P690QL1钢制LPG船C型舱消应力热处理研究
2022-10-15黄金祥侯延斌
黄金祥,侯延斌
(三一集团有限公司 湖南三一工业职业技术学院,长沙 410129)
0 引言
根据《散装运输液化气体船舶构造与设备规范》,液化石油气(LPG)运输船的核心设备是液货舱[1-4],液货舱种类有多种,其中C型舱是独立于船体的承压容器[5],也称为C型罐或船罐,主要用于中小型液化气运输船。全压式LPG运输船[6]受船舱空间、有效容积和材料强度等因素制约,其液货舱结构形式以卧式圆筒形罐为主。目前国内建造船罐采用了抗拉强度770 MPa级别的P690QL1钢[7],高强钢的研制应用[8]为全压式LPG船罐实现大容积化和轻量化开创了条件。由于船罐运输介质LPG中含有一定量的H2S,高强钢板冷加工和组焊过程的残余应力在含有H2S的工况下对船罐安全运行非常不利,因此,降低残余应力[9-11]并保证焊接接头的力学性能对P690QL1钢制船罐意义重大。
船罐建造过程中P690QL1高强钢的焊接[12]和消应力热处理[13]是关注的重点,但消除应力的实际效果目前没有统一的标准来量化衡量,《散装运输液化气体船舶建造规范》(IGC)中也没有明确规定船罐消除应力的方法和量化检验指标。