
1)主轴承孔变形验证:螺栓调整后主轴承孔变形结果如表16所示,实测主轴承孔变形整体改善趋势与仿真基本一致,数值存在差异,但误差可接受,认为使用该方案可较大幅度降低主轴承孔变形,后续可通过耐久试验进行考核。
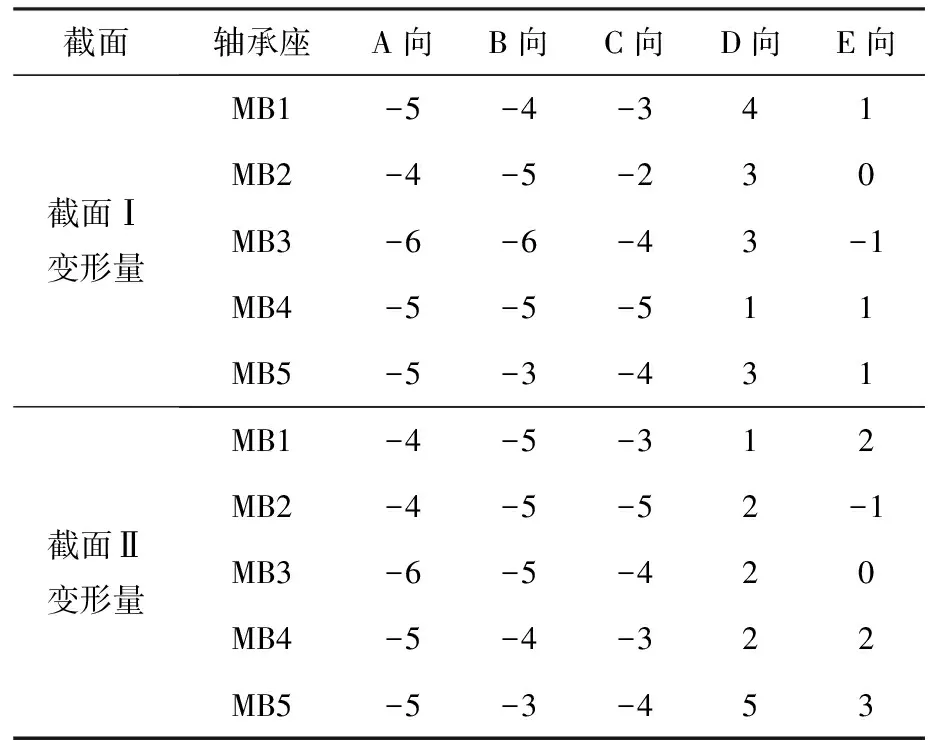
表16 优化方案主轴承孔变形实测结果 μm
2)耐久试验验证:针对优化方案进行耐久试验验证,耐久试验后缸体与主轴承盖未开启,螺栓未断裂,各轴承副润滑效果良好,结合仿真结果认为孔变形改善效果良好,优化方案可作为工程化方案。耐久试验后的缸体、主轴承盖及螺栓见图10。
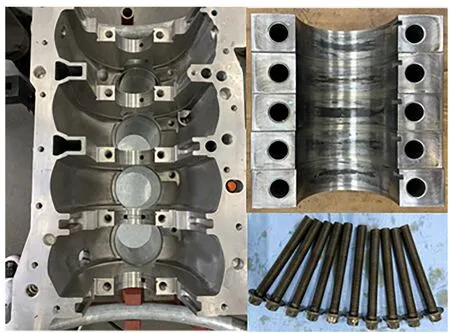
图10 试验后样件状态
6 结束语
重点针对主轴承孔变形进行仿真优化及实物验证,最终实现主轴承孔变形大幅降低,同时该优化方案不产生额外的设计变更成本,润滑验证满足要求,从主轴承孔变形优化角度认为该优化方案具备后续工程化实际意义。
主轴承孔变形主要由缸体局部塑性变形及主轴承盖螺栓轴力过大等因素导致,为有效控制变形,工程实际中应尽量规避或减少缸体塑性变形。
主轴承孔变形仿真分析时,复装后的主轴承盖螺栓轴力采用实测数据,而当前通过测试手段获得的复装状态螺栓轴力存在一定偏差,获取更加准确的复装螺栓轴力是提高仿真精度的关键。
主轴承孔变形为微米级参数,实际中无法完全规避,主轴承孔变形实测结果表明该主轴承孔变形仿真方法可以工程应用。通过仿真手段可以找到主轴承孔变形的原因,并采取针对性措施大幅降低主轴承孔变形,达到极致设计目标,满足发动机高性能、混动化及高热效率的使用要求。
