3D打印技术在零件再造上的应用
2022-10-17龙有强
龙有强
(北海职业学院,广西北海 536000)
0 引言
本文采用的是HORI 3DPrinter进行材料的打印。这一款3D打印机是一款桌面级打印机,打印的原理为熔融堆积的方式,具体参数如表1所示。打印的材质为一般情况下,非金属零件主要以注塑成型为主,而对于注塑成型工艺来说,需要用到模具,零件成型要经过填充—保压—冷却—脱模4个阶段。对于常规的注塑成型工艺方法而言,它的弊端是周期长、表面质量不高、加工精度低、材料浪费较多等问题[1]。因此,3D打印技术的应用在周期和成本上都大大得到改善。本文以某设备箱盖修复更换为例,探讨3D打印技术的实际应用情况。

喷头直径:0.4mm(0.2、0.4mm可选) 喷头数:1个平台温度:110℃ 成型尺寸:240x190x255mm机器尺寸:400*358x518mm 打印耗材:PLA.ABS.TPU.PP.PE额定功率:350W PETG.生物亚克力.柔性PLA喷嘴度:常温-260’C 打印速度:10-150mm/秒平台材质:玻璃 层高精度:0.05 0.4mm
1 方法步骤
桌面级3D打印机要把三维实体模型打印出来必须做好四步骤。
第一步骤是通过AutoCAD图形在三维软件中建立数字模型。生成数字模型是桌面级3D打印过程的第一步,就是用UG软件建立从动轴三维实体模型。
第二步骤也就是使用UG来对软件的STL文件进行转换和删除操作。与其他传统的三维模型打印制作方法不同,三维模型打印的一个关键步骤主要是将一个数字模型打印文件通过转换放大为STL(立体刻和光刻)模型文件。STL通常使用一个三角形(多边形)符号来精确描述一个对象的立体性和参数信息。生成STL图片文件后,将STL图片文件直接导入到相机切片处理软件中即可进行切片处理。
第三步骤是HORI 3DprinterSoftware打印软件进行切片,也是重要的步骤。主要是把STL文件导入到HORI 3DprinterSoftware打印软件,然后通过打印软件分析STL文件进行切片,在导出GCODE格式文件到桌面级3D打印机。
第四步骤是3D打印过程。在这个阶段,打印材料也被加载到桌面级3D打印机中。开始自动打印后,无需担心监视桌面级3D模式打印机的正常运转。桌面级3D系列打印机将继续遵循一种自动化错误管理工作流程,通常仅在打印机器人使用完了原材料或系统软件或者企业业务出现系统错误时才可能会不断每次出现一个错误报警。
2 草图绘制
本文以3吨的内燃式叉车的油箱盖作为案例进行设计,由于该油箱盖在使用的过程中不注意导致内螺纹磨损,无法很好地对箱体进行密封。重新去采购时间周期比较长,因此考虑通过3D打印的方法先对原有油箱盖进行再造,临时替换使用。从故障现场,对箱盖进行测量,并且在现场绘制对应草图,毕竟在使用现场的条件不会太好,草图的要求即使能把箱盖的关键性尺寸标注清楚,让后期打印的替换件可以实现互换即可,如图1、图2、图3所示。

图1 损坏的箱盖

图 2 损坏的箱盖侧面
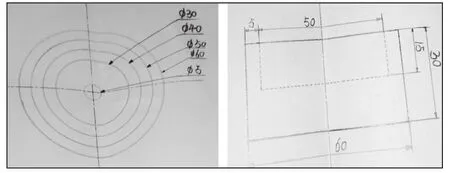
图3 箱盖草图
3 三维模型建立
对于三维模型的建立,可供选择的软件很多,比如UG、Solidworks,Pro-E等三维软件都可以,本文采用了UG12.0进行模型的绘制。UG三维设计软件是SIEMENS公司为用户产品设计及加工制定的产品工程解决方案[2],通过运用电脑软件对产品的设计,并且考虑工艺加工的因素,从而对产品建模验证,随着现代计算机的发展,使UG这一类的三维设计软件在工业领域得到了非常广泛的运用。
经过了前期的箱盖测量获取原始数据,采用UG三维绘图软件对零件进行建模,模型如图4、图5所示。