文中以国产P690QL1钢板建造的3 800 m3全压式LPG运输船两台船罐为研究对象,采用盲孔释应力法[14]对船罐不同部位热处理前后分别进行应力测试,并对热处理后的产品焊接试板进行力学性能试验,以及热处理后罐体表面磁粉检测,分析研究P690QL1钢制LPG船罐的消应力效果、残余应力分布规律以及热处理后焊缝接头力学性能,为P690QL1高强钢的工程化应用提供参考。
1 研究对象及材料
3 800 m3全压式LPG运输船由两台船罐组成,两罐参数相同。设计温度:-10~45 ℃,设计压力1.86 MPa,焊缝系数:1.0,单台储罐容积1 924 m3,内径9 300 mm,储罐长31 500 mm,罐体材质P690QL1,筒体板厚35 mm,封头厚度 20 mm,单罐重260 000 kg,单罐对接焊缝长度约460 m。船罐结构见图1,由9个筒节和2个半球形封头组成。船罐壳体P690QL1钢板采用冷加工成型,筒体采用卷板机卷制,半球形封头单块壳板采用压力机冷压,现场组焊所有焊缝均采用焊条电弧焊。
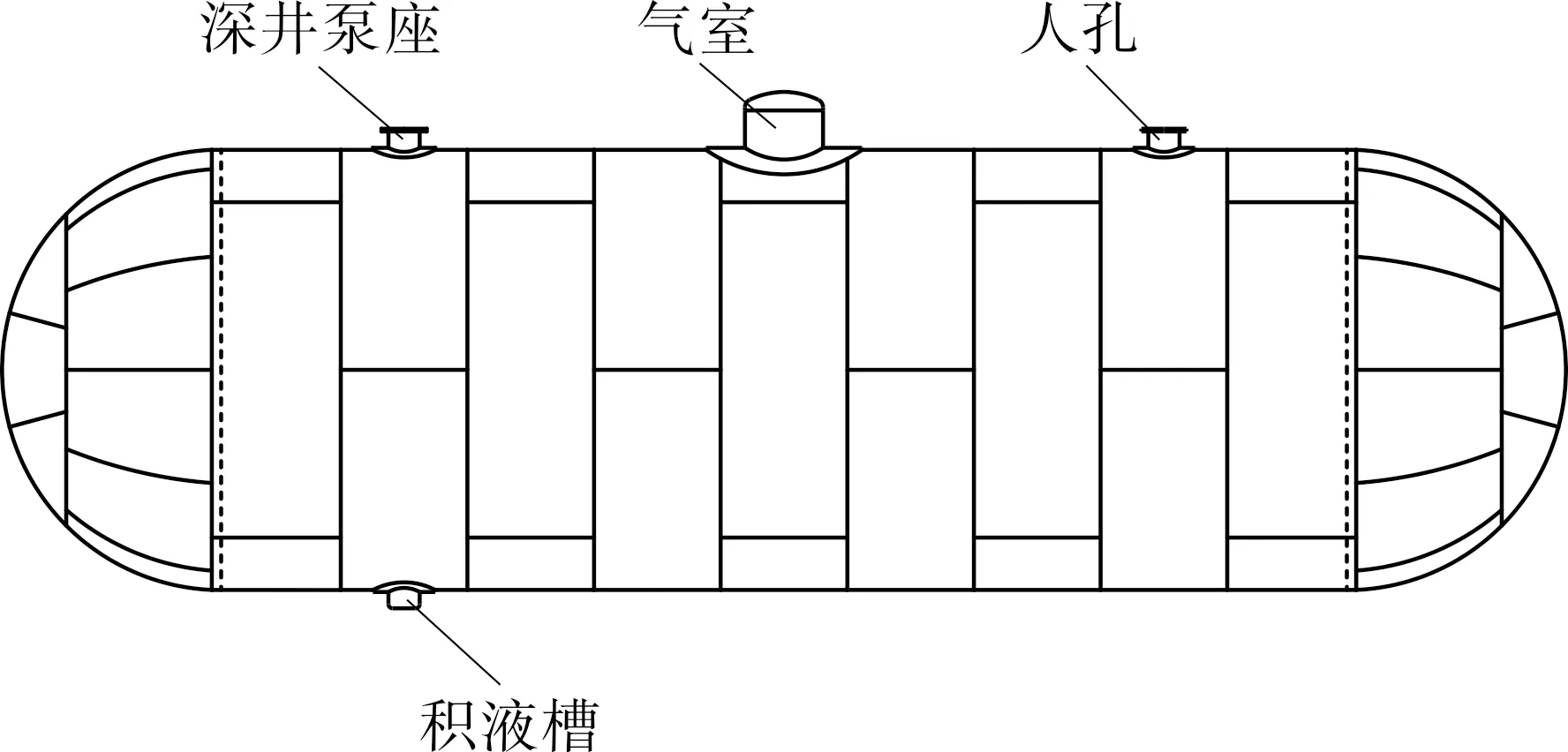
图1 船罐结构示意

表1 P690QL1 钢板的力学性能
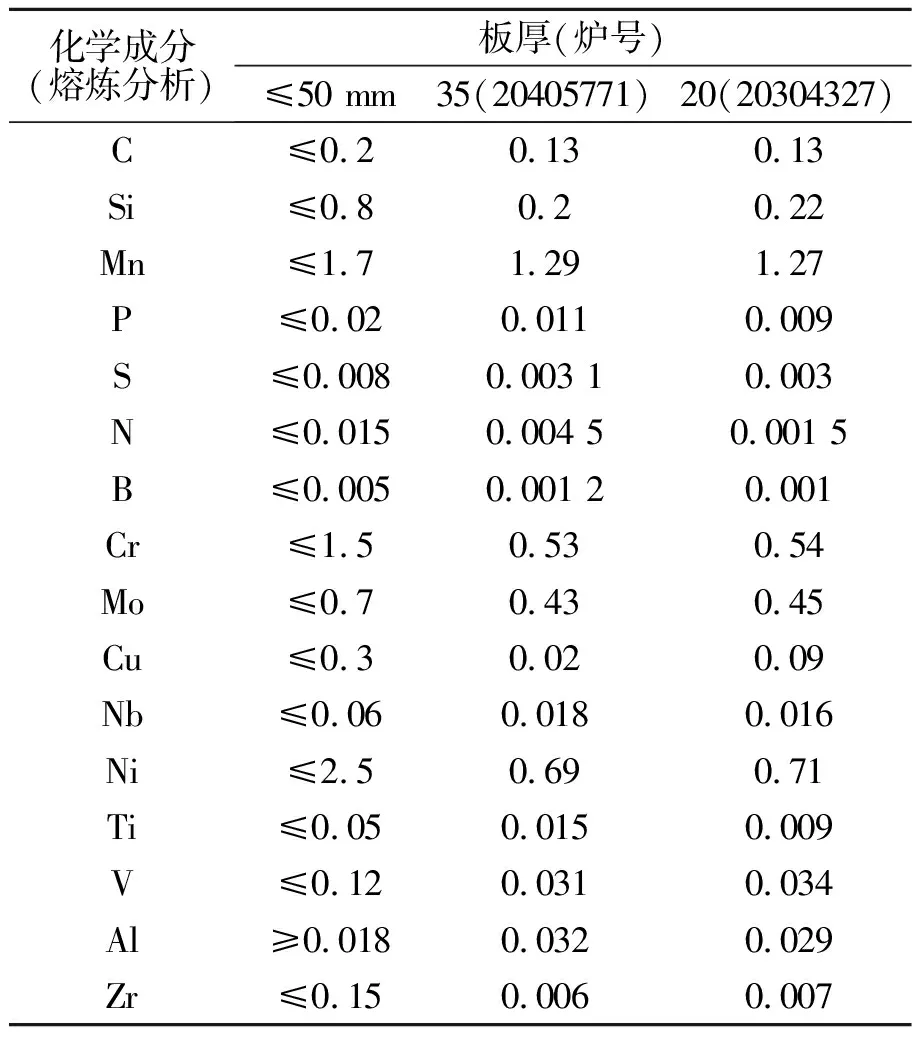
表2 P690QL1钢板的化学成分
