塑料电镀粗化工序的三价铬含量降低的工艺优化
2022-10-14张卫张志杰靳长鹏王长为
张卫,张志杰,靳长鹏,王长为
(大连华辰电镀有限公司,辽宁大连 116600)
ABS塑料电镀广泛应用于汽车行业、3C电子行业。现工业应用的塑料电镀工艺中,以铬酸酐、硫酸为主要成分的化学粗化,强氧化性会除去部分ABS塑料中的丁二烯成分,而作为氧化剂的铬酸酐由六价被还原为三价,三价铬的累积会让氧化反应平衡向左移动,而降低了氧化能力,影响粗化效果,进而影响电镀的结合力,故需要部分更新或电解去除三价铬。徐金来等[1]介绍了适用于电镀的塑料种类,提出了一种塑料电镀的工艺,作为塑料电镀前处理的重要工序,粗化则是电镀工艺的研究重点。柏莲桂等[2]研究了聚碳酸酯(PC)/丙烯腈-丁二烯-苯乙烯塑料(ABS)粗化工艺对粗化效果和电镀剥离力的影响。武志弢[3]在塑料电镀粗化液铬酸酐回收循环使用清洁生产新工艺中介绍了三价铬电解工艺。颜景虎[4]在塑料电镀工艺中,深入研究影响结合力的因素,提升了ABS塑料的电镀质量,为该类材料后期的使用奠定了良好的基础。王桂香等[5]用AFM、XPS和胶体钯吸附量等对粗化前后塑料的表面性能、价键状态和活性进行了考察。电镀厂采用以素烧桶结合电解的方式进行三价铬的降低。依生产现场经验,当粗化液中的三价铬浓度高于15 g/L时,影响粗化效果,进而影响镀层结合力。为了达到较好的处理效果,本论文分别选择铬酸酐和硫酸作为电解液,调整电解参数,结合化验,得到优化的电解处理工艺。
1 实验
1.1 材料和仪器
粗化槽容积为3000 L,由钛槽体、钛打气管(罗茨鼓风机,型号:HDSR175A)与加管等附属件组成;20 L容积的PE桶、素烧桶高800 mm,内径为Φ210 mm;铅极板尺寸为800 mm×150 mm×20 mm;此外,仪器还包括导电配件及24 V、500 A的整流器(GGDF/S系列精密高频开关电源)。
采用使用一段时间的粗化液进行电解实验(以下简称老粗化液),经比色法化验其三价铬浓度达到了15 g/L,铬酸酐和硫酸含量分别为400 g/L、380 g/L。
1.2 实验方法
Cr3+浓度测试方法[6]:取样2.00 mL于100.0 mL容量瓶中定容,摇匀。从容量瓶中取10.00 mL溶液于锥形瓶中,加水100 mL,氢氧化钠2 g,煮沸10 min,冷却,加3 mol/L硫酸25 mL,碘化钾2 g,以0.1000 mol·L-1标准硫代硫酸钠溶液滴定至淡黄色,加1%淀粉指示剂2~3 mL,继续滴定至篮色变绿色为终点,计算三价铬浓度。
铬酸酐与硫酸电解液的配制方法为:先在20 L容积的PE桶中(素烧桶有效容积为20 L)加入约10 L的水,以100 g、600 g、2000 g重量的铬酸酐和硫酸先后分别加入其中,充分搅拌,补加水至20 L。依试验进程,先后倒入素烧桶中进行试验。
分别以一定浓度的铬酸酐、硫酸作为电解液进行电解试验,测试电压均为10 V,温度分别选择30℃、50℃、70℃,铬酸酐和硫酸浓度分别为5、30、100 g·L-1,采用空气搅拌,具体工艺参数见表1和表2所示。以擦拭干净的铅板分别作为正、负极,素烧桶内放1块负极,素烧桶外放4块正极,正负极间距300 mm。恒压方式通直流电。记录起止时间,并每1 h记录电流情况。

