低温乙烯储罐区蒸发气处理工艺的研究
2022-10-22邵雪微曹斯亮
邵雪微,曹斯亮,周 月,张 静
(北京石油化工工程有限公司,北京 100000)
乙烯是石油化工产业的核心,是生产聚乙烯、苯乙烯、醋酸等产品的重要基础原料。随着经济的高水平发展,我国对乙烯的需求量越来越大,国内陆续建成了很多乙烯装置,规模和年产量也快速增长[1]。因此,建立安全可靠、经济高效的大规模低温液化乙烯储运系统十分必要。液化乙烯(liquid ethylene gas,LEG)常用的储存方式有两种:一是常压低温储存,二是高压低温储存。常压低温储存作为当前低温液化乙烯最常用的储存方式,具有储存能力大、占地面积小、自动化程度高、安全稳定等优点。在低温液化乙烯储运过程中,由于环境温度变化、机泵运转、节流闪蒸、管线预冷等原因,会产生大量的闪蒸气(boil off gas,BOG),为维持储罐压力的稳定,出于节能环保的考虑,对BOG进行再液化。本文以某项目中的低温液化乙烯储罐区为例,探讨BOG的处理工艺。
1 低温液化乙烯储罐区的工艺流程
低温液化乙烯的工艺流程图如图1所示。
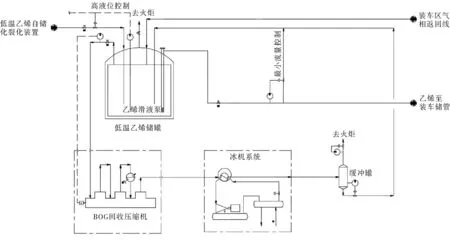
图1 低温乙烯储罐区工艺流程图Fig.1 Engineering flow sheet of low temperature ethylene storage tank area
1.1 低温液化乙烯进、出液系统
进液系统:催化裂化装置生产的低温液化乙烯经管道输送至储罐中储存,可采用顶部进液或底部进液,两种方式的进液管道上分别设置切断阀,在总进液管道上设置总切断阀,并与储罐高高液位报警联锁,防止溢罐事故的发生。
出液系统:低温液化乙烯经潜液泵增压输送到槽车进行装车,槽车置换出的气体也返回到储罐中,每台储罐内设置两台潜液泵。设置泵后回流线,当潜液泵低流量运行时,可通过此管线将储罐内的低温液化乙烯循环起来。
1.2 低温乙烯储存系统