船罐壳体钢板P690QL1是一种低碳调质高强钢,执行标准BS EN 10028-6:2017。多合金元素的添加经调质热处理形成强韧性较好的回火索氏体组织[13]。钢板的力学性能尤其是-40 ℃低温冲击韧性[15]裕量较大,但屈强比较高,达0.94以上,供货技术条件要求与实物的力学性能和化学成分分别见表1,2。
2 热处理方法及工艺
采用柴油内燃法对两台船罐分别实施整体热处理,其具体工艺为:利用转胎将LPG船罐旋转180度,将船罐上部的深井泵座孔和人孔转置于正下方作为两个柴油燃烧进口,积液槽在正上方设置为烟气出口,气室孔用盲板临时堵住,产品焊接试板同船罐一起进行热处理,船罐外表面包裹耐1 000 ℃高温无碱硅酸铝棉毡材料保温(见图2)。将罐体作为燃烧室,在深井泵座孔和人孔上各安装一个喷嘴,每个喷嘴上连接压缩空气导管、柴油输入导管、液化气长明灯,通过控制压缩空气风压、柴油进量来调节火焰大小和高度,在积液槽孔处安装排烟气的调节装置。压缩空气与柴油进入喷嘴混合后经长明灯点燃后立即燃烧(见图3),借助罐内热处理工装控制火焰高度及内部高温气流走向,使热量在罐内均匀传递给船罐壳体。
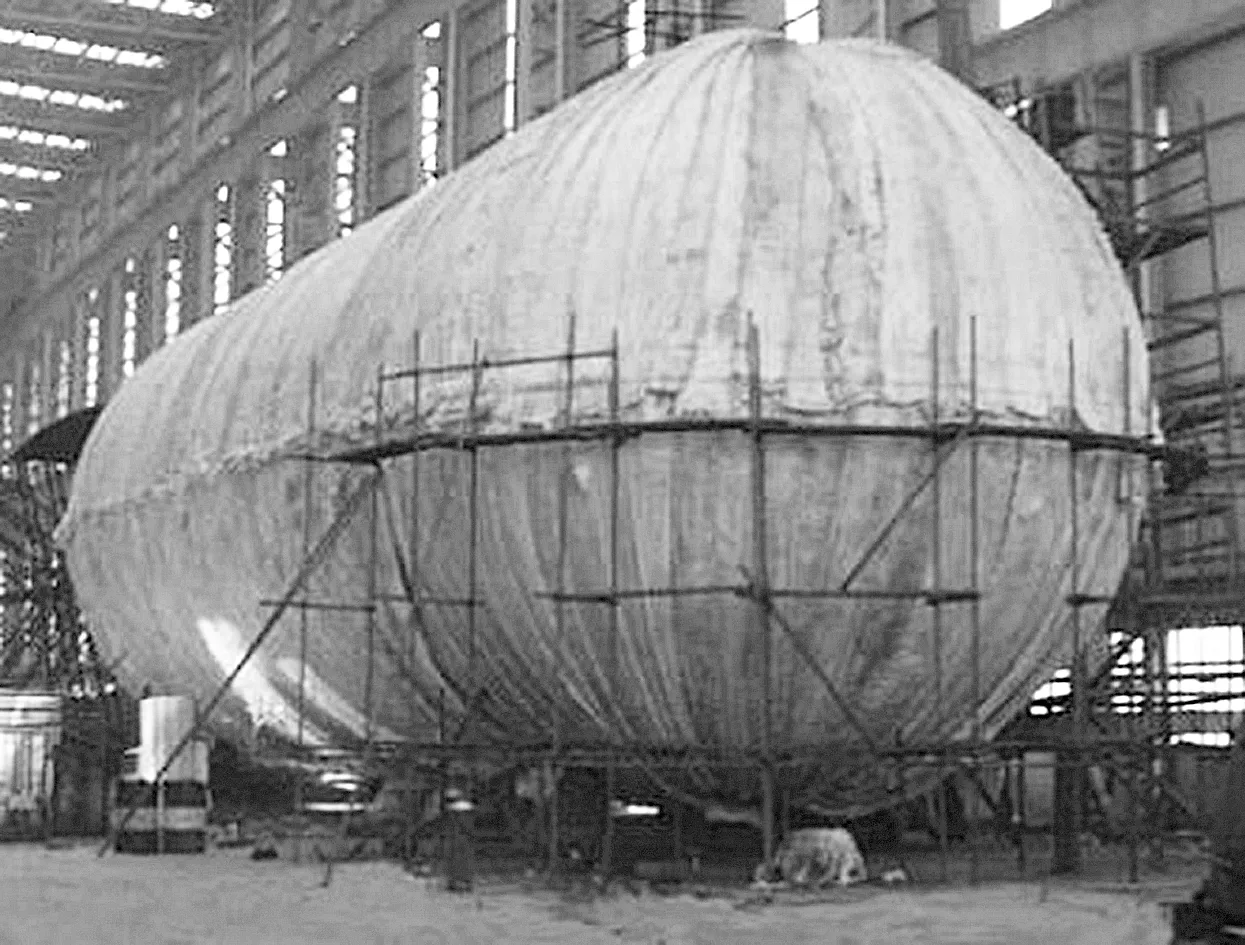
图2 船罐整体热处理

图3 燃油喷嘴入口