表1 铬酸酐电解液工艺参数Tab.1 Process parameters of chromic anhydride electrolyte

表2 硫酸电解液工艺参数Tab.2 Process parameters of sulfuric acid electrolyte
2 结果与分析
2.1 工艺参数对电流-时间曲线的影响
图1为铬酸酐浓度为30 g/L时不同温度下电解电流随时间变化关系。可以看出随着电解时间的推移,电流下降,在3 h后,电流在低位趋于稳定。电解液温度为70℃时,电流在2~3 h内下降明显,说明温度高能提高初期电流效率,而在2~3 h后素烧桶内的Cr3+已达到了一定浓度产生了电容层,导致电流降低。

图1 不同温度下铬酸电解液电流随时间变化曲线Fig.1 Variation curve of chromic acid electrolyte currentwith time at different temperatures
图2为铬酸酐和硫酸浓度均为30 g/L、温度70℃、电压10 V条件下测得的电流-时间曲线。可以看出,在素烧桶的作用下,硫酸电解液的初期电流高一些,并且电流效率稍好一些。在恒压条件下,电流下降的主要原因为素烧桶内三价铬浓度提高之后,形成了电容层所致,故电流越短时间降低,说明收集三价铬的效果好,即电流效率较高。在电解2 h时,采用硫酸电解液的电流低于同时间的采用铬酸为电解液时的电流。实践表明,以硫酸为电解液时不产生六价铬的一类污染物废水,采用硫酸为电解液更为理想。

图2 铬酸与硫酸电解液电流随时间变化曲线Fig.2 Variation curve of chromic acid and sulfuric acid electrolyte with time
图3是在其他参数相同,不同硫酸浓度下得到的电流-时间曲线。当素烧桶聚集了一定浓度的三价铬离子后,形成了电容层,阻止了电流通过。当硫酸浓度为5 g/L时,因离子浓度太低,影响了正常的电流效率。当硫酸浓度为30、100 g/L时,对电解效果影响不大。因此试验过程中不用采用过高浓度的电解液,而当形成电容层后,及时地更新电解液,取出三价铬更是关健。
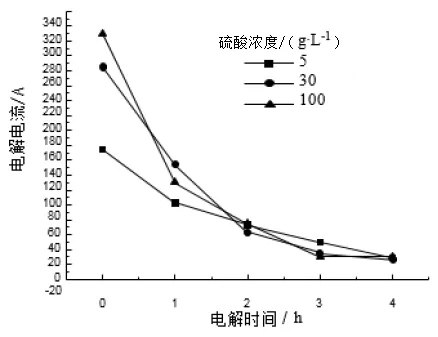
图3 不同硫酸浓度下电流随时间变化曲线Fig.3 Variation curve of current with time under different sulfuric acid concentrations
2.2 三价铬去除结果
表3为不同浓度铬酸和硫酸下三价铬去除结果,由表3可以看出K8、K9、C5、C6、C8、C9试验,电解液在电解4 h后的Cr3+浓度超过了30 g/L,相对的三价铬去除效果比较好,验证了合适的H2SO4浓度范围为30~100 g/L。

表3 不同浓度铬酸和硫酸下三价铬去除结果Tab.3 Removal results of trivalent chromium under different concentrations of chromic acid and sulfuric acid
2.3 三价铬饱和状态示意图
图4为电解液在初始状态和素烧桶内Cr3+饱和状态下的示意图,即当在素烧桶内的Cr3+浓度达到一定值时,整个素烧桶呈现了正电荷,排斥了三价铬离子,故无法再吸附更多的三价铬离子,这时整流器在恒压条件下,电流会很低,此时需要更新电解液。

图4 电解过程初始与饱和状态图解Fig.4 Diagrams of initial and saturated state of electrolytic process
3 结论
以浓度为30~100 g/L的硫酸作为电解液,50~70℃条件下,恒压电解,并每2~3 h更新一次电解液,可以很好地降低粗化中三价铬浓度,进而保持粗化效果的稳定性。采用的素烧桶材质不同会影响电流效率,故除了控制更新时间外,还可肉眼识别电解液的颜色。以硫酸为电解液时,因为无其他有色离子的影响,随着三价铬的聚集,电解液的颜色由无色变为浅绿,再由浅绿色变为深绿色,也可以作为更新电解液的识别方法。