图4 箱盖的 UG 三维建模
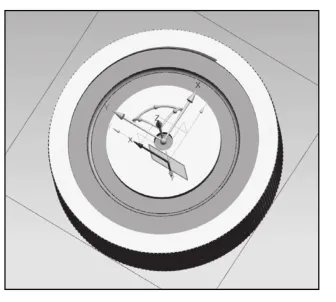
图5 箱盖的 UG 三维建模切
4 箱盖打印
桌面级3D打印机是在一个工作平台上进行打印的,因为要打印的物体是从无到有制造出来,在打印的时候要考虑到会额外增加一些支撑构件进行支撑,以达到防止倒塌的效果,因此会在耗材的使用上、空间的利用上都会比原来设计的图形有所增加。涉及到多出来的支撑作用的构件,需要在打印完成后,对该支撑构件进行手动剥离,然后再对剥离的接触面进打磨及抛光处理。此外,桌面级3D打印机刚开机是先要把里面平台清理干净,如果平台清洁不到位,会影响打印物体的准确度,甚至可能会导致打印失败。调平打印平台也是打印前关键一步,然后再打印平台上涂一层薄的固体胶。必须要保证充够的ABS线材塑料耗材,然后先进行喷嘴预热阶段,再进行喷头是否吐丝。桌面级3D打印机一起正常就开始根据GCODE格式文件进行规定的轨迹运动。
本文使用ABS线材进行打印油箱盖实体模型的打印,材料一般放在桌面级3D打印机后面固定杆。ABS系列线材塑料是目前最先被应用在3D系列打印机的新型塑料中一种,因为它的ABS系列线材本身就是具有一种价格低廉和优良的塑料机械传动性能,呈现打印出来很好的机械韧性和具有抗冲击力的性能,使得十分欢迎,ABS线材也是在3D打印机耗材中可选之一。
在3D打印环节,需要考虑的重点是打印机的精度,精度等级是否满足条件,决定这打印出来的零件是否可以达到替换使用的功能。另外,注意桌面级3D打印机在工作状态中和刚刚停止工作后记得不要触摸喷嘴,因为在打印时喷头需要加热融化ABS线材,这就是喷嘴的温度变得极高,一旦触摸就可能造成烫伤。在绘制了三维模型后,以STL文件格式导出,设置如图6所示,在输出类型选择二进制,三角公差和相邻公差都是选择默认的模式,然后点击确定,然后进行导出文件的类选择,弹出对话框后单击选择所绘制的三维图形(图7所示),其他选项按照默认选项即可。
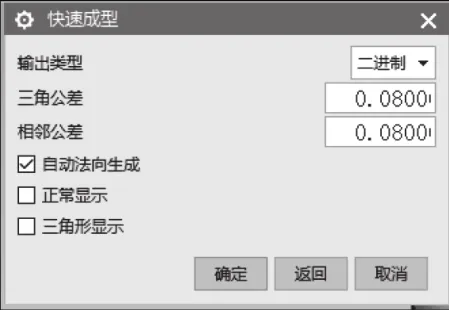
图6 STL 导出设置
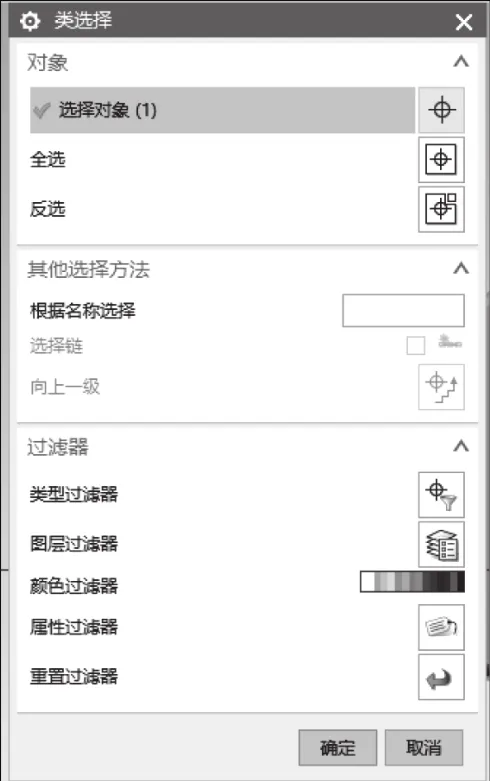
图7 STL 导出对象选择
在STL文件导出后,再将该文件导入3D打印机切片软件,因为该3D打印机有自带切片软件,只需要开启该软件,从“切片及打印”选项中选取加载模型,然后点击“分层切片”通过切片软件的导入和运行模拟分层切片,软件便自动对该模型进行分层切片,如图8所示。3D打印机的喷头直径选择0.4mm,层高精度也为0.4mm,由于打印的是ABS线材,这种材料的推荐温度为210℃至230℃,打印之前还需要对3D打印机的平台进行水平校准,平台预热,ABS材料的热床温度在90℃到110℃之间,因为如果温度太低,可能会导致耗材的黏性不够,粘结不紧实,甚至出现翘边等现象。然后把数据导入3D打印机,最终把箱盖打印出来,如图9所示。
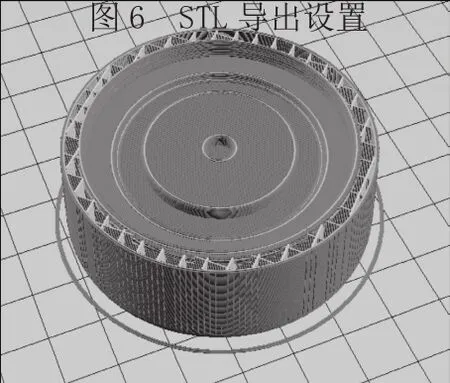
图8 箱盖切片过程图
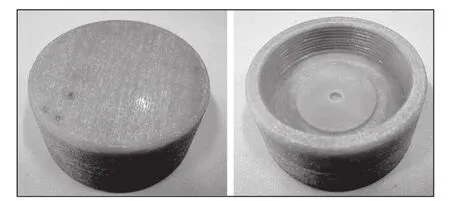
图9 箱盖打印实物
5 结语
3D打印技术已经逐渐走入人们的工作生产及生活当中,尤其是在工业设计、医疗健康等领域的应用更是越发广泛。在3D打印的整个过程中,零件的草绘以及建模是3D打印进行零件再造关键核心部分,起着主导作用,只有进行了3D建模,才可以运用3D打印机将建模的数据打印成实物。另外,草绘测量的数据准确与否,以及建模水平的高低直接影响到零件成型的质量。如果这两个环节做得不到位,那么打印出来的替换件肯定也无法达到零件再造的目的,也就无法使用了。