P690QL1钢制船罐热处理恒温温度为545±20 ℃,保温2 h。在船罐外表面均匀布置了30个热电偶进行温度监测,测温点包含封头和筒体纵缝、环缝、产品试板以及罐体的上中下各具有代表性的部位。升温时温度达到400 ℃后,通过两进风口调节油气比例将升温速度控制在50~80 ℃/h范围内;当罐内温度升到恒温区间后,减少油风进量,控制罐体温度维持在一个小区间内波动;保温阶段结束后降温速度控制在30~50 ℃/h,当温度降至400 ℃以下时,完全停止油气供给,自然冷却降温。
3 试验及结果分析
3.1 应力测试及分析
应力测试采用盲孔应力释放法,应力检测仪型号:ZS21B,应变片:中航电测BX120-1CG,钻头:∅1.0 mm,∅1.5 mm,孔深度1.5 mm。储罐的半球形封头和筒体的纵缝及环缝上共布置7个应力测试点,见图4。
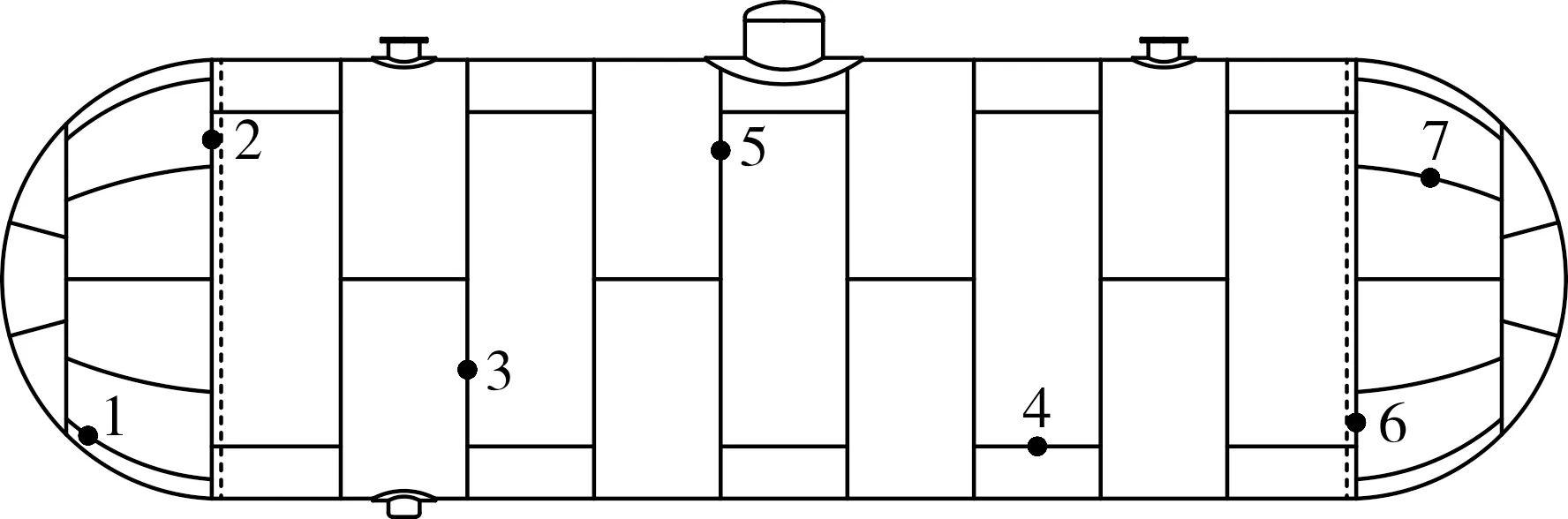
图4 热处理应力测试点布置
热处理前后对1#罐和2#罐7个代表性的点分别进行应力测试,图5为1#罐热处理前后应力值,热处理前1#罐残余应力最大值达563.35 MPa,分布在筒体环缝上;最小值306.45 MPa,分布在封头纵缝上,残余应力值均低于材料屈服强度下限值690 MPa。经过热处理后,最大残余应力值为224.21 MPa,分布在筒体环缝上;最小值为97.37 MPa,分布在封头纵缝上,均低于P690QL1钢许用应力230 MPa。应力下降绝对值最大为339.14 MPa,分布在筒体环缝上;应力下降幅度最大为68%,分布于封头纵缝上。