本项目采用平底圆筒形吊顶式全容储罐,有效容积为20000 m3,设计压力为-0.5 kPa/25 kPa,设计温度为+50 ℃/-110 ℃。储罐内罐的主要材质为S30408,外罐筒体的主要材质为S30408、拱顶的主要材质为16MnDR。在内罐和外罐之间填充膨胀珍珠岩绝热;储罐底部使用泡沫玻璃砖隔热。储罐在内罐壁、外罐壁和罐底设置多个温度测量仪表监测内外罐的温度,便于及时发现泄漏工况;储罐设置压力测量仪表和控制阀门维持储罐在设计压力范围内运行;储罐设置多套液位测量仪表及联锁保护系统确保储罐安全操作和运行。
1.3 BOG液化回收系统
BOG液化回收系统主要包括BOG回收压缩机、冰机系统和缓冲罐三部分。储罐内的气体压力达到18 kPa时,储罐排气至压缩机,BOG经三级压缩后压力达到到1.7 MPa;压缩后的BOG进入冰机系统,制冷剂在蒸发器的壳程将管程内BOG冷却为液化乙烯;液化乙烯自冰机系统进入缓冲罐,缓冲罐用以缓解管道压力波动和流量不均匀度,缓冲罐内液化乙烯经过节流降压回流到低温乙烯储罐中储存。
2 BOG压缩机选型
BOG回收系统的规模是低温乙烯储运的关键,BOG压缩机是整个液化回收系统的核心设备。因此,BOG压缩机的选型至关重要。
2.1 计算工况
此项目进液流量为123 m3/h,出液量为240 m3/h,储罐内低温乙烯液相密度为565 kg/m3,BOG的密度为2.424 kg/m3,汽化潜热为475 kJ/kg。
(1)进液闪蒸(W1)
由催化炼化装置输送来的低温液化乙烯的压力为0.5 MPa,储罐的操作压力为10 kPa,为调节进液压力,在进液管道上设置调节阀,节流后一部分低温液化乙烯闪蒸,造成储罐内BOG的增加。HYSYS模拟结果如图2所示,闪蒸量为2.42%,产生BOG为1684 kg/h。
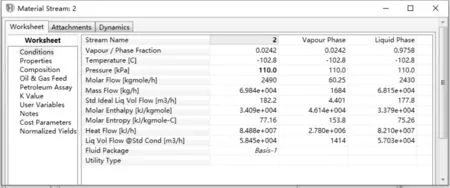
图2 进液闪蒸模拟图Fig.2 Simulation diagram of liquid inlet flash
(2)潜液泵运转的热量转化(W2)
本项目低温液化乙烯输送泵为立式潜液离心泵,泵组整体浸没在低温液化乙烯中,潜液泵运行时的热量会导致储罐内BOG的增加,产生BOG最多的情况为泵的轴功率全部转换为热能。潜液泵的流量为240 m3/h,扬程为135 m,泵的效率为62%,则泵运行时所产生的BOG量计算结果如下所示:
式中:ρ——介质密度,kg/m3
Q——泵的流量,m3/s
H——泵的扬程,m
η——泵的效率
故潜液泵的轴功率为:
泵运行时最大BOG增加量为:
W2=转化的热能/低温乙烯气化潜热
=(80.4×3600)/475≈609 kJ/kg
(3)日蒸发(W3)
根据规定,金属全容罐的日最大BOG蒸发量不超过储罐总容积的0.08%[2]。本项目设置两台容积为20000 m3的全容型储罐,因此储罐内的最大BOG量的计算如下所示:
W3=储罐最大有效容积×低温乙烯密度×最大日蒸发率×2/24
=20000×565×0.08%×2/24≈753 kg/h
(4)缓冲罐回收闪蒸(W4)
缓冲罐的操作压力为1.6 MPa,需在低温乙烯回流线上设置调节阀降压,缓冲罐内低温乙烯的返回量为5500 kg/h。HYSYS模拟结果如图3所示,节流后的气相分数为35.63%,即BOG的量W4约为1959 kg/h。

图3 缓冲罐回流闪蒸模拟图Fig.3 Reflux flash simulation diagram of buffer tank
(5)泵最小回流闪蒸(W5)
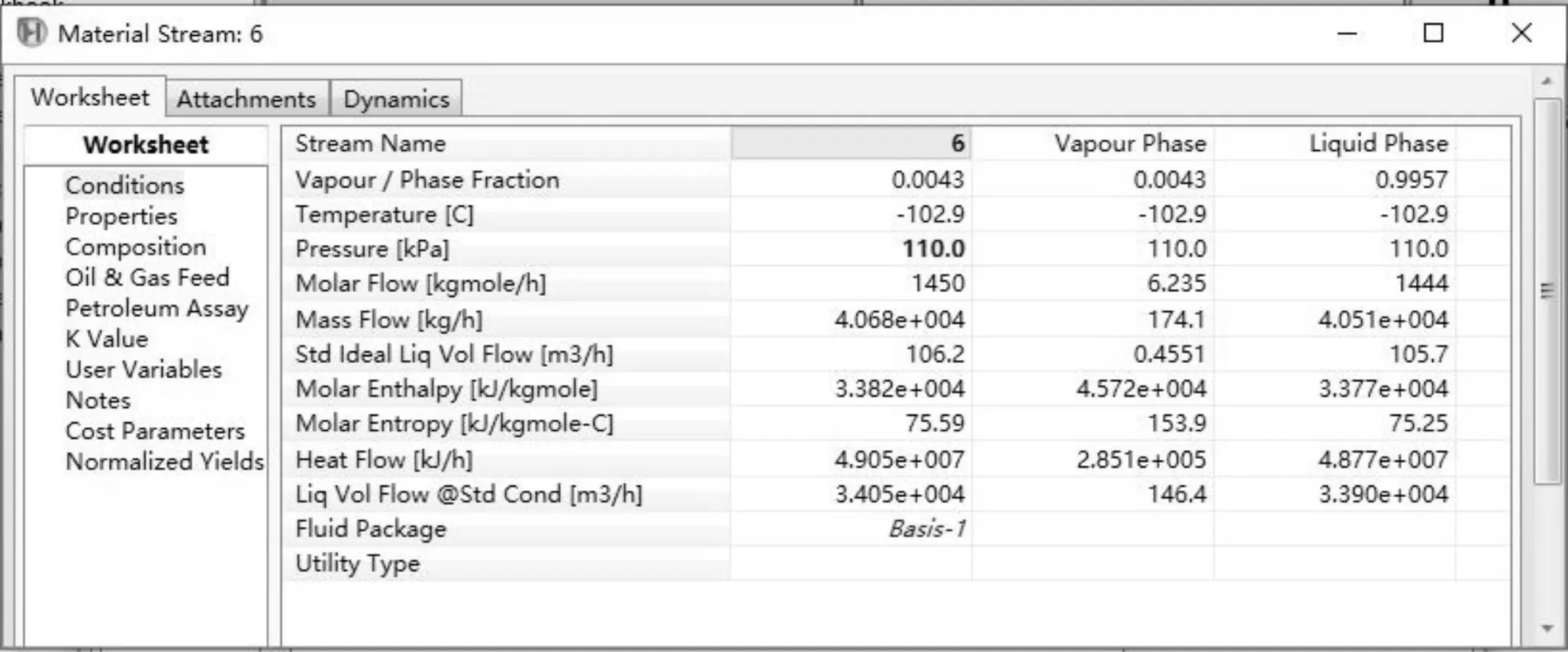
图4 泵最小回流线闪蒸模拟图Fig.4 Flash simulation diagram of minimum return line of pump
储罐停止出液后,为避免潜液泵的频繁启停,在泵后设置一条最小回流线,回流线上设置调节阀来调节压力。最小回流量为40680 kg/h,压力由0.085 MPa降低为10 kPa。HYSYS模拟结果如图4所示,节流后的气相分数为0.43%,即BOG的量W5约为174 kg/h。
(6)装车气相返回(W6)
低温乙烯装车时,由于储罐与槽车的压差,一部分气体会从槽车回到储罐,储罐内的液位下降,压力变小,由槽车返回的气体可以补充一定的气体压力。槽车体积为30 m3,压力为0.1 MPa,温度-104 ℃。计算如下所示[3]:
BOG的标准密度:
ρ标况=M摩尔质量/V摩尔体积=28.05/22.4=1.25 kg/m3
∵PV=nRT,且V=m/ρ
∴P/ρ=RT/M
又∵对于同一种气体,R、M为常数
∴任意温度压力下的密度ρ=(P/P标况)(T标况/T)ρ标况
∴槽车内BOG的密度ρ装车=(0.2/0.1)×(273/169)×1.25
≈4.038 kg/m3
∴槽车返回储罐内的BOG量:
W6=Q装车×ρ装车=240×4.038≈969 kg/h
(7)管道与外界热交换(W7)
外界环境温度与管内低温乙烯存在温差,管道与外界进行热交换会产生一定量的BOG。本项目环境温度ta为31 ℃,露点温度td为25 ℃,管道漏热引起的BOG增加量计算如下[4-5]:
管道绝热层外表面最大允许冷损失:ta-td≤4.5时,Q=(ta-td)α;ta-td>4.5时,Q=4.5α。
式中,α为隔热层外表面向大气的放热系数。W/m2·℃,取8.141。
本项目低温管道公称直径为250 mm,保温层厚度为120 mm,长度为415 m,产生BOG的量:
W7=管道外表面积×最大允许损失量/乙烯气化潜热
=(3.14×0.5131×415)×(4.5×8.141)×3600/(475×1000)
≈186 kg/h
2.2 计算结果
经上述分析可知,低温乙烯储罐区在运行过程中会产生大量的BOG,日常运行过程中可能出现几种工艺共同工作的情况[6]。因此,合理的分析BOG的量,对罐区系统的安全运行至关重要。各工况下的BOG量见表1所示。
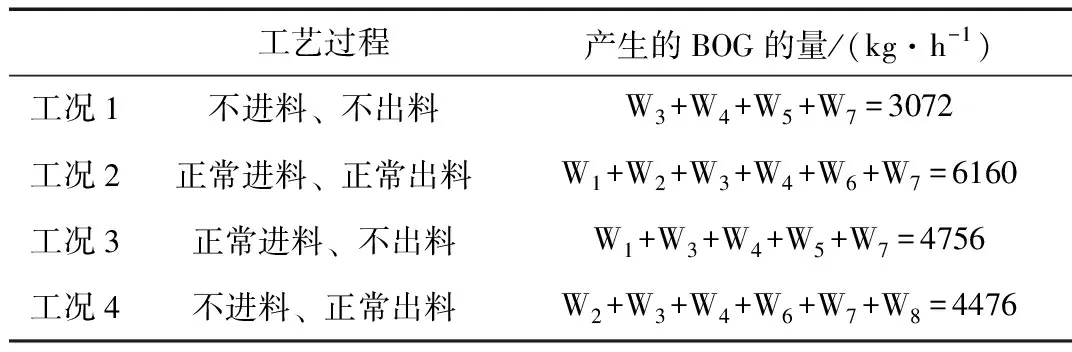
表1 主要工况产生的BOGTable 1 BOG generated under main working conditions
2.3 BOG压缩机选型
由表1可知,BOG产生量最大的工况为正常进料、正常出料,BOG产生量为6160 kg/h,考虑机泵正常出料时机泵的轴功率大部分用来输送低温乙烯等因素,取一台BOG压缩机的处理能力为5500 kg/h,设置两台压缩机,正常运行时启动一台,处理量大时开启两台,另一台压缩机兼具备用压缩机的功能。
