浅谈多晶硅生产中碳杂质的分布和去除
2022-10-20何鹏,杨洋
何 鹏,杨 洋
(内蒙古通威高纯晶硅有限公司,内蒙古 包头 014000)
硅基太阳能光伏板是使用最多的、最成熟的发电材料。中国已成为世界硅最大的多晶硅、单晶片、太阳能电池片和太阳能发电组件产地。随着光伏发电技术的不断进步,对电池片转化率要求越来越高,如近几年PERC电池完全代替多晶电池。PERC电池的转化率在22%~24%之间,而最新的N-TOPCON或者HJT电池甚至在实验室可以做到26%以上。国内已有许多企业建立了实验室和是生产线以期取得转化率的突破。不可忽略的一点是,不论哪种更高效率的硅基电池都对原料多晶硅提出了更高的品质要求,尤其是碳杂质。甚至,每个档次的多晶硅都有不同的碳杂质含量要求。如下表(1016atoms/cm3折合0.09ppmW,全文后续未特殊标注的比例均指重量比):

表1 多晶硅质量标准[1,2]
因此,研究碳杂质的分布和去除是多晶硅企业科技进步重点。
1 多晶硅碳杂质的存在形式
多晶硅的碳几乎都是由工业硅(MGS)引入,部分企业使用甲烷或甲醇制氢,在吸附柱老化或操作不慎也会少量引入碳,即使是吸附柱正常运行时也会微量引入碳。碳在氯硅烷中的存在形式主要是MeSiHCl2、MeSiCl3和微量的Me3SiCl。碳在氢气中主要以CH4和少量的CO、CO2存在。碳在多晶硅中以Si-C形式存在(原子取代)[3]。典型的分析数据如下:

表2 原料硅粉组分(电感耦合等离子体发射光谱仪,红外碳硫分析仪)

表3 氢化液组分(气相色谱仪,气相色谱质谱联用仪)

表4 还原进料氯硅烷组分(气相色谱仪,气相色谱质谱联用仪)

表5 回收氯硅烷组分(气相色谱仪,气相色谱质谱联用仪)

表6 回收氢气组分(气相色谱仪)
2 物化性质分析
根据碳杂质在多晶硅生产中的体现形式,可将其初步分为固、液、气三类。每类物质总是和多晶硅中的同类相物质混合在一起,再通过对同类相物质的物化性质特征进行比较,才能将更好的分析去除碳杂质的工艺技术方案。
分类表如下:

表7 相关物质熔点

表8 相关物质沸点

表9 相关物质沸点和运动直径
3 碳杂质的分布
通过上述物化性质的分类分析,结合多晶硅生产制造流程不难看出,碳化硅始终和硅棒生长在一起、甲基氯硅烷始终在氯硅烷的体系里、甲烷和二氧化碳(一氧化碳已被实验数据证明几乎不存在)始终在氢气的体系里。
更进一步的分析,多晶硅生产体系在冷氢化过程中产生二氯硅烷、三氯氢硅和四氯化硅的混合液,流程上首先要分离二氯硅烷和四氯化硅,因此甲基二氯硅烷几乎都混合在三氯氢硅中,甲基三氯硅烷都混合在四氯化硅中。三氯氢硅为了达到进入还原的纯度要求,还要经过2-4次脱轻脱重。于是甲基三氯硅烷就更多的富集在三氯氢硅首个脱重塔的塔釜液,甲基三氯硅烷会富集在四氯化硅脱重塔(部分工艺方案未设置该塔)的塔釜液。
从2物化性质分析也可以看出,经过脱重后的三氯氢硅中不会有甲基三氯硅烷,但一定会有微量的甲基二氯硅烷。这些甲基二氯硅烷进入还原后伴随三氯氢硅和二氯硅烷的热分解反应也会分解,这时候就会产生碳化硅。这些碳化硅就是多晶硅产品中碳杂质的最终存在形式。因此使用低温红外光谱仪(LT-FTIR)检测多晶硅成品时(需要先在定制的工况中拉制为单晶棒),就是以Si-C键的强度作为检测的参照物。
合成料(或与回收料)以三氯氢硅为主体进入还原反应器后,其中的甲基二氯硅烷会发生热分解、甲基取代和官能团再分配三种反应。热分解会直接以硅中代位碳的形式减少甲基二氯硅烷的数量,甲基取代会以甲烷的形式减少甲基二氯硅烷的数量,官能团再分配会以甲基三氯硅烷或三甲基氯硅烷的形式减少甲基二氯硅烷的数量[4]。
4 碳杂质的反应过程
归纳整理主要碳杂质在多晶硅生产各个环节的反应,如下:
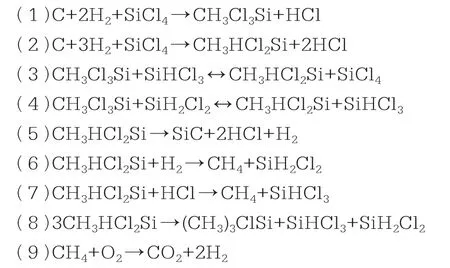
氢化工艺主要发生(1)-(3)反应,即引入碳和四氯化硅中的甲基三氯氢硅再平衡部分为甲基二氯硅烷。精馏工艺主要对是伴随二氯硅烷、三氯氢硅和四氯化硅的主体分离以及三氯氢硅的脱轻脱重精致提纯过程,发生甲基氯硅烷在不同组分中的量的再分配和富集。还原工艺主要发生(3)-(8)中反应,即生成硅中代位碳、甲基在甲基氯硅烷中的再分配和甲烷的产生。回收工艺中,甲烷始终难溶解于氢气或氯硅烷,则甲烷伴随补充到氢化的氢气重新在氢化富集。
5 分析碳杂质的反应平衡
对于反应平衡态,我们首要应结合热力学分析。但是部分反应在多晶硅生产工艺流程中不具备反应触发条件,即动力学为0或者动力学反应速率在实际的反应时间内远不能达到平衡。因此,同时要结合生产时的数据进行分析。
5.1 氢化
在氢化主要涉及两类反应:
(1)工业硅中冶炼残碳按照第4节中(1)和(2)反应,固体和气体反应后生成气体的反应有一个显著特征,条件允许时会持续发生。根据理论计算,(1)和(2)反应都是持续正向进行。事实上,我们发现硅中残碳大部分是没有参与反应的。经典数据如下表:

表10 不同类硅粉碳含量
通过上表数据分析,超过95%的碳都没有在氢化环节转变为甲基硅烷。这与热力学上的趋近完全转化不同,说明在氢化反应中碳转变为甲基硅烷的反应是由化学动力学主导。
(2)氢化反应的主要原料是四氯化硅、氢气和固相硅粉,根据第3节的分析可知四氯化硅中存在一定量的甲基三氯硅烷。甲基三氯硅烷会在反应体系中转变为甲基二氯硅烷。我们通过反应式(3)和(4)可推测影响氢化反应中甲基三氯硅烷和甲基二氯硅烷再平衡时分配比率的是四氯化硅、三氯氢硅和二氯硅烷的比率。一般的,为了主反应(四氯化硅、氢气和硅粉生成三氯氢硅)进行时目标三氯氢硅产物的质量生成速率更大,氢化产出混合液中四氯化硅、三氯氢硅和二氯硅烷的比率是74.5:25:0.5。因此,我们计算0.1‰(与四氯化硅的摩尔比)的甲基三氯硅烷在氢化反应条件(550℃,2.5MPa)的平衡浓度。结果是甲基三氯硅烷比甲基二氯硅烷的比率是6.8。如果在转化率较高的氢化系统内,如氢化产出混合液中四氯化硅、三氯氢硅和二氯硅烷的比率是70:30:1时,结果是甲基三氯硅烷比甲基二氯硅烷的比率是5.2。在实际生产过程中分析数据如下:
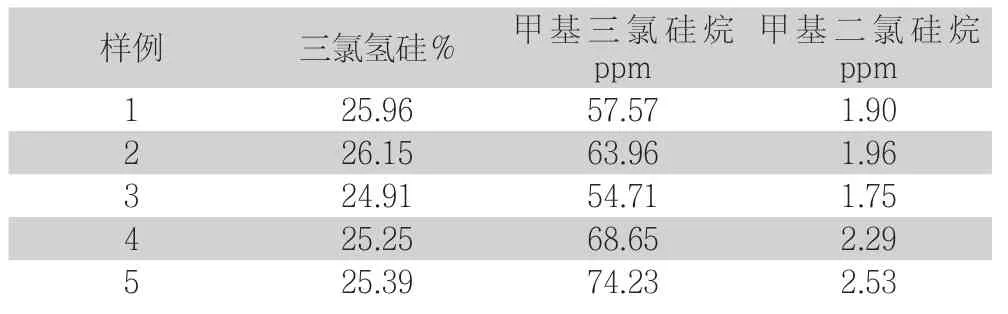
表11 氢化液的组分
从上表可以看出甲基三氯硅烷和甲基二氯硅烷的量始终成正比,比率约等于30。如何看待实际分析数据与理论平衡数据的比率差值如此之大?我们可以认为是从动力学上甲基氯硅烷的平衡慢于氯硅烷体系的平衡,可能的原因是甲基的位阻使取代基的交换变得更加困难。正是因为甲基氯硅烷再分配远未达到平衡,所以表观上逆反应对于总体反应速率的贡献可以忽略不计。由于氯硅烷体系的浓度远大于甲基氯硅烷体系,正反应的速率约等于完全基于甲基氯硅烷浓度,因此才有氢化液体系中甲基三氯硅烷和甲基二氯硅烷的比率始终约等于30。
5.2 精馏
在精馏体系中,并不涉及甲基氯硅烷的生成或转化反应。该过程主要是对甲基氯硅烷的富集和分离。在初步将四氯化硅、三氯氢硅和二氯硅烷分离时,即因为沸点分布的特点,使几乎全部甲基三氯硅烷和四氯化硅分配在一起、甲基二氯硅烷和三氯氢硅分配在一起。而鉴于多晶硅生产的特性,在对三氯氢硅的反复脱重时,甲基二氯硅烷又会随着塔釜富杂三氯氢硅脱除一部分。
以某种工艺下的三氯氢硅脱重分离甲基二氯硅烷为例:氢化液中含有2.2ppm的甲基二氯硅烷,分离除去四氯化硅和二氯硅烷后三氯氢硅中的甲基二氯硅烷是8.8ppm。第一级脱重塔顶工艺压力0.5MPaG、回流比6、塔釜采出率0.04、理论塔板数60、进料板数40、全塔压降20kPa,第二级脱重工艺塔顶压力0.4MPaG、回流比5、塔釜脱重率0.05、理论塔板数40,进料板数25、全塔压降20kPa。计算结果如下:

表12 甲基二氯硅烷的分布1
通过上述测算可知,在多晶硅精馏体系中,去除其他杂质的同时去除甲基二氯硅烷并不困难。实际的,经过二级精馏后的甲基二氯硅烷会在6~8ppm的质量浓度。造成实际浓度远大于计算浓度的原因是因为在模拟时,塔釜采出物是不循环的,但实际生产中塔釜采出物会被循环进入三氯氢硅/四氯化硅的分离塔,导致甲基二氯硅烷始终名义脱离三氯氢硅系统。在接下来的二氯硅烷/三氯氢硅分离塔中,因塔顶二氯硅烷浓度并不高而超过50%是三氯氢硅才是甲基二氯硅烷排出系统之外。
假定方案1,引入一个甲基二氯硅烷的吸附或转化系统,该系统可以使30%的甲基二氯硅烷被吸附或者转化,然后重新进入三氯氢硅/四氯化硅的分离塔再次按照上述同等工艺条件进行测算。计算结果如下:

表13 甲基二氯硅烷的分布2
假定方案2,引入一个甲基二氯硅烷的吸附或转化系统,该系统可以使50%的甲基二氯硅烷被吸附或者转化,然后重新进入三氯氢硅/四氯化硅的分离塔再次按照上述同等工艺条件进行测算。计算结果如下:

表14 甲基二氯硅烷的分布3
通过方案1和2的对比,可知甲基二氯硅烷的吸附或者转化系统对于产品三氯氢硅的甲基二氯硅烷含量影响显著。
5.3 还原
还原体系发生的主要反应为4SiHCl3-3SiCl4+2H2+Si,可知即使三氯氢硅在还原过程中及时100%转化,氯硅烷体系的质量仍将保留96%。按照一般三氯氢硅单次转化率4555%测算,氯硅烷体系的质量仍将保留98%。即可得出,还原反应过程中,氯硅烷体系的质量基本不变。
还原过程中,甲基氯硅烷主要发生反应(3)-(9)。最终新生成的物质是三甲基氯硅烷、甲基三氯硅烷、甲烷、代位碳和二氧化碳。其中二氧化碳的生成与反应体系中的氧含量有关,还原体系一直会尽可能的控制氧含量,比如氢气中含氧量平均小于0.5ppm(V/V)。其中大部分氧会变成硅中间隙氧而带出系统,比如一般多晶硅的氧含量是0.5-1*1017atoms/cm3。因此,我们以目前多晶硅常见的2ppm(mass raion)甲基二氯硅烷进料的三氯氢硅计算三甲基氯硅烷、甲基三氯硅烷、甲烷和甲基二氯硅烷的平衡浓度(代位碳存在形式碳化硅没有具体晶型,测算困难)。分别以硅棒表面温度1000℃或还原炉内气体温度500℃、压力0.4MPaG、氢气与三氯氢硅摩尔比4为例,计算结果如下:

表15 甲基二氯硅烷在还原下的平衡
事实的,如本文第1节例证数据,甲基三氯硅烷和甲基二氯硅烷分配比率基本相当(理论测算为1:4,分析数据为1:5),实际测量的三甲基氯硅烷远大于理论值10余个数量级,实际测量的甲烷含量亦远小于理论值。基于此我们推测甲基二氯硅烷转化为甲基三氯硅烷是快速反应,甲基氯硅烷生成甲烷都是极慢的反应,而三甲基氯硅烷给出的热力学基础数据可能存在一定偏差导致预测偏差极大。
6 碳杂质的去除
为了实现更低的多晶硅中代位碳,碳杂质的去除应该从减少引入源和排出系统内碳杂质两方面实施。
6.1 减少引入源的方法
氢气中甲烷、工业硅中残碳和外部购买的三氯氢硅都是可能的引入源。
通常的,甲醇或甲烷制氢的氢气在经过PSA吸附设备净化以后,氢中甲烷含量在0.01~0.1ppmV,氢中二氧化碳含量在0.1~0.5ppmV。电解制氢中二氧化碳含量在0.1~0.2ppmV。按照每制成1t多晶硅消耗300Nm³的氢气测算,由此引入碳在硅中比例最高为0.09ppm。通过增加吸附柱高度、或减少吸附柱吸附时间,或者选用电解制氢可以显著降低由氢气引入的碳。
通常的,工业硅在多晶硅中的消耗为1.1t/t,工业硅含碳200ppm。通过第5节的分析,超过95%的碳并未参与反应,而是以残渣排出。在气固相的反应中,决定反应速率的是固体表面积、表面气相传质速率和该反应的反应速率常数。冷氢化是一个流化床反应过程,表面传质速率极大且工艺过程几乎不可变化。所以冷氢化引入碳的量仅取决于残碳表面积。目前从上游的工业硅冶炼过程来看,并无良好方法对残碳的量和加入时残碳的粒径进行控制。因此,从原料硅粉降低引入源碳暂无良好的方法。
通常的,外购三氯氢硅含甲基二氯硅烷量在5-20ppm,每制成1t多晶硅补充三氯氢硅0.2-0.4t测算,由此引入碳在硅中比例最高为0.83ppm。所以,外购三氯氢硅的使用必须经过精馏脱重过程以去除其中的甲基二氯硅烷。
6.2 排出系统内碳杂质
系统内的杂质根据分布主要集中在氢化循环氢气、合成精馏脱重塔塔釜和四氯化硅脱重塔釜。
氢化循环氢气中碳杂质主要形式是甲烷,来源于还原工艺重分解的甲基二氯硅烷。还原主反应会在分解后产生氢气,而氢化反应不断的消耗氢气,因此还原氢气在绝大多数多晶硅生产工艺中都会不断的输送至氢化使用。氢化使用这部分氢气后,伴随氢气而来的甲烷却一直停留在氢化系统。虽然甲烷性质稳定,在氢化的反应温度下(450℃~600℃)反应进行并不快,但长时间的累积导致基础量大了以后仍然会不断的促进甲基氯硅烷的生成。较为简易的方式是,氢化的循环氢气通过一个或多个窜级吸附柱,依次吸收氯硅烷、甲烷,达到一定的分离效率。吸附柱的产品气继续回氢化使用,而逆放气中含有丰富的甲烷只需要排放掉。经典的数据如下:

表16 吸附柱氢气组分(气相色谱仪,摩尔分率)
合成精馏脱重塔塔釜可参考第5.2节中的某工艺条件下的计算,可知从甲基氯硅烷总量和浓度来讲,应该优选三氯氢硅脱重塔中位置靠前、理论板数或回流比值综合较高者。脱重塔釜料可以经过单独的精馏、或吸附、或转化来实现甲基二氯硅烷的进一步浓缩或去除,以使脱重塔釜料中大部分的三氯氢硅可以继续循环利用。典型的,甲基二氯硅烷富集塔采取理论板数100、回流比5的工艺条件可以达到如下效果:

表17 甲基二氯硅烷的分布4
采用特定的树脂在特定的温度下(经典的,120℃),维持压力使物料无汽化,保持每小时流量容积比0.2-1可以使脱重塔釜料中的甲基氯硅烷去除率达到80%以上,从2.19 e-4下降至4.4 e-5。控制该吸附柱的总流量容积比约20-25,可以得到富集40倍的甲基二氯硅烷浓缩液。控制约10℃再生,可以得到0.9%碳杂质的三氯氢硅。
对于选中的脱重塔釜料,或使用脱重塔釜料再经富集塔浓缩后的甲基二氯硅烷还可以借助催化剂和四氯化硅进行反应生成甲基三氯硅烷。常用的催化剂有氯化铝、氯化锌和有机胺类。这类反应的转化平衡浓度在TCS:STC=1:4的进料配比下通常单次能实现50%以上的甲基二氯硅烷转化为甲基三氯硅烷[5]。再经过分离塔,变成富含甲基三氯硅烷的四氯化硅。更深入的研究发现,四氯化硅和甲基三氯硅烷具有共沸物特性,因此富含甲基三氯硅烷的四氯化硅浓度控制在20%以下是较易实现且经济合理的。
7 结论
多晶硅生产系统不论是从氢气、硅粉还是外买三氯氢硅都会引入碳杂质,且难以避免。多晶硅系统中的碳杂质主要在甲基二氯硅烷、甲基三氯硅烷和甲烷中反复循环平衡。多晶硅生产系统如果完全不直接损耗三氯氢硅则难以将碳杂质排出系统,导致多晶硅产品中代位碳浓度的升高。为了降低产品代位碳浓度需要合理的使用氢化循环氢气脱甲烷吸附柱,或三氯氢硅脱重料精馏浓缩、吸附、转化,或四氯化硅脱重料浓缩中的一种或几种方法的结合。