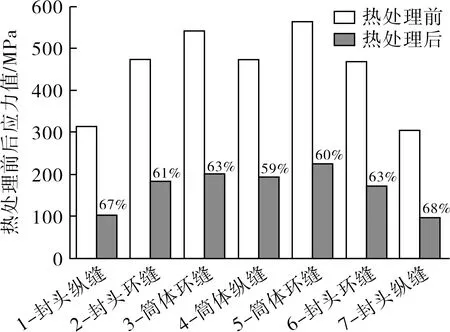
图5 1#罐热处理前后应力及下降幅度
由图6可以看出,2#罐热处理前残余应力最大值达524.26 MPa,分布在筒体环缝上;最小值327.52 MPa,分布在封头纵缝上,残余应力值均低于材料屈服强度下限值690 MPa。经过热处理后,最大残余应力值为220.39 MPa,分布在筒体环缝上;最小值110.36 MPa,分布在封头纵缝上,均低于P690QL1钢许用应力230 MPa。应力下降绝对值最大为304.17 MPa,分布在筒体环缝上;应力下降幅度最大值为66%,分布于封头纵缝上。
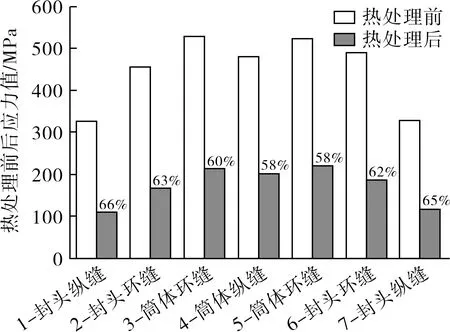
图6 2#罐热处理前后应力及下降幅度
从两船罐热处理前后应力值可以看出:船罐筒体焊缝残余应力高于封头焊缝残余应力,主要由于筒体与封头板厚度和结构型式差异有关,封头半球形结构第一曲率半径和第二曲率半径相同,轴向和环向应力相等,材料的两向性能被最大化利用,受力较筒体结构更均匀,筒体厚板加工和焊接产生的拘束应力比封头薄板更高;筒体和封头的环缝残余应力高于其纵缝残余应力,是因为焊接采用先纵后环的施焊顺序,且环焊缝拘束度比纵缝要大,环缝焊后存在收口现象,因此,环缝残余应力集中更为明显。