3 冰机选型
本项目冰机应具备冷却两台压缩机全负荷运转时压缩出BOG的能力,将温度40 ℃、压力1.7 MPa的BOG冷却为温度为-38 ℃、压力为1.6 MPa的低温乙烯,流量为1100 kg/h。HYSYS模拟结果如图5所示,整个过程冰机的热负荷为5339000 kJ/h。因此,取冰机的总制冷量应为1550 kW。
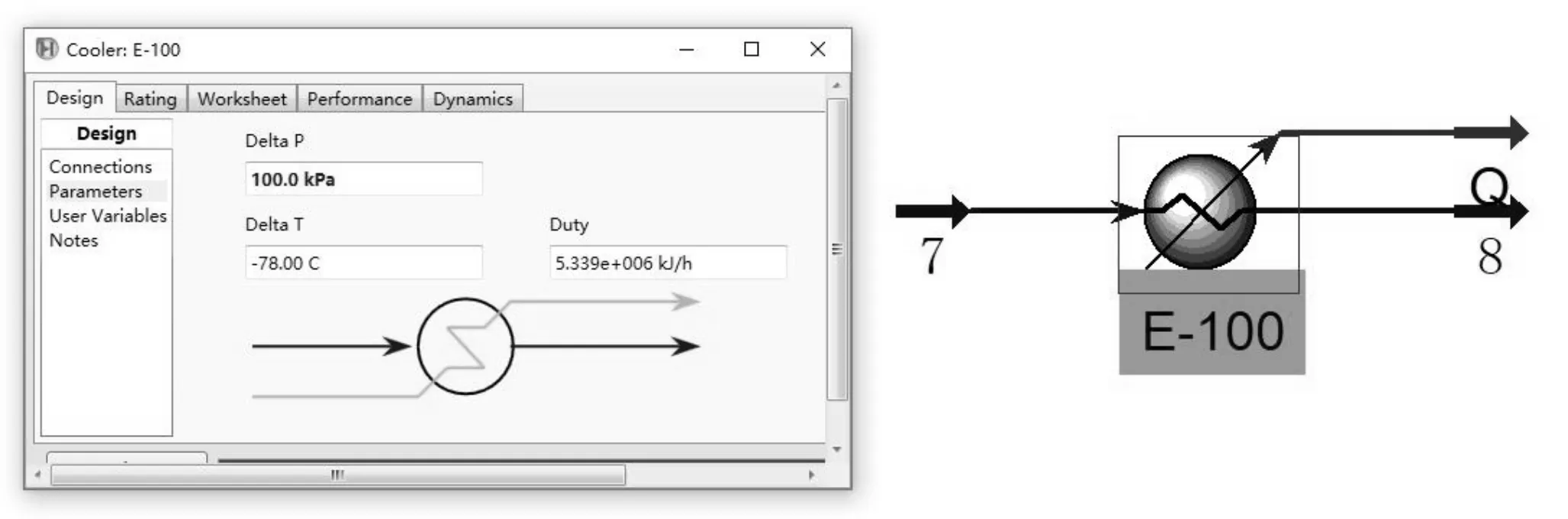
图5 冰机制冷量模拟Fig.5 Ice machine cooling capacity simulation
冰机的制冷流程:丙烯制冷剂在蒸发器的壳程将BOG冷却为液化乙烯,丙烯吸热蒸发成饱和丙烯返回丙烯压缩机,被压缩为高压丙烯气经油分离器分离出排气中的润滑油后,进入水冷凝器被冷凝成为液化丙烯。从冷凝器出来的液化丙烯一部分经供液阀节流到气液两相进入经济器后吸热为气态丙烯吸入到丙烯压缩机中,另一部分液化丙烯在经济器中被过冷后进入蒸发器的壳程与乙烯进行热量交换,如图6所示[7]。
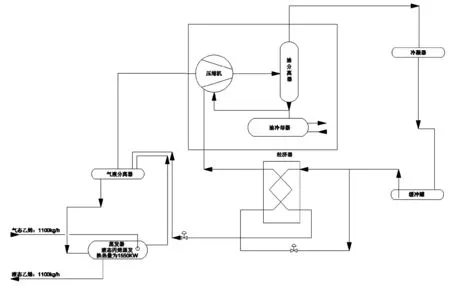
图6 冰机制冷流程Fig.6 Refrigeration process of ice machine
4 缓冲罐的选型
本项目缓冲罐的主要作用是缓解整个液化系统的流量和压力波动,将冰机冷凝的低温乙烯输送到缓冲罐后,经节流降压回流到低温乙烯储罐内。本项目缓冲罐的内径为1.2 m,切线长度为3.6 m,设计温度为-104 ℃,设计压力为2.16 MPa,使用丁腈橡胶发泡制品进行保冷。
5 结 论
(1)通过分析低温液化乙烯储罐区发现,压缩机、冰机、缓冲罐的选型等都受BOG量的制约。因此,正确计算低温储罐区BOG的量是保证罐区安全运行和精细设计的关键。
(2)本文分析了不同工况下低温液化乙烯储罐区产生BOG的量,取最大的BOG量作为设计数据,并考虑了极端工况和备用情况,选取两台压缩机,在保证罐区安全运行的基础上降低整个项目运行费用。