应力绝对值较低的封头纵缝经热处理后,下降幅度比筒体环缝更大,说明同样的热处理工艺对薄板封头消应力效果更好。两台船罐14个测试点应力平均下降幅度为62.1%,说明柴油内燃法整体热处理对P690QL1钢制LPG船罐消应力效果较为理想。
3.2 试板力学性能及分析
1#罐筒体试板编号分别为1-1,1-2,1-3,封头试板分别为1-4,1-5,1-6;2#罐筒体试板编号分别为2-1,2-2,2-3,封头试板分别为2-4,2-5,2-6。两台船罐共12块产品焊接试板,分别代表筒体和封头对应的焊缝。力学性能试验项目包括熔敷金属纵向拉伸、接头横向拉伸、侧弯、冲击、宏观金相及硬度。图7示出试样纵向拉伸和横向拉伸的强度值,图8示出试样拉伸的形变数据。
12块产品焊接试板中有一块熔敷金属试件屈服强度低于690 MPa,其他11块屈服强度均达到700 MPa以上,横向拉伸试样大部分断在母材。从图7可以看出:接头横向拉伸强度分布区间比较平缓,大部分熔敷金属试样抗拉强度高于母材,且横拉试件大部分断在母材,故横向抗拉强度值反映了母材的性能,与表1中钢板热处理前的强度性能相当,说明整体热处理后母材的强度未产生明显下降;熔敷金属屈服强度和抗拉强度的离散性较大,主要原因是焊接时线能量存在一个波动区间、熔敷金属中细微缺陷的存在以及P690QL1配套焊材屈服不明显,取值0.2%残余变形屈服强度。图8中熔敷金属的延伸率比母材仅高出1%~2%,结合图7可看出熔敷金属和母材比,亦表现为高屈强比的特点,由于熔敷金属抗拉强度高于母材,横向拉伸时试件塑性形变主要集中在母材区域上,故横拉试件延伸率比母材拉伸试件的延伸率更低,图8中的横向拉伸延伸率数值即印证了此现象。
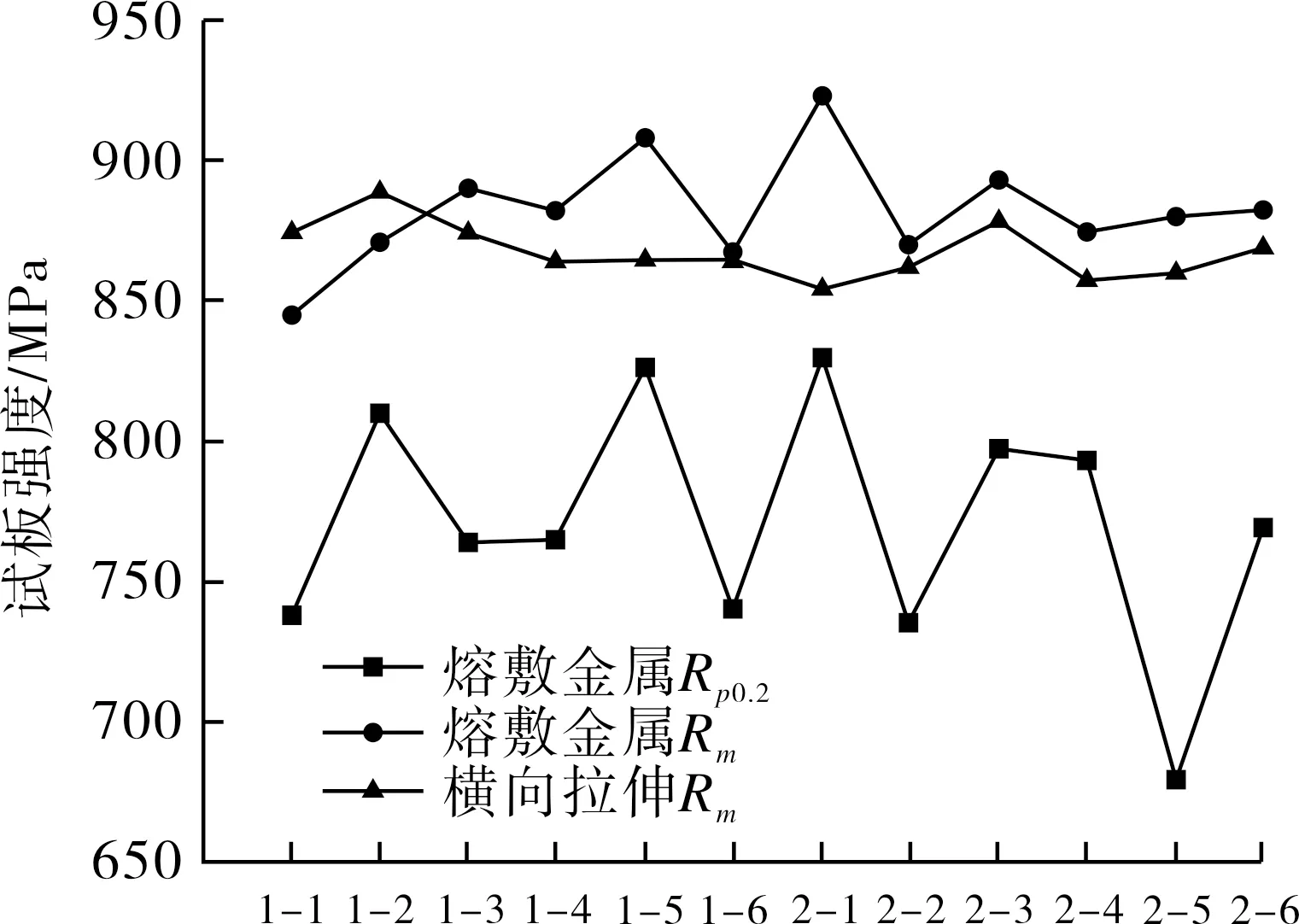
图7 试样强度性能
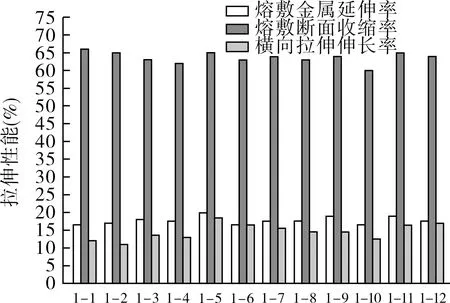
图8 试样拉伸形变率
试板接头硬度见图9,接头热影响区硬度HV10值在300~340之间,明显高于焊缝中心和母材,说明P690QL1调质高强钢接头在焊接热循环[16]和消应力热处理后,热影区有淬硬马氏体组织,且热处理后热影响区硬度值波动仍较大。因此,545±20 ℃、保温2 h的消应力热处理工艺对P690QL1接头热影区的淬硬组织没有明显改善作用。
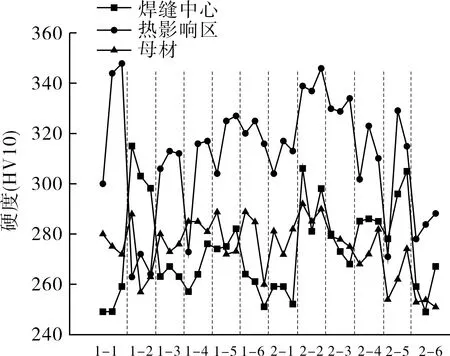
图9 试板接头硬度性能
根据IGC规则,35,20 mm厚的P690QL1钢板低温冲击试验温度分别为-25和-20 ℃,从图10的冲击试验结果可以看出:对应的冲击温度下,热影响区的冲击功明显高于焊缝中心,但与表1母材相比有所下降,焊缝中心的冲击功最低,但仍满足规范不小于27 J的指标要求。
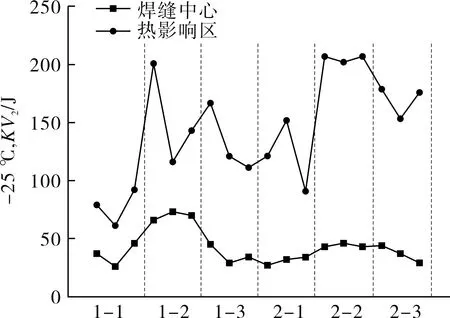
(a)筒体δ=35 mm
4 结论
P690QL1调质钢焊后消应力热处理温度应控制在回火温度以下,提高热处理的恒温温度和保温时间对消除应力有利,但过高的温度会软化接头,降低焊接接头力学性能;虽然热处理后的表面磁粉检测未发现再热裂纹产生,但要防止船罐热处理时因受热不均而产生新的应力。
(1)P690QL1钢制LPG船罐采用柴油内燃法消应力热处理后,两台船罐应力下降平均幅度为63.1%和61.1%,整体消降应力效果良好。热处理前,筒体焊缝应力高于封头焊缝应力,环缝应力高于纵缝应力;热处理后,所有焊缝应力峰值均有大幅下降,筒体焊缝残余应力仍高于封头。同样的热处理工艺,封头部位焊缝消除应力效果比筒体焊缝更明显。
(2)P690QL1钢制LPG船罐经柴油内燃法消应力热处理后,产品焊接试板的力学性能满足设计及规范要求,整体热处理工艺可保证P690QL1钢制船罐的力学性能。
(3)消应力热处理后,P690QL1钢焊接接头强度没有明显下降,接头热影区硬度值最高,焊缝中心冲击韧性较低,但仍能满足指标要求。因此,船罐焊接接头抗H2S腐蚀的薄弱区在热影响区,抗冲击的薄弱区在焊缝